
Оглавление:

Отклонения шага и угла профиля резьбы и их диаметральная компенсация
- Для всех цилиндрических винтов, стороны профиля которых являются прямыми, соответствующее изменение фактического среднего диаметра резьбы может компенсировать шаг профиля и отклонения угла для обеспечения подгонки. Отклонение шага резьбы AR представляет собой разницу между фактическим расстоянием в осевом направлении и номинальным расстоянием между двумя средними точками длины грима или аналогичной стороны профиля в пределах данной длины.
Отклонение основного тона состоит из прогрессивной погрешности основного тона, пропорциональной количеству нитей макияжной длины I, и изменяется в соответствии с периодическими, периодическими законами и не зависит от количества локальных нитей макияжной длины. Соотношение этих компонентов в отклонении шага зависит от технологии изготовления резьбы, точности оборудования и инструмента для формирования резьбы и других факторов. Обычно, прогрессивные ошибки основного тона превышают локальные ошибки.
Однако опыт эксплуатации и детальные исследования показали, что параметры пробы зависят также от состава и структуры вещества. Людмила Фирмаль
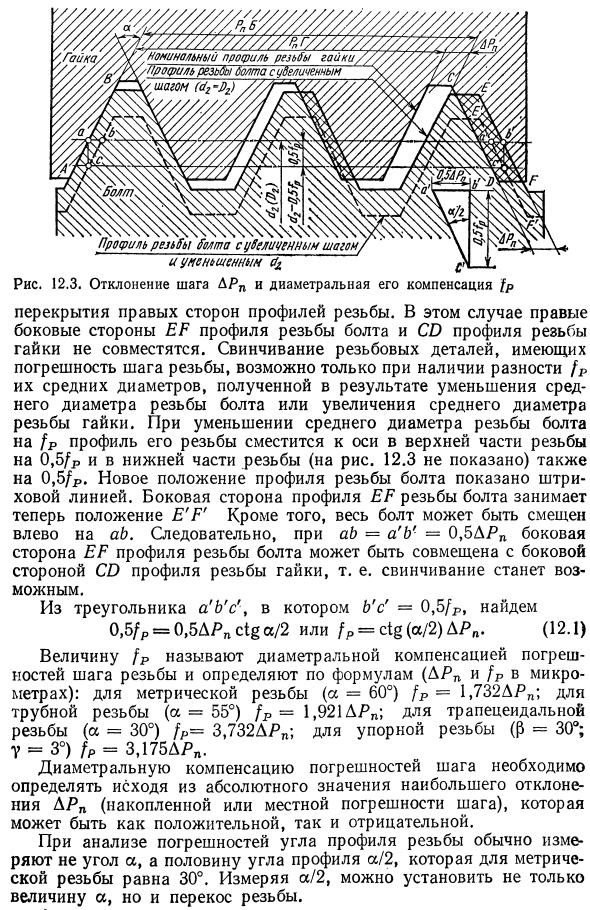
Они вызваны кинематическими ошибками станка и неточностью шага ходового винта, износом по всей длине резьбы этого винта, температурной и силовой деформацией крепежных винтов и обрабатываемых деталей и т. Д. вы. Инструменты, неравномерность материала заготовки и другие причины. Шаг увеличивается на ARp по длине подгонки в осевом участке гайки с номинальным профилем и размерами, то есть в осевом сечении резьбы болта (рис. 12.3). Если диаметр резьбы болта и гайки одинаков, эти детали не будут привинчены.
Если левая сторона профиля резьбы AB болта и гайки условно объединена, Перекрывает правую сторону профиля резьбы. В этом случае правая сторона профиля резьбы болта EP и профиля резьбы CO гайки несовместимы. Винтовые детали с ошибками шага резьбы могут быть ввинчены, только если есть разница в среднем диаметре P, которая может быть получена путем уменьшения среднего диаметра винта болта или увеличения среднего диаметра винта гайки. При уменьшении среднего диаметра резьбы болта на P профиль резьбы перемещается на 0,5 p по верхней оси резьбы и на 0,5 p по нижней резьбе (не показано на рисунке 12.3).
Новое местоположение профиля резьбы болта обозначено пунктирной линией. Теперь сторона резьбового профиля болта EP занимает положение E P . Кроме того, вы можете переместить весь болт влево на ab. В результате, если ab = a b -0,5Dpn, сторона EP профиля резьбы болта может быть объединена со стороной CO профиля резьбы гайки. Другими словами, макияж возможен. Из треугольника a b c , где b c = 0.5 p, 0,5 p = 0,5 Dpn A 2 или p = c § (а 2) D (12.1) Значение p называется коррекцией диаметра для ошибки шага винта и определяется по формуле (микрометры DRP и P). Для метрической резьбы (а = 60 °) = 1732 DRP. для Трубная резьба (a = 55 °) P = 1,921 DRp Для трапециевидных винтов (а = 30 °) = 3 732ДРП; для устойчивых резьб (0 = 30 °; м = 3 °) (p = 3,175.
