
Оглавление:


Общие принципы обеспечения взаимозаменяемости цилиндрических резьб
- Системы допусков и соответствий, обеспечивающие совместимость с метриками, трапециями, упорами, трубами и другими цилиндрическими винтами с прямыми сторонами Профили построены по тому же принципу. Они учитывают наличие корреляции между структурными характеристиками резьбовых деталей и ошибками отдельных параметров резьбы. Контур ограничения резьбы. Длина резьбы резьбовой части имеет несколько витков резьбы, которая образует контур резьбы. Номинальный профиль резьбы (см. Рис. 12.1) определяет максимальный критический профиль резьбы болта и минимальную гайку.
Это максимальный материальный контур для обработки. От номинального профиля в направлении, перпендикулярном оси винта, рассчитывается отклонение, поле допуска диаметра резьбы болта отсчитывается вниз, а поле допуска диаметра резьбы гайки находится в противоположном направлении. При изготовлении резьбовых деталей неточность профиля резьбы и ее размеров неизбежна. Поперечное сечение диаметра не концентрическое, и есть другие отклонения, которые могут помешать завинчиванию и снизить качество соединения.
Экспертный метод измерения показателей качества применяется в тех случаях, когда применение технических средств измерений не представляется возможным, затруднительным или экономически обоснованным. Людмила Фирмаль
Для обеспечения структуры и качества соединения фактический контур деталей, подлежащих завинчиванию, определяется фактическим значением диаметра, угла третьей ступени винта и превышает предельный контур по всей длине конструкции. Не должен. Шаг резьбы, отклонение угла и коррекция диаметра. Для всех цилиндрических винтов, стороны профиля которых являются прямыми, соответствующее изменение фактического среднего диаметра резьбы может компенсировать шаг профиля и отклонения угла для обеспечения подгонки.
Отклонение шага резьбы AR представляет собой разницу между фактическим расстоянием в осевом направлении и номинальным расстоянием между двумя средними точками длины грима или аналогичной стороны профиля в пределах данной длины. Отклонение основного тона состоит из прогрессивной погрешности основного тона, пропорциональной количеству нитей макияжной длины I, и изменяется в соответствии с периодическими, периодическими законами и не зависит от количества локальных нитей макияжной длины.
Соотношение этих компонентов в отклонении шага зависит от технологии изготовления резьбы, точности оборудования и инструмента для формирования резьбы и других факторов. Обычно, прогрессивные ошибки основного тона превышают локальные ошибки. Они вызваны кинематическими ошибками станка и неточностью шага ходового винта, износом по всей длине резьбы этого винта, температурной и силовой деформацией крепежных винтов и обрабатываемых деталей и т. Д. вы.
