
Оглавление:

Индукционно-прессовая (высокочастотная) сварка
- Индукционная прессовая (высокочастотная) сварка Переменный ток имеет максимальную плотность на поверхности проводника, которая нагревается больше, чем внутренний слой металла. При индукционном прессовании и радиочастотной сварке этот эффект может быть использован для локального нагрева деталей, и чем выше частота тока, тем эффективнее нагрев поверхности.
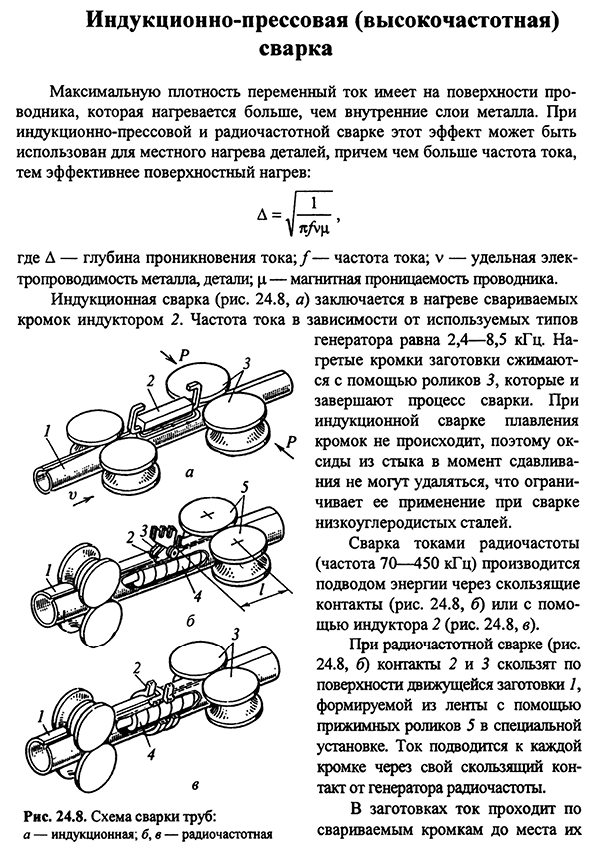
Где A-текущая глубина проникновения. f-текущая частота. v-проводимость металлической детали. С-проницаемость проводника. Индукционная сварка (рис. 24.8, а) представляет собой нагрев свариваемых кромок с помощью индуктора 2. Рис. 24.8.Схема сварки труб: а-индукционная; б, в — радиочастотная В зависимости от типа используемого генератора, он составляет от 2,4 до 8,5 кГц.
Нагретая кромка заготовки сжимается с помощью ролика 3 для завершения процесса сварки. Людмила Фирмаль
Индукционная сварка не приводит к образованию торцевого расплава, поэтому невозможно удалить оксиды из соединения при сжатии, что ограничивает его применение при сварке низкоуглеродистых сталей. Сварка током высокой частоты (частота 70-450 кГц) осуществляется путем подачи энергии через скользящие контакты (рис. 24.8, Б) или с помощью индуктора 2(рис. 24.8, в). Для высокочастотной сварки(рис.24.8, 6) контакты 2 и 3 скользят по поверхности движущейся заготовки 7, сформированной из ленты с помощью прижимного ролика 5 в специальной установке.
Ток подается на каждый край через скользящий контакт от генератора радиочастот. В заготовке ток течет вдоль свариваемых кромок к их местам 484 контакта производят необходимый нагрев, прежде чем коснуться и расплавить их и перевернуть края прижимным роликом. Другой возможный путь тока-это периметр заготовки. 1.Однако, если расстояние от проводника до контакта заготовки короткое, то сопротивление току вокруг заготовки может быть больше, чем вдоль сварочной кромки, и потери перепуска могут быть незначительными.
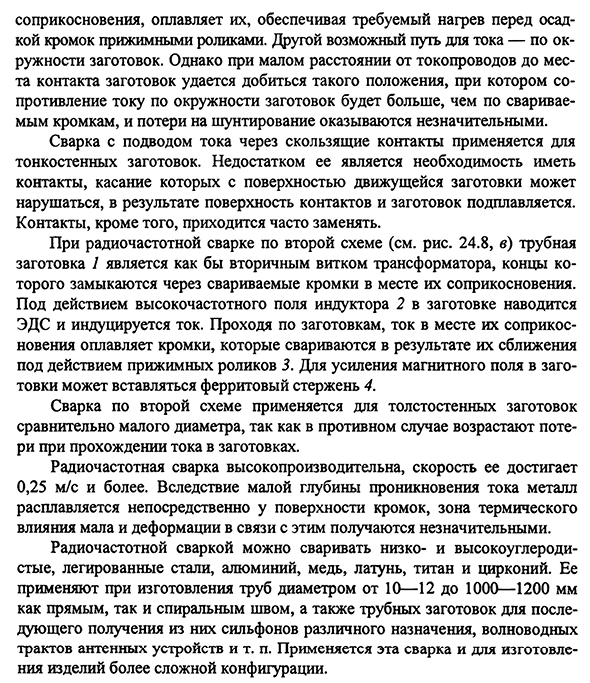
- Для тонкостенных заготовок используется сварка током, подаваемым через скользящие контакты. Его недостатком является то, что он требует контактов, которые могут мешать контакту с поверхностью движущейся заготовки, и в результате контакт и поверхность заготовки свариваются. Кроме того, контакты необходимо часто заменять. В случае высокочастотной сварки по 2-й схеме (см. рис.24.8, в) трубная заготовка 1 Как бы представляет собой вторичную обмотку трансформатора, концы которой закрыты сварными кромками в месте контактов.
Под действием высокочастотного поля индуктора 2 в заготовке индуцируется ЭДС и индуцируется электрический ток. Проходя через заготовку, ток в точке контакта сваривается, что приводит к расплавлению кромки и сближению под действием прижимного ролика 3.To усилив магнитное поле, ферритовый стержень 4 может быть вставлен в заготовку. Сварка по 2-й схеме применяется для толстостенных заготовок с относительно небольшим диаметром. Это связано с тем, что потери увеличиваются при приложении тока к заготовке.
Радиочастотная сварка обладает высокой производительностью, ее скорость достигает более 0,25 м / с. Людмила Фирмаль
Благодаря небольшой глубине проникновения тока металл растворяется непосредственно на торце, а зона термического воздействия мала, и поэтому слабо деформируется. Заварка РФ может сварить низкоуглеродистую и высокуглеродистую легированную сталь, алюминий, медь, латунь, Титан, и цирконий. Диаметр 10-12-1000-1200 мм используется при изготовлении труб. Трубные заготовки предназначены как для прямого, так и для спирального шва, а также для последующего изготовления различных сильфонов, антенных устройств, волноводов и др. Эта сварка используется для производства изделий более сложного состава.
Смотрите также:
| Холодная сварка | Конденсаторная сварка |
| Сварка взрывом | Диффузионная сварка |
