
Оглавление:

Измерение отклонений расположения
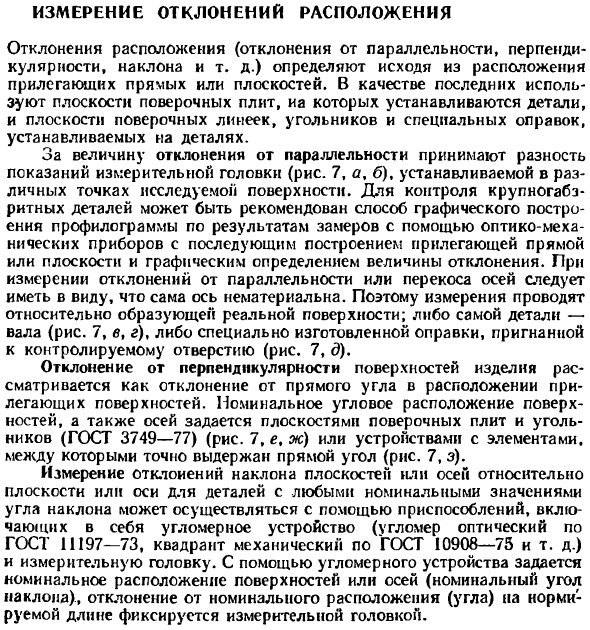
- Позиционные отклонения (отклонения от параллельности, вертикальности, наклона и т. д.) Определяются на основе положения соседних прямых или плоскостей. Для последнего используйте плоскость калибровочной пластины, на которой установлена деталь, и плоскость калибровочной линейки, квадрат или специальную оправку, установленную на детали. О значениях .* Отклонения от параллельности принимают разницу между показаниями измерительных головок (рис. 7, а, б), установленных в различных точках исследуемой поверхности.
Для контроля больших деталей рекомендуется графически построить профилограмму из измерений с использованием оптомеханического оборудования, а затем построить соседние линии или плоскости для графического определения величины отклонения. вы. При измерении отклонений от параллельности или перекоса осей важно учитывать, что сами оси нематериальны. Следовательно, измерение выполняется на реальной поверхности шины. Сами части — валы (рис. 7, в, г) или специально изготовленные оправки, смонтированные в контрольных отверстиях (рис. 7, д).
В наиболее точных классификаторах погрешность измерения, прямо пропорциональная размеру, значительно влияет на размерную точность. Людмила Фирмаль
Отклонения от перпендикулярности поверхности изделия рассматриваются как отклонения от прямых углов в соседних местах на поверхности. Номинальное угловое положение поверхности и оси определяется калибровочной пластиной и квадратной плоскостью (ГОСТ 3749-77) (рис. 7, f, g) или устройством, в котором точно поддерживается прямой угол между элементами (рис. 7, ч. Он будет установлен). Измерение отклонения наклона плоскости или оси относительно плоскости или оси.
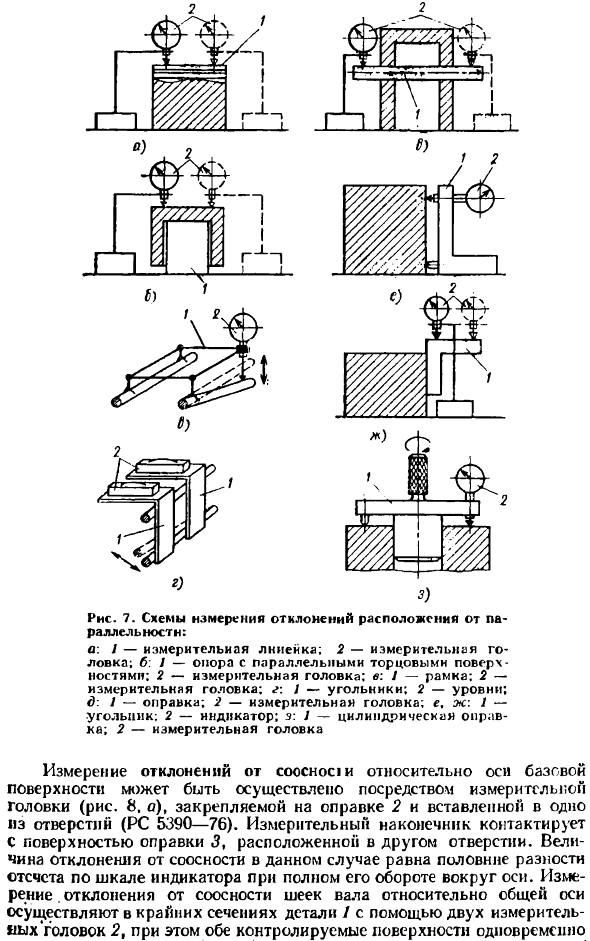
Для деталей с номинальным значением угла наклона используйте приборы, в состав которых входит гониометр (оптический гониометр по ГОСТ 11197-73, механический квадрант по ГОСТ 10908-75 и т. Д.) И запустить его. ) И измерительная головка. С помощью гониометра установите номинальное положение поверхности или оси (номинальный угол наклона) и зафиксируйте отклонение нормализованной длины от номинального положения (угла) с помощью измерительной головки. Отклонение от коаксиального Измерения также могут быть выполнены с использованием измерительной головки (рис. 8, o), закрепленной на оправке 2 n (RS 5390-76), вставленной в одно из отверстий относительно оси базовой поверхности.