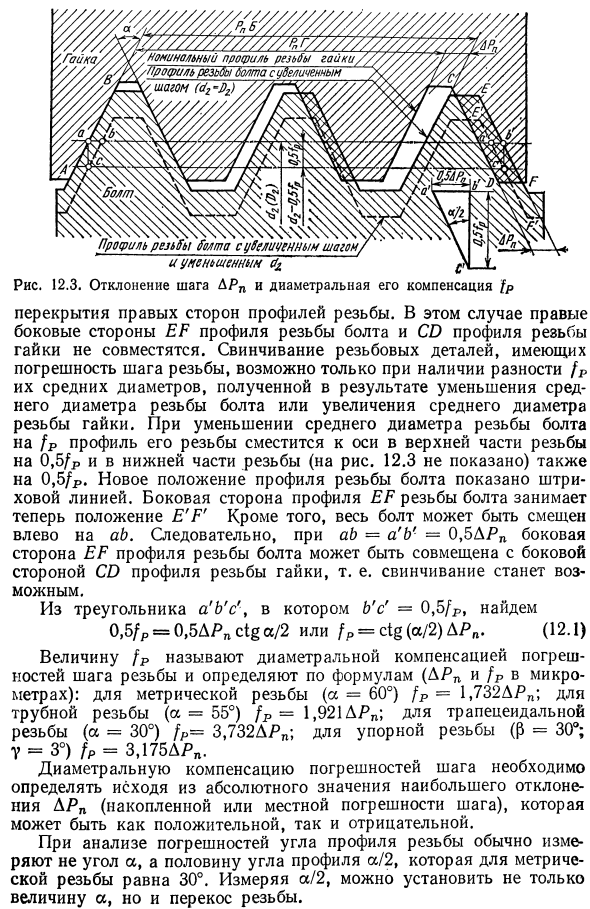
Инструменты, неравномерность материала заготовки и другие причины. Шаг увеличивается на ARp по длине подгонки в осевом участке гайки с номинальным профилем и размерами, то есть в осевом сечении резьбы болта (рис. 12.3). Если диаметр резьбы болта и гайки одинаков, эти детали не будут привинчены. Если левая сторона профиля резьбы AB болта и гайки условно объединена, Перекрывает правую сторону профиля резьбы. В этом случае правая сторона профиля резьбы болта EP и профиля резьбы CO гайки несовместимы. Винтовые детали с ошибками шага резьбы могут быть ввинчены, только если есть разница в среднем диаметре P, которая может быть получена путем уменьшения среднего диаметра винта болта или увеличения среднего диаметра винта гайки.
При уменьшении среднего диаметра резьбы болта на P профиль резьбы перемещается на 0,5 p по верхней оси резьбы и на 0,5 p по нижней резьбе (не показано на рисунке 12.3). , Новое местоположение профиля резьбы болта обозначено пунктирной линией. Теперь сторона резьбового профиля болта EP занимает положение E P . Кроме того, вы можете переместить весь болт влево на ab. В результате, если ab = a b -0,5Dpn, сторона EP профиля резьбы болта может быть объединена со стороной CO профиля резьбы гайки.
Другими словами, макияж возможен. Из треугольника a b c , где b c = 0.5 p, 0,5 p = 0,5 Dpn A 2 или p = c § (а 2) D (12.1) Значение p называется коррекцией диаметра для ошибки шага винта и определяется по формуле (микрометры DRP и P). Для метрической резьбы (а = 60 °) = 1732 DRP. для Трубная резьба (a = 55 °) P = 1,921 DRp Для трапециевидных винтов (а = 30 °) = 3 732ДРП; для устойчивых резьб (0 = 30 °; м = 3 °) (p = 3,175 Коррекция диаметра ошибки шага должна основываться на абсолютном значении максимального отклонения DRP (накопленная или локальная ошибка шага).
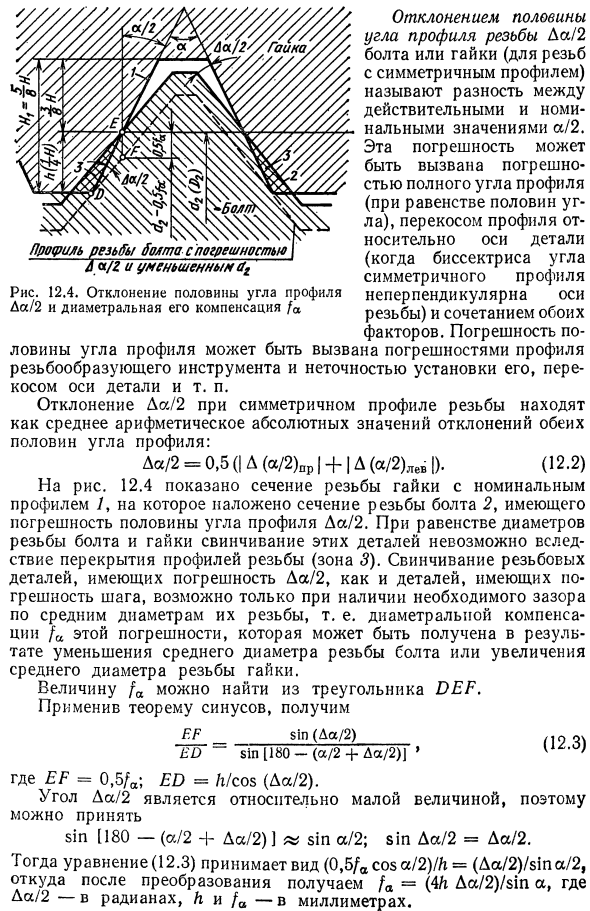
При анализе погрешности угла профиля резьбы измерьте половину угла профиля a 2, который обычно составляет 30 ° от резьбы профиля, а не угол a. Измеряя а 2, вы можете установить не только значение а, но и искажение нити. Отклонение на половину угла профиля резьбы Да 2 болта или гайки (для симметричной резьбы профиля) представляет собой разницу между фактическим значением a 2 и номинальным значением. Эта ошибка включает в себя ошибки в общем угле профиля (если углы равны), смещение профиля относительно оси детали (если биссектриса угла симметричного профиля не перпендикулярна оси винта), а также сочетание обоих факторов.
