
Оглавление:

Холодная сварка
- Холодная сварка Холодная сварка-это вид сварки в твердой фазе со значительным количеством пластической деформации, степень локализации которой в зоне контакта соединяемого материала невелика. Он произведен для большинств материалов, на комнатной температуре и, под температурой рекристаллизации.
Термин «холодная сварка» этих металлов применяется лишь условно, поскольку многие адгезивные металлы, такие как свинец, индий и галлий, имеют более низкую температуру рекристаллизации, чем комнатная температура. При сварке металла в результате значительной пластической деформации можно предотвратить сближение атомов на чистой поверхности металла
при контакте на расстоянии, сравнимом с параметрами решетки. Людмила Фирмаль
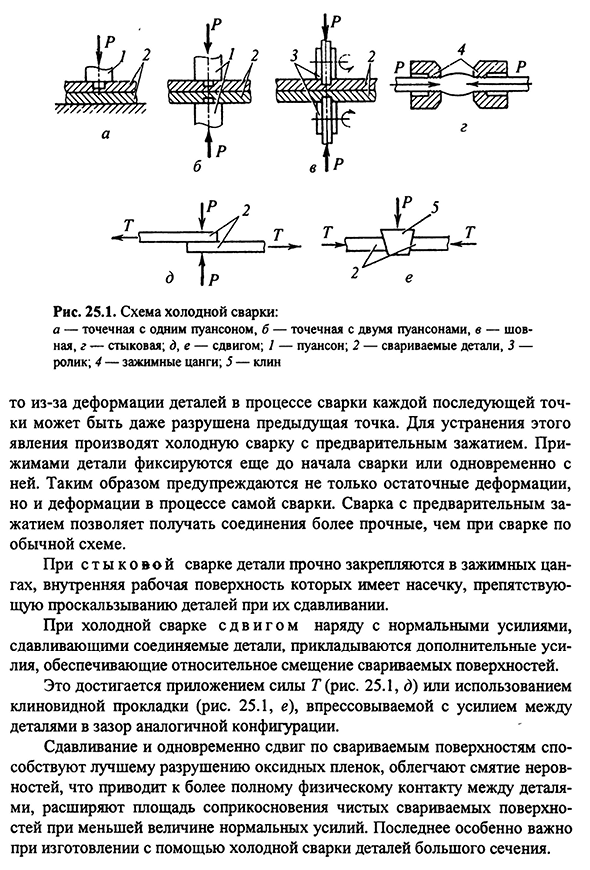
В соответствии с современной классификацией холодной сварки в виде соединений получаются точки, швы, стыки (рис. 25.1, А, Б, В, Г) и характер деформационно-сварочного сжатия (рис. 25.1, a, b, C, d) и сварки сдвигом (рис. 25.1, D, Е). При холодной сварке в качестве инструмента используют один или два цилиндрических пуансона, а в виде шва-валик.
Более высокая и стабильная прочность соединения получается при сварке двумя пуансонами или роликами. Пуансоны и ролики рекомендуется изготавливать с полками. Когда пуансон встраивается в толщину детали, то при холодной сварке детали, особенно большой толщины, последняя может сильно деформироваться, и в последний момент появляется цилиндрический пуансон. Если изделие выполнено из относительно низкой пластичности (покрыто алюминиевым сплавом, медью и др.) материал.)
- Толщиной более 4 мм, Четыре тысячи восемьсот шестьдесят два Как работает холодная сварка риса 25.1: а-точка с одним пуансоном, б-точка с двумя пуансонами, в-шов, г-стык; Д, Е-сдвиг; 1-пуансон;2-сварные детали, 3-ролики; 4-зажимная Цанга;5-клин То есть из-за деформации детали в процессе сварки каждая последующая точка также может быть разрушена предыдущей. Для устранения этого явления холодную сварку проводят с предварительным зажимом. Детали зажимов фиксируются до начала сварки или одновременно с ней. Таким образом, предотвращается не только остаточная деформация, но и сама деформация в процессе сварки. С помощью предварительно зажатой сварки можно получить более прочное соединение, чем при сварке по обычной схеме.
При сварке детали прочно закрепляются на зажимной цанге, а рабочая поверхность внутри имеет насечки, которые предотвращают скольжение деталей при их выдавливании. Прилагаются дополнительные усилия для обеспечения относительного смещения свариваемой поверхности в СД и наряду с нормальным усилием для сжатия соединяемых деталей в холодном сварном шве го-М. Это достигается путем приложения силы T(рис. 25.1, е) или клиновидной прокладкой (рис. 25.1, е), прижатые силой между деталями к аналогичному конфигурационному зазору. Сжатие и в то же время сдвиг свариваемой поверхности делают лучшим разрушение оксидной пленки, последнее особенно важно при изготовлении деталей большого сечения,
при холодной сварке для расширения площади контакта малогабаритной чистой свариваемой поверхности с нормальным усилием. Людмила Фирмаль
параметрами режима холодной сварки являются удельное давление, величина вылета детали из цанги (стыковая сварка), диаметр пуансона, степень деформации. Степень пластической деформации, необходимая для получения качественного соединения, зависит от характеристик металла, толщины соединяемых деталей, способа подготовки поверхности к сварке, толщины и характеристик оксидной пленки, способа деформирования. Большое влияние на степень деформации оказывает отношение твердости оксидной пленки к твердости основного металла: степень деформации должна быть больше при меньшем отношении.
При сварке разнородных материалов степень деформации определяется исходя из свойств наиболее пластичных металлов. Основная трудность при подготовке поверхности детали к холодной сварке заключается в тщательном удалении с нее органической и адсорбированной пленки. Холодная сварка успешно совмещает свое сочетание с металлами, которые обладают хорошими пластическими свойствами, такими как алюминий, свинец, олово, медь, цинк, кадмий, никель и др. Этот метод сварки нашел применение главным образом в приборостроении. Стыковая и точечная сварка также используются для подключения проводов и шин к монтажу электрических цепей. Одной из областей применения холодной сварки является сочетание с обработкой давлением: прокаткой, посадкой, штамповкой, волочением и др.
Смотрите также:
| Сварка взрывом | Диффузионная сварка |
| Ультразвуковая сварка | Индукционно-прессовая (высокочастотная) сварка |