Измерительный наконечник контактирует с поверхностью оправки 3 в другом отверстии. Значение отклонения от выравнивания в этом случае равно половине разницы между показаниями индикатора, когда шкала индикатора полностью повернута вокруг оси. Измерение. Отклонения от совмещения шейки вала относительно общей оси выполняются на крайних участках детали с использованием двух измерительных головок 2, обе поверхности управления находятся одновременно Рисунок 8. Схема измерения отклонения.
На основании двух ножевых призматических опор 3 смонтированы на калибровочной пластине (рис. 8, б). Отклонение от выравнивания равно половине разницы между показаниями шкалы индикатора, когда вал полностью повернут вокруг оси. Чтобы измерить смещение двух отверстий относительно общей оси, используйте удлиненную оправку сферическую опору 2 (рис. 8, в). Наконечник индикатора 3 должен контактировать с поверхностью отверстия вдоль той же образующей, что и сферическая опора оправки, направление действия измерительной силы перпендикулярно калибровочной пластине и вдоль радиуса отверстия Вам нужно.
- Аналогичное измерение также использует конструкцию оправки с каналом подачи воздуха 1 и измерительным соплом 2 (Рисунок 8, d). Отклонение осей вертикально расположенных отверстий от их совмещения измеряется в нескольких метрах друг от друга и измеряется с помощью натянутых струн. В верхнем отверстии нити прикреплены к оправке с центральным отверстием. Расположение хорды в нижнем отверстии определяют с помощью микрометрического штангенциркуля (ГОСТ 10-75) или электрического контактного устройства с микровинтом.
В тот момент, когда вы касаетесь кончика микровинта и нити, определяется замыкание электрической цепи. При длине струны 500 мм и массе 150 г смещение струны от требуемой силы контакта составляет 10-12 мкм. Показания шкалы иммиграции с длиной струны 300 мм имеют отклонение ± 10 мкм и длину 5000 мм ± 50 мкм. При использовании автоколлиматора для измерения отклонений от выравнивания к отверстиям прикрепляются специальные отметки, а телескоп настраивается так, чтобы линия визирования проходила через центр поперечного сечения исследуемого отверстия.
При относительном измерении на стойке или планшетном столе устанавливают блок окончательного измерения размера, равного номинальным размерам изделия. Людмила Фирмаль
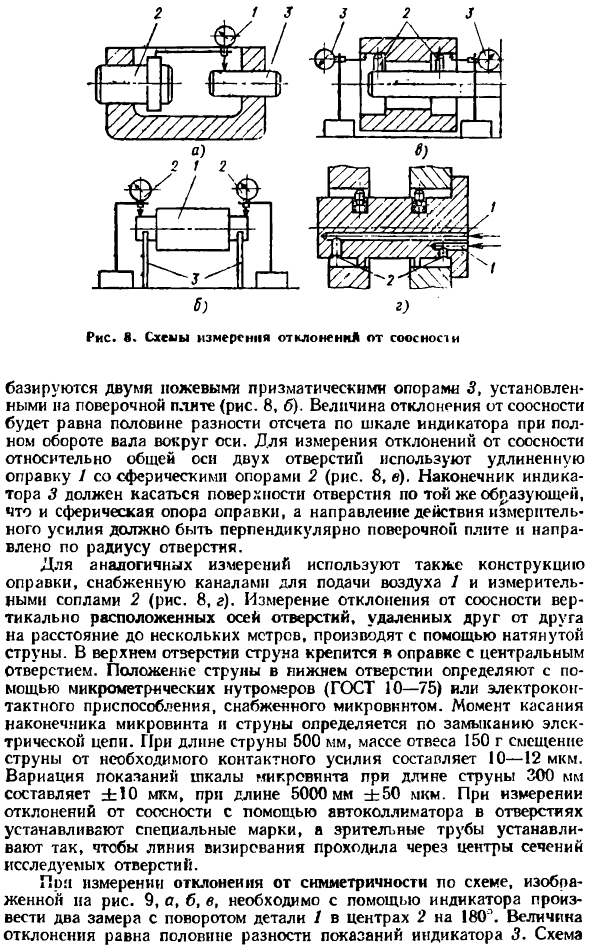
При измерении отклонений от симметрии в соответствии со схемой, показанной на рисунках 9, a, b и c, два измерения должны быть выполнены 180 раз при вращении детали в центре 2 с использованием индикатора; , Отклонение равно половине разницы между показаниями индикатора 3. Рисунок 1с. Схема измерения: отклонение от пересечения оси a; конец zdnalno1 при ударе b — ; удар меня и удар в заданном направлении III На рисунке 5 показано измерение отклонения от симметрии шпоночного паза с использованием набора индексов и параллельного измерения кромки в плоскости длины 4. 9, г.
