
Оглавление:

Основные параметры и краткая характеристика крепежных цилиндрических резьб
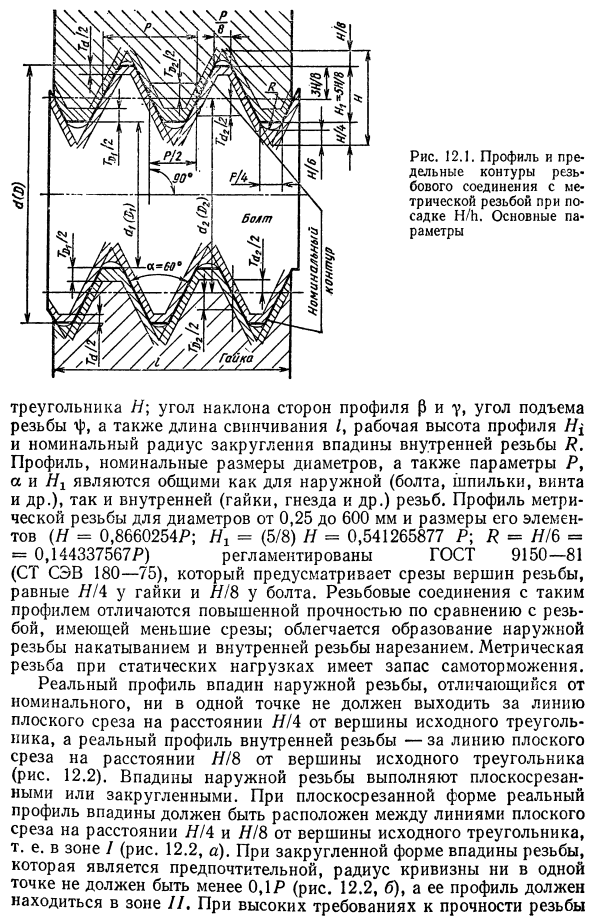
- Параметры цилиндрического винта (Рисунок 12.1): средний O (O2), внешний диаметр (O) и внутренний диаметр (Oh) наружного диаметра (внутренний диаметр). Шаг P (в случае многопоточности, ход Pn = и Pn, где n — количество записей); угол профиля a; высота источника Рисунок 12.1. При посадке NL1 ограничьте профиль соединения резьбы метрической резьбой. Основные параметрыю Треугольник H, угол наклона профиля 0 и y, угол наклона резьбы f, длина подгонки I, рабочая высота профиля, номинальный радиус кривизны полой внутренней резьбы.
Профили, размеры номинального диаметра, параметры P и n H1 являются общими как для наружной резьбы (болты, шпильки, резьба и т. Д.), Так и для внутренней резьбы (гайки, гнезда и т. Д.). Профиль метрической резьбы диаметром от 0,25 до 600 мм и размеры его элементов (Н = 0,8660254Р; Нг = (5 8) Н = 0,541265877Р; К = 7 6 = = 0,144337567Р) регламентируются ГОСТом. было. 9150-81 (ST SEV 180-75), обеспечивая верхний срез с резьбой, равный 7 4 для гаек и 7 8 для болтов. Винтовое соединение с таким профилем отличается большей прочностью, чем винтовое с небольшим поперечным сечением. Способствует формированию наружных нитей при прокатке, а наружных при резке.