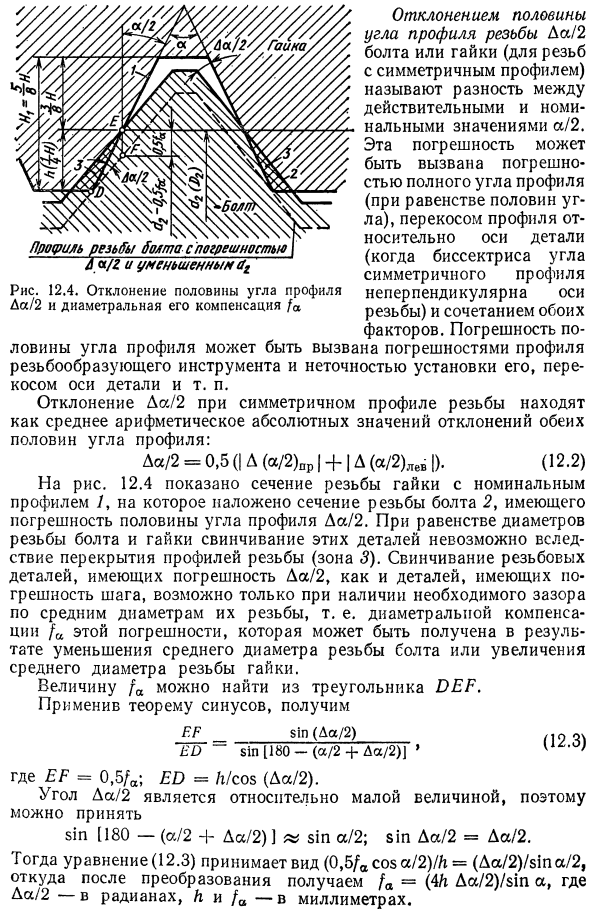
- Коррекция диаметра ошибки шага должна основываться на абсолютном значении максимального отклонения DRP (накопленная или локальная ошибка шага). При анализе погрешности угла профиля резьбы измерьте половину угла профиля a 2, который обычно составляет 30 ° от резьбы профиля, а не угол a. Измеряя а 2, вы можете установить не только значение а, но и искажение нити. Отклонение на половину угла профиля резьбы Да 2 болта или гайки (для симметричной резьбы профиля) представляет собой разницу между фактическим значением a 2 и номинальным значением.
Эта ошибка включает в себя ошибки в общем угле профиля (если углы равны), смещение профиля относительно оси детали (если биссектриса угла симметричного профиля не перпендикулярна оси винта), а также сочетание обоих факторов Может произойти Ошибка по Половина угла профиля может быть вызвана ошибкой профиля инструмента для нарезания резьбы, неточностью его установки, наклоном оси детали и т. Д. Отклонение да 2 с симметричным профилем резьбы определяется как среднее арифметическое от абсолютных значений отклонений обеих половин угла профиля.
При вводе в производство установочной серии или первой промышленной партии необходимо оценить, готово ли предприятие выпускать данный вид продукции в установленном количестве. Людмила Фирмаль
Да 2 = 0,5 ( D (a 2) pr + D (a 2) Лев ). (12.2) На рисунке 12.4 показана резьба гайки номинального профиля , поверх которой накладывается резьбовая часть 2 болта 2 с погрешностью угла профиля 1 2. Если диаметры резьбы болта и гайки совпадают, профили резьбы перекрываются, и эти детали не могут быть привинчены (зона 3). Завинчивание винтовых деталей с ошибками Да 2 и деталей с ошибками шага возможно только при наличии необходимого зазора в среднем диаметре винта. Другими словами, исправление этой ошибки диаметра может быть получено путем уменьшения среднего диаметра, что увеличивает средний диаметр резьбы болта или гайки. Значение o можно найти из треугольника BEP.
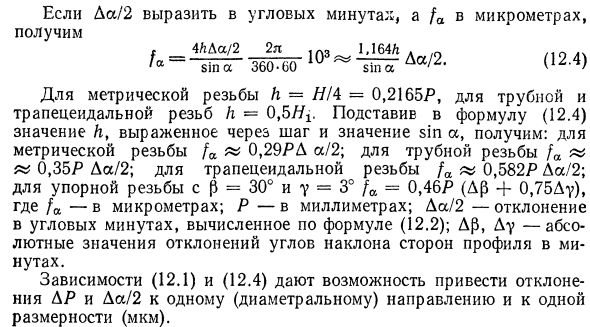
Применяя теорему синуса, PP 1p (Да E) P9 ,, Она 51P 180- (a 2 + Yes 2) 1 Где EP = 0,5 a; она = k cos (да 2). Поскольку угол Da 2 является относительно небольшим значением, 81P 180- (a 2 + yes 2) s N a 2; Da 2 = yes 2. Далее формула (12.3) принимает вид (0.5 a cos a 2) L = (Da 2) a1pa 2, а после преобразования a = (4 1 Da 2) 1a, где Da 2 в радианах, а A и a в миллиметрах. Если Да 2 выражено в угловых минутах, если а а выражено в микрометрах, Получите 4LDO 2 2nd 1st. 1.164L. , H *. 360-1,0 10 … L 2 124 Для метрической резьбы L = 7 4 = 0,2165P, для трубной и трапецеидальной резьбы L = 0,5N.
Подстановка значения A и значения aa, представленного значением шага в выражении (12.4), приводит к следующему: Для трубного винта о 0.35P да 2. Для трапецеидального винта oaa0,582Р да 2; 0 = 30 ° и y = 3 ° a = 0,46P (D0 + 0,75Du) для устойчивых резьб микрометр на входе; единицы измерения P-мм. Да Отклонение в минутах, рассчитанное с использованием 2-выражения (12.2). Dr, Du — Абсолютное значение отклонения бокового угла наклона профиля в минутах. Зависимости (12.1) и (12.4) уменьшают отклонения DR и Da 2 до одного (диаметра) направления и одного измерения (мкм).
Смотрите также:
| Общие принципы обеспечения взаимозаменяемости цилиндрических резьб | Приведенный средний диаметр резьбы |
| Предельные контуры резьбы | Суммарный допуск среднего диаметра резьбы |