Перед измерением компилируется блок конечной меры размера x = y-g 2 (g — фактический размер вставки). Затем, когда установлен размер x, = y + g 2, шкала индикатора устанавливается на ноль. Вы можете определить отклонение от выравнивания, нажав на вкладыш в блоке конечной меры размера x и установив индикатор в позиции измерения последней шкалы. Для подтверждения симметрии шпоночного паза с шириной от 2 до 70 мм на валу диаметром от 8 до 300 мм изготавливается устройство типа ШП (ТУ 2-034-640-69). Погрешность измерения ± 0,05 мм.
Отклонение от пересечения осей вала измеряется с помощью индикатора 1 согласно положению формирующего вала 2 согласно положению формирующей оправки 2, прикрепленной к исследуемому отверстию, с учетом фактического размера отверстия (Рисунок 10, е). При измерении радиальных и полных радиальных биений, биений лица и лица и биений в определенном направлении детали могут основываться на оправках, картриджах, призмах или центрах. Значение биения определяется как разница между максимальным и минимальным значениями измерительной головки, когда деталь совершает один оборот (рис. 10, б).
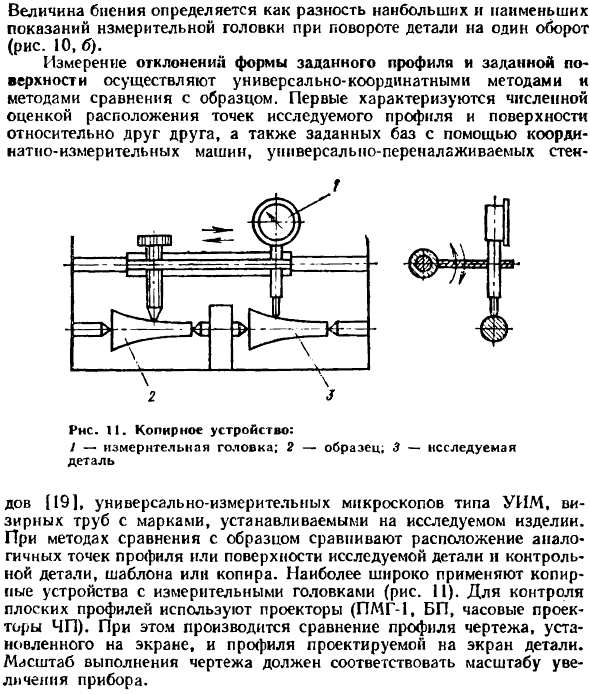
Отклонение между конкретным профилем и определенной формой поверхности измеряется универсальным координатным методом и методом сравнения с образцом. Первый тип характеризуется численной оценкой относительного положения точек профиля и поверхности относительно друг друга, а также заданной базы с использованием координатно-измерительной машины — стены, которую можно отрегулировать назад. Рисунок II.
Копирование устройства: Образец; 3-тест Dow 191, универсальный измерительный микроскоп типа UIM, прицельная трубка с отметкой на тестируемом продукте. При сравнении с образцом сравнивается место сходства между исследуемой деталью и контрольной деталью, шаблоном или профилем копира или поверхностью. Наиболее широко используется копировальный аппарат с измерительной головкой (рис. 11). Используйте проектор для управления плоским профилем (PMG-1, BP, почасовой проектор, аварийный режим). В этом случае проводится сравнение между профилем чертежа, установленного на экране, и профилем детали, проецируемой на экран. Масштаб чертежа должен соответствовать масштабу устройства.
Смотрите также:
Решение задач по метрологии с примерами
| Интерференционные и растровые измерительные средства | Контроль толщины покрытий |
| Измерение отклонений формы | Образцы шероховатости поверхности (сравнения) |