Может произойти ошибка по половина угла профиля может быть вызвана ошибкой профиля инструмента для нарезания резьбы, неточностью его установки, наклоном оси детали и т. Д. Отклонение да 2 с симметричным профилем резьбы определяется как среднее арифметическое от абсолютных значений отклонений обеих половин угла профиля. Да 2 = 0,5 ( D (a 2) pr + D (a 2) Лев ). (12.2) На рисунке 12.4 показана резьба гайки номинального профиля , поверх которой накладывается резьбовая часть 2 болта 2 с погрешностью угла профиля 1 2.
- Если диаметры резьбы болта и гайки совпадают, профили резьбы перекрываются, и эти детали не могут быть привинчены (зона 3). Завинчивание винтовых деталей с ошибками Да 2 и деталей с ошибками шага возможно только при наличии необходимого зазора в среднем диаметре винта. Другими словами, исправление этой ошибки диаметра может быть получено путем уменьшения среднего диаметра, что увеличивает средний диаметр резьбы болта или гайки. Значение o можно найти из треугольника BEP. Применяя теорему синуса, PP 1p (Да E) P9 ,, Она 51P 180- (a 2 + Yes 2) 1 Где EP = 0,5 a; она = k cos (да 2).
Поскольку угол Da 2 является относительно небольшим значением, 81P 180- (a 2 + yes 2) s N a 2; Da 2 = yes 2. Далее формула (12.3) принимает вид (0.5 a cos a 2) L = (Da 2) a1pa 2, а после преобразования a = (4 1 Da 2) 1a, где Da 2 в радианах, а A и a в миллиметрах. Если Да 2 выражено в угловых минутах, если а а выражено в микрометрах, Получите 4LDO 2 2nd 1st. 1.164L. , H *. 360-1,0 10 … L 2 124 Для метрической резьбы L = 7 4 = 0,2165P, для трубной и трапецеидальной резьбы L = 0,5N . Подстановка значения k, представленного значением шага, и значения a в формулу (12.4) дает следующее.
Если контролируемая кинематическая точность передачи соответствует требованиям стандарта, то контроль кинематической точности колеса не требуется. Людмила Фирмаль
Метрическая резьба a 0,29RD a 2; для трубного винта 0,35Р да 2; для трапецеидального винта o 0,582Р да 2; 0 = 30 ° и y = 3 ° = 0,46P (D0 + 0,75 Ду) стойкая нить, Где в микрометрических единицах измерения; P-миллиметровые единицы. Да Отклонение в минутах, рассчитанное с использованием 2-выражения (12.2). Dr, Du — Абсолютное значение отклонения бокового угла наклона профиля в минутах. Зависимости (12.1) и (12.4) уменьшают отклонения DR и Da 2 до одного (диаметра) направления и одного измерения (мкм). Уменьшен средний диаметр резьбы.
