
Оглавление:

Сварка взрывом
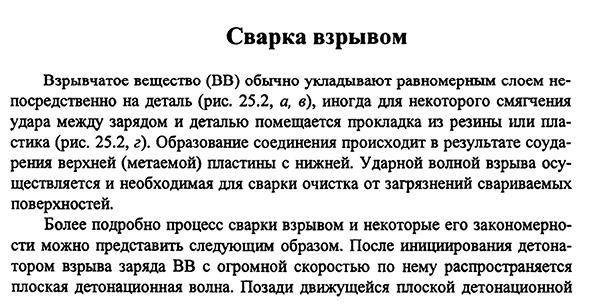
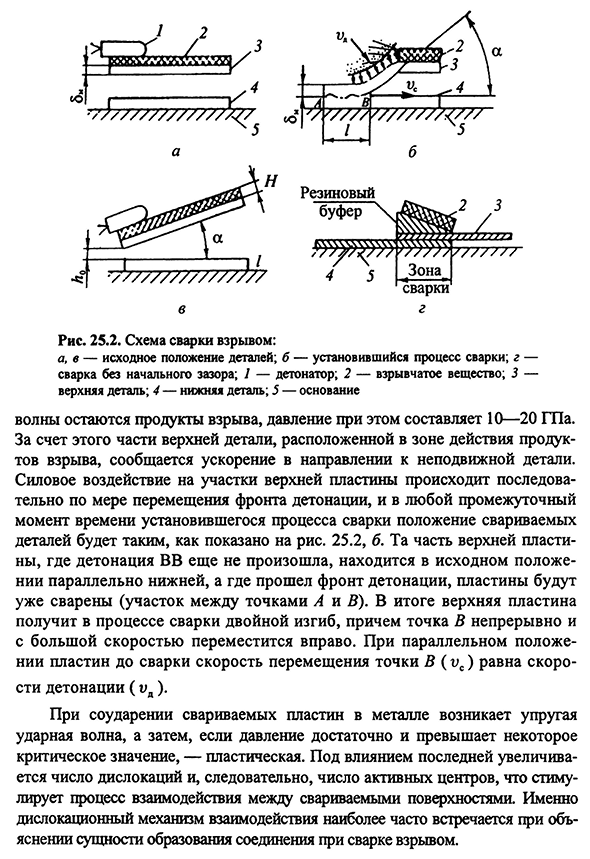
- Сварка взрывом Взрыв (ВВ) обычно помещают в однородный слой непосредственно на детали(рис. 25.2, а, б), иногда для некоторого ослабления удара между зарядом и деталью устанавливают резиновые или пластмассовые прокладки(рис. 25.2, г). Образование соединения происходит в результате столкновения верхней (брошенной) пластины с нижней.
Взрывная ударная волна проводится для очистки сварки от загрязнений свариваемой поверхности и является необходимой. Более подробно некоторые процессы сварки взрывом и их закономерности можно представить следующим образом. После того, как детонатор начинает сдетонировать взрывчатое вещество, волна плоского взрыва распространяется
через него с большой скоростью. Двигаясь плашмя за взрывом 25.2. Людмила Фирмаль
Как работает сварка взрывом: б-стабильный процесс сварки; г-первая беззазорная сварка;1-детонатор; 2-взрывчатое вещество; 3-Верхняя; 4-нижняя часть;5-основание Волна остается продуктом взрыва, давление составляет 10-20 ГПА. За счет этого верхняя часть, находящаяся в зоне действия взрывчатого вещества, ускоряется в направлении неподвижной части.
При движении фронта детонации действие силы на область верхней пластины происходит поочередно и в любой промежуточный момент в установившемся процессе сварки, сварка 25.2, б. часть верхней пластины, в которой взрыв взрывчатого вещества еще не произошел, находится в исходном положении параллельно дну, и если фронт взрыва проходит, то пластина уже сварена, в результате чего верхняя пластина получает двойной изгиб в процессе сварки, а точка Б постоянно и с большой скоростью движется вправо.
- Перед сваркой (IC) скорость перемещения точки равна скорости взрыва (V a) при параллельном положении пластины. При столкновении сварной пластины с металлом создается упругая ударная волна, давление оказывается достаточным, и если оно превышает определенное критическое значение, то происходит пластическая деформация. Под влиянием последнего увеличивается число дислокаций и, как следствие, число активных центров, стимулирующих процесс взаимодействия между сварочными поверхностями. Именно дислокационные механизмы взаимодействия возникают чаще всего при объяснении сущности образования соединения при сварке взрывом.
Удаление 489 оксида происходит под воздействием кумулятивных (направленных) струй воздуха, которые образуются при приближении к свариваемой детали с большой скоростью. Скорость самой струи достигает 6000-7000 М / С, поэтому она оказывает большое давление на металл. Как показывает практика, при сварке деталей поверхность, предварительно наклоненная под определенным углом, лучше очищается(рис. 25.2, б). Обычно детали расположены относительно друг друга под углом а=2-15°, начальный зазор y0=2-3 мм. 25,2, г). В этом случае детали свариваются не только
видимо за счет относительного сдвига, но и под нижнюю плиту и неизбежной деформации основания, на котором она расположена. Людмила Фирмаль
Благодаря энергии взрыва сварка может происходить на практически бесконечных поверхностях. Таким образом, получается биметаллический материал. Сварка плавлением из-за значительной разницы в толщине свариваемых деталей из-за сварки взрывом деталей и более сложных форм (например, заготовок биметаллических переходников для бесфланцевого соединения трубопроводов из разнородных металлов) очень сложна, поэтому сварка взрывом для таких конструкций является одной из наиболее рациональных.
Кроме того, этот шов используется для композиционных материалов. В последнее время сварка взрывом(а также холодная сварка) используется в сочетании со штамповкой. При ганужном взрыве слоистых деталей, в некоторых случаях, их сваривают на поверхности контакта, выполняя одновременно.
Смотрите также:
| Ультразвуковая сварка | Индукционно-прессовая (высокочастотная) сварка |
| Сварка трением | Холодная сварка |
