
Оглавление:

Ультразвуковая сварка
- Ультразвуковая сварка Соединение в этом способе сварки формируется под воздействием давления и ультразвуковых колебаний (см. рис. 25.3). Ультразвуковая вибрация в сварочной установке получается следующим образом.
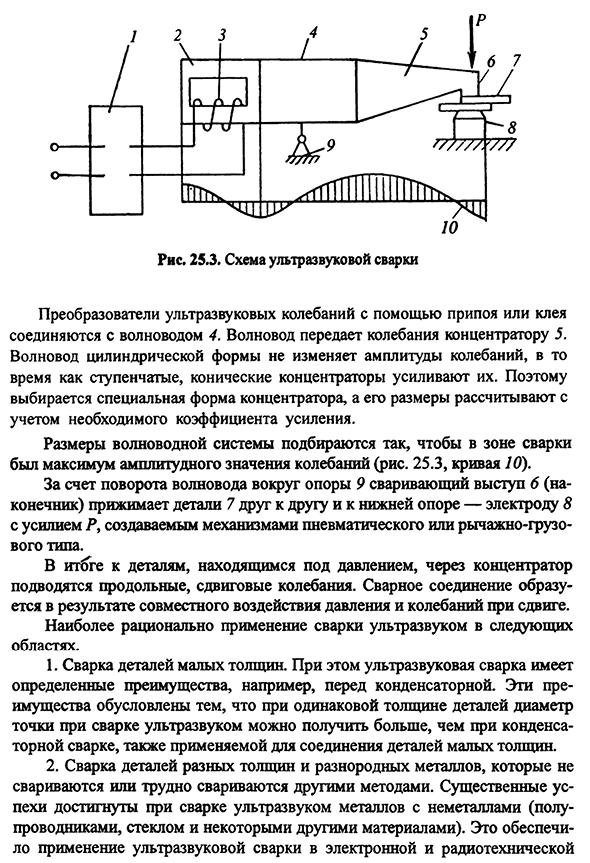
Ток от высокочастотного генератора 1 подается на магнитный тензопреобразователь 3 обмотки 2 и собирается из пластин толщиной 0,1-0,2 мм. Если магнитное поле направлено вдоль пакета пластин, то любое изменение вызовет укорочение или
удлинение магнитостриктора, что изменит высокочастотную электрическую вибрацию машины с той же частотой. 490 страниц. 25.3. Людмила Фирмаль
Схема ультразвуковой сварки Ультразвуковой преобразователь колебаний с помощью клея соединен с припоем или волноводом 4. Волновод передает колебания на концентратор 5. Цилиндрический волновод не изменяет амплитуду колебаний, а ступенчатые конические концентраторы усиливают их.
Поэтому выбирается специальная форма концентратора, размеры которого рассчитываются с учетом необходимого усиления. Размеры волноводной системы подбираются таким образом, чтобы в зоне сварки имелось максимальное значение амплитуды колебаний(рис. 25.3, кривая 10).
- Благодаря вращению волновода вокруг опоры 9 сварочный выступ 6(наконечник) толкает детали 7 друг в друга и становится нижней опорой-в зависимости от пневматического или рычажного типа грузового механизма. В Itbge продольные сдвиговые колебания подаются под давлением на компоненты через концентратор. Сварные соединения образуются в результате совместного воздействия давления и сдвиговых колебаний.
Наиболее рационально применение ультразвуковой сварки в следующих областях. 1. Сварка деталей малой толщины. В то же время ультразвуковая сварка имеет определенные преимущества, например, конденсаторная сварка. Эти преимущества, с такой же толщиной частей, диаметр пункта ультразвуковой заварки получены больше чем заварка конденсатора, оно также использованы для того чтобы соединить небольшие части толщины 2. Сварка деталей различной толщины из разнородных и разнородных металлов, которые не свариваются или трудно свариваются другими способами. Значительный прогресс достигнут в ультразвуковой
сварке металлов с неметаллами (полупроводниками, стеклом и некоторыми другими материалами). Людмила Фирмаль
Это обеспечило применение ультразвуковой сварки в электронной и радиотехнической промышленности Промышленность 491 сварки пластмассовых деталей с помощью ультразвука. Ультразвуковая сварка совместно с лазерной сваркой используется для соединения биологических тканей, что является уникальным примером применения ультразвуковой сварки и в то же время характеризует ее широкие возможности 3. Сварка деталей из термообработанных материалов.
Отсутствие значительного нагрева не приводит к заметному снижению прочности металла вблизи зоны сварки. 4. Сварка без предварительной зачистки поверхности детали, защищенной покрытием(покрытие, анодирование). 5. Ультразвуковая сварка более экономична с точки зрения затрат энергии. Недостатки ультразвуковой сварки, однако, существенно сужают сферу их применения: толщина сварного шва ограничена 1,5-2 мм; наблюдается нестабильность параметров режима сварки, и сварить его непросто.
Смотрите также:
| Сварка трением | Холодная сварка |
| Магнитоимпульсная сварка | Сварка взрывом |