Если разница в среднем диаметре резьбы болта и гайки не меньше суммы компенсации диаметра шага и половины угла профиля обеих частей, затягивание можно считать надежным. Чтобы упростить расчет винта и допуск, винт в среднем 22 (D2), , и a. Среднее значение диаметра резьбы увеличивается для наружных резьб и уменьшается для наружных резьб, чтобы компенсировать отклонения шага и наклона профиля по бокам профиля.
Это называется уменьшенным средним диаметром. Для винтов симметричного профиля угол наклона боковой стороны профиля равен 0 = y = a 2. Уменьшение среднего диаметра наружной резьбы 4пр = ^ iEM + + ; (12,5) Для внутренней резьбы ApP = O Iem- ^ + ). (12.6) Здесь i2Ism и O2ISM являются измеренными значениями (фактическими значениями) среднего диаметра наружной и наружной резьбы (здесь и далее индекс ism опускается). При точном определении величины уменьшения необходимо учитывать отклонения формы стороны и другие ошибки резьбы.
Заданный средний диаметр может быть выражен как средний диаметр теоретической резьбы без шага, угла профиля или отклонения формы, и ввинчивается в фактическую резьбу без зазоров или помех. Завинчивание болта с помощью гайки требует как положительного, так и отрицательного шага и коррекции диаметра с погрешностью, равной половине угла профиля болта и гайки. Поэтому в формуле (12.5) и a всегда вводите знак плюс, а в формуле (12.6) знак минус.
Если есть ошибка шага и половина угла профиля резьбы обеих частей, зазор, полученный в соединении, определяется разницей в фактическом значении уменьшенного среднего диаметра внутренней и наружной резьбы. Пример. Определить зазор винтового соединения M24 (P = 3 мм). Гайка с резьбой O8 = 22,2 мм; DRP = + 50 мкм; (a 2) Лев = -30 ; D ( x 2) pr = +70 ; Болт с винтом 4 = 21,900 мм; Д п = +40 мкм (в пределах длины макияжа); D (o 2) ar = 30, D (o 2) lev = +70 . Заданный средний диаметр болта и гайки определяется по формулам (12.5) и ( 2 6). -30 Bpr = 21,900 + (1,7321 + 40 + 0,29-3-1— + 1 + 701) nz 22,013 мм; O2pr = 22,900- (1,7321 + 501 + 0,29-3-1 — ^ — до 301) 10 = 22,069 мм.
Винтовое соединение 22,069-22,013 = 0,056 мм. Общий допуск на средний диаметр резьбы. Средний диаметр, шаг и угол профиля являются ключевыми параметрами для определения характера, прочности, точности перемещения и других эксплуатационных качеств винтовых соединений. Однако допуски для этих параметров не стандартизированы индивидуально (за исключением винтов для интерференции, винтовых манометров и инструментов) из-за зависимости между отклонением шага, углом профиля и фактическим средним диаметром.
Устанавливается только общий допуск среднего диаметра метки болта и гайки Tsc, включая допуск фактического среднего диаметра D + 2 (DO2), погрешность шага и компенсацию диаметра угла профиля. Ty (Tm) = DY2 (DO2) + P + ^ (12,7) Верхний предел общего допуска среднего диаметра наружной резьбы ограничивает уменьшенный средний диаметр d2prt. Нижний предел — это средний диаметр 22 Для резьбы с внутренней резьбой P это допуск, что нижний предел ограничивает уменьшенный средний диаметр P2pr Верхний предел — средний диаметр ТТ 2 max .
Следовательно, допуски Ty2 и Tda являются допусками между 42prt и r2prt и между O2shah и P2prpip соответственно. Разница T ^, (To,) — ( + ) является частью общего допуска на средний диаметр и может использоваться в качестве фактического допуска на средний диаметр при отклонении шага и угла профиля , При раздельном контроле шага, угла профиля и среднего диаметра фактическое отклонение среднего диаметра болта и гайки должно быть больше или равно абсолютному значению, необходимому для корректировки отклонения шага и угла профиля. Символ требуется. Компоненты в значениях компонентов Дй2 (ДО2), и a и общих допусках зависят от типа и размера резьбы и технологии ее изготовления.
Смотрите также:
