
Оглавление:

Конструирование паяных соединений
- Структура паяного соединения Конструктивное исполнение паяного изделия определяется условиями его эксплуатации и регламентируется техническими условиями. Далее определяют эксплуатационные параметры паяного изделия, динамическую прочность, герметичность и вакуумную плотность, электропроводность, коррозионную стойкость, эксплуатационные характеристики при высоких и низких температурах и др.
Элементы паяного изделия, включая прилегающий участок паяного шва и паяемый металл, являются паяным соединением. Тип паяных соединений, их конструктивные параметры зависят от требований к прочности изделия, его массе, а также от характера нагрузки и направления их действия. Части должны быть зафиксированы друг к другу для предотвращения рассогласования при пайке.
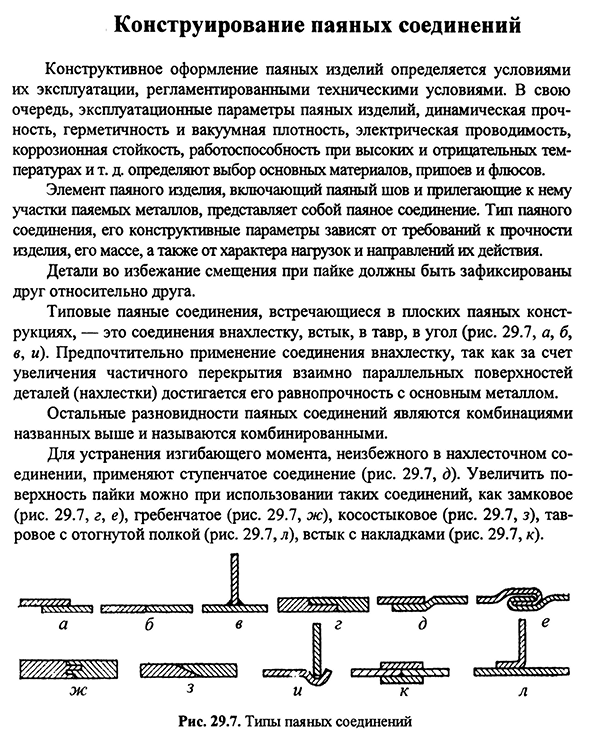
Типовые паяные соединения нашли в квартире паять конструкции нахлесточных соединений, стыковые соединения, вкладка соединения, угловые соединения(рис. 29.7, А, Б, В, и). Людмила Фирмаль
За счет увеличения частичного перекрытия (перекрытия) параллельных поверхностей деталей, поскольку достигается та же прочность, что и у основного материала, предпочтительно использовать внахлестку. Остальные разновидности паяных соединений являются вышеуказанными комбинациями и называются комбинациями. Для снятия изгиба необходимо сделать неизбежное перекрытие соединения при переходе через соединение(рис. 29.7, г). При использовании таких соединений можно увеличить поверхность пайки. 29.7, g, e), Комба (рис. 29.7, W), костыкова(рис. 29.7, z), Т-образный стержень с изогнутыми полками(рис. 29.7, l), накладка (рис. 29.7, к). А Б В Г Д $777777771 е ку Как Три.
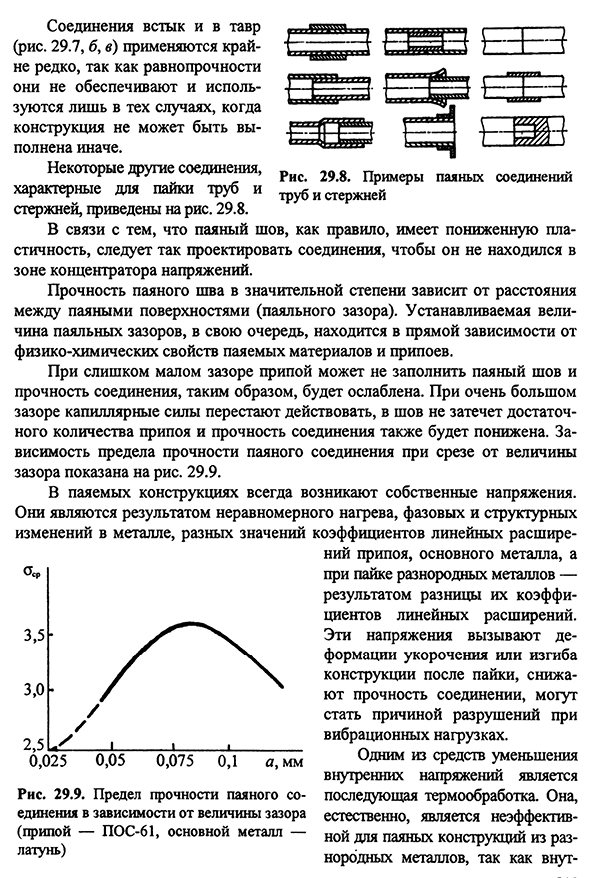
И К Л Рис 29.7 типы паяных соединений 544 страницы. 29.8 примеры паяных соединений труб и стержней На стыковом соединении и клейме (рис. 29.7, Б, В) применяется очень редко, так как применяется только тогда, когда прочность не равна и конструкция не может быть выполнена иначе. Покажите паяя трубы и штанги для других типичных соединений. 29.8 Паяные соединения, как правило, обладают пониженной пластичностью, поэтому соединение следует конструировать так, чтобы оно не становилось зоной нарастания напряжений.
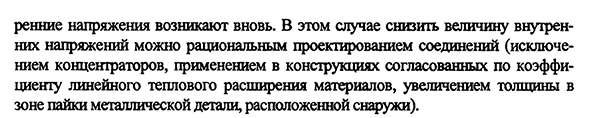
- Прочность паяных соединений в значительной степени зависит от расстояния (паяного зазора) между поверхностями припоя. Установленное значение зазора припоя, таким образом, напрямую зависит от физико-химических свойств припаянного материала и припоя. Если зазор слишком мал, припой может не заполнить паяное соединение, что ослабит прочность соединения.
При очень большом зазоре капиллярные силы перестают действовать, достаточное количество припоя не поступает в шов, а прочность соединения также снижается. Зависимость предела прочности паяного соединения на разрыв от величины зазора показана на рисунке. 29.9 Спаянная структура всегда имеет свое собственное напряжение. Они являются результатом неравномерного нагрева, структурных изменений фаз и металлов, различных величин Рис. 29.9 прочность на растяжение паяного соединения в зависимости от размера зазора (припой-POS-61, основное вещество-латунь) Коэффициент линейного расширения при пайке припоя,
основного металла и разнородных металлов-результат разницы коэффициента линейного расширения. Людмила Фирмаль
Эти напряжения могут вызвать укорочение конструкции после пайки или деформацию изгиба, снижая прочность соединения и вызывая повреждение под действием вибрационных нагрузок. Одним из средств снижения внутреннего напряжения является последующая термообработка. Конечно, для паяных конструкций из разнородных металлов, так как интерьер неэффективен- 545ренные напряжения возникают снова. В этом случае рациональна конструкция соединения (за исключением концентратора, использование в конструкции материалов, совпадающих с линейным коэффициентом теплового расширения, зона пайки металлической детали расположена снаружи).
Смотрите также:
| Дефекты сварных и паяных соединений | Напыление |
| Параметры технологического процесса резания | Технологический процесс пайки |