Возможно формирование посадочного зазорного слоя с комбинацией допусков в области класса точности и длины стержня. Людмила Фирмаль
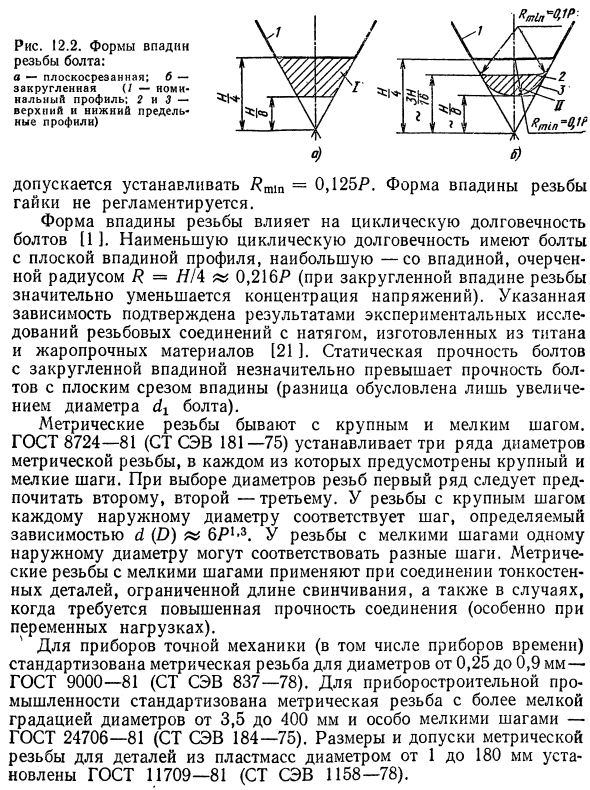
Метрические резьбы при статической нагрузке имеют запас по самоторможению. Фактический профиль нарезания внутренней резьбы, в отличие от номинальной резьбы, не должен превышать плоскую линию разреза на расстоянии 7 4 от исходной вершины треугольника, а фактический профиль внутренней нарезки — сверху 7 Исходный треугольник не должен превышать плоскую линию разреза на расстоянии 8 (рис. 12.2). Выемка с наружной резьбой плоская или округлая. В случае плоской формы среза фактический профиль впадины составляет 7 4 и 7 8 от первоначальной вершины треугольника, то есть между линиями плоского сечения в зоне 7 (рис. 12.2.
- а) Должны быть размещены. Поскольку округлая форма нити является предпочтительной, радиус кривизны должен быть меньше 0,1П в любой точке (рис. 12.2, б), а ее профиль должен находиться в зоне. Высокие требования к прочности пряжи Рисунок 12.2. Болт винтовой полой формы: °) можно установить w1n = 0,125r. Форма отверстия под гайку не регулируется. Форма углубления винта влияет на многократную прочность болта 1 . Для обеспечения минимального срока службы в профиле имеются болты с плоскими полостями и максимальным радиусом С полостью, определяемой = 7 4 0,216Р (винтовые полости значительно снижают концентрацию напряжений).
Показанная зависимость подтверждается результатами экспериментального исследования винтового соединения с натягом из титана и термостойкого материала 21 . Статическая прочность болта с закругленной полостью немного выше, чем у болта, который был разрезан ровно (разница только в том, что диаметр болта увеличился). Метрические нити имеют большие и маленькие ступеньки. ГОСТ 8724 81 (СТ СЭВ 181 75) устанавливает три ряда диаметров метрической резьбы, каждый с большими и маленькими шагами.
Профиль поверхности или профиль поперечного сечения-это пересечение поверхности с плоскостью или заданной поверхностью. Людмила Фирмаль
При выборе диаметра резьбы первый столбец должен иметь второй, а второй — третий приоритет. Для резьбы с большим шагом каждый наружный диаметр соответствует шагу, определяемому зависимостью s (s) 6P1-3. Для винтов с небольшим шагом разные шаги могут соответствовать одному наружному диаметру. Тонкие метрические нити шага используются при соединении тонкостенных деталей и ограничены длиной макияжа. Также используется, когда необходимо увеличить прочность соединения (особенно переменную нагрузку).
Для прецизионного оборудования (включая счетчики часов) стандартизированы метрические винты диаметром от 0,25 до 0,9 мм — ГОСТ 9000 81 (СТ СЭВ 837 78). В приборостроении метрические резьбы стандартизированы с тонкими градациями диаметром от 3,5 до 400 мм и особенно небольшими ступенями — ГОСТ 24706 81 (СТ СЭВ 184 75). Размеры и допуски метрической резьбы для пластиковых деталей диаметром от 1 до 180 мм установлены ГОСТ 11709 81 (СТ СЭВ 1158 78).
Смотрите также:
| Метод ограниченной взаимозаменяемости | Общие принципы обеспечения взаимозаменяемости цилиндрических резьб |
| Основные эксплуатационные требования к резьбовым соединениям | Предельные контуры резьбы |
