
Оглавление:

Измерение и контроль деталей шпоночных и шлицевых соединений
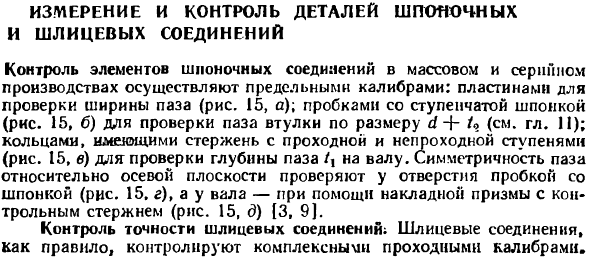
- Контроль массового производства и серийного производства элементов шпоночного соединения осуществляется с помощью следующих датчиков: Пластина для проверки ширины паза (рис. 15, а). Шаг 4 Заглушите (см. Главу 11) ступенчатый ключ (рис. 15, б), чтобы обозначить паз во втулке в + o, кольцо со сквозным проходом и шток с непроницаемыми ступенями (рис. 15, c) Проверьте глубину канавки A на валу.
Допуск формы в представлении радиуса-максимально допустимое отклонение данного примера профиля. Людмила Фирмаль
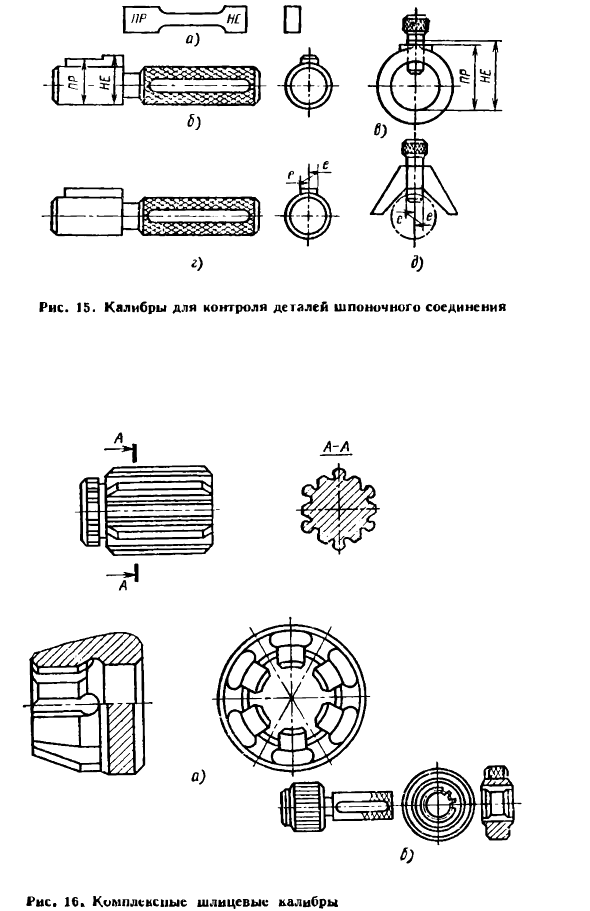
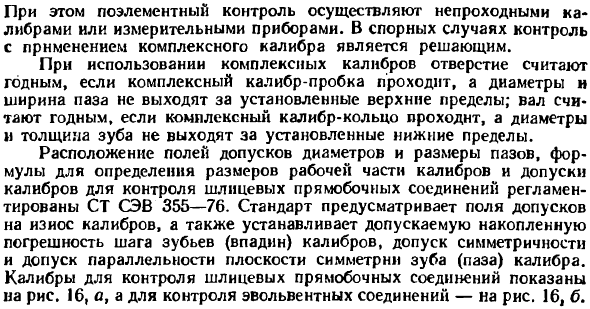
Симметрия канавки относительно осевой плоскости подтверждается на валу с помощью отверстия с штифтовой пробкой (рис. 15, d) и смонтированной призмы с управляющим стержнем (рис. 15, d) (3 9). Точный контроль сплайновых соединений. Сплайновые соединения обычно контролируются сложными путевыми датчиками. г) 0) Рисунок 15. Датчик для управления одним проходом — * 1 Рисунок 16: Комплексный сплайн-датчик.
- 6) В то же время, поэлементное управление осуществляется непроницаемыми датчиками или измерительными приборами. В спорных случаях важно управление с помощью встроенного калибра. Если используется комплексный датчик, отверстие считается подходящим, если пробка комплексного датчика проходит через нее, а диаметр и ширина канавки не превышают установленные верхние пределы. Вал считается подходящим, если кольцо сложного калибра проходит, а диаметр и толщина зубьев не превышают установленные нижние пределы.
Единицей потока электрического смещения является подвеска, равная потоку электрического смещения через замкнутую поверхность, образованную свободным зарядом, содержащимся во внутреннем пространстве в 1 кл. Людмила Фирмаль
Положение диаметра допуска и размер канавки, формула для определения размеров рабочей части манометра и допуск манометра для контроля щелевых прямых соединений регулируются СТ СЭВ 355-76. Этот стандарт обеспечивает приемлемое поле для износа калибра, а также устанавливает допустимую суммарную погрешность шага зубцов калибра (впадины), допуск симметрии и допуск параллельности плоскости симметрии зубцов калибра (канавки). На рисунке 1 показан датчик для контроля сплайнового прямого соединения. 16а, для контроля эвольвентных соединений-16b на фигуре.
Смотрите также:
Решение задач по метрологии с примерами
