
Оглавление:


Отклонения формы цилиндрических поверхностей
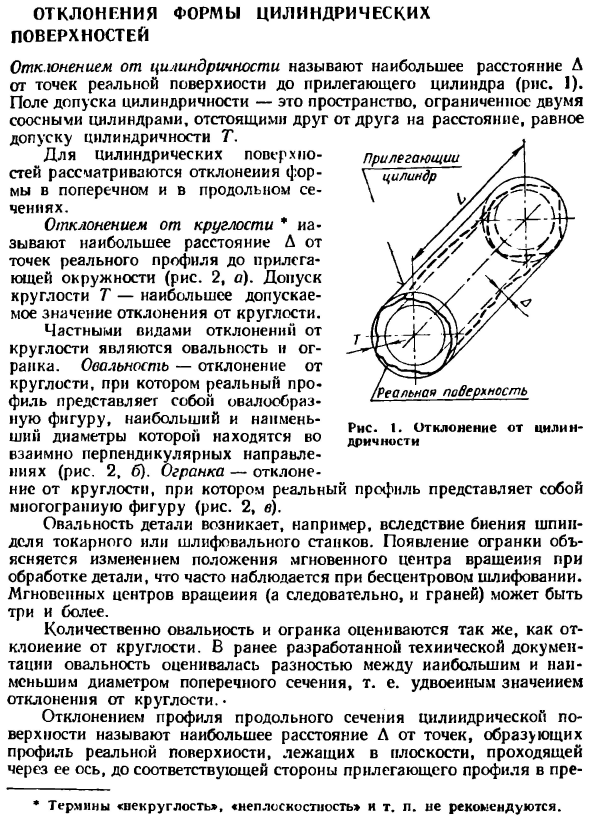
- Отклонение от цилиндрической формы — это максимальное расстояние A от фактической точки поверхности до соседнего цилиндра (рис. 1). Поля допусков цилиндрическости — это передние цилиндры, которые отделены друг от друга T. В случае цилиндрической поверхности учитывается отклонение формы поперечного и продольного сечений. Отклонение от округлости * — это максимальное расстояние A от точки фактического профиля до соседнего круга (рис. 2, o).
Допуск T на округлость является максимально допустимым отклонением от округлости. Конкретным типом отклонения от округлости является эллиптичность II ранга. Эллипс — это отклонение от округлости, фактический профиль — это эллипс, а его максимальный и минимальный диаметры перпендикулярны друг другу (рис. 2, б). Отрезание-отклонение от округлости. Фактический профиль представляет собой многогранную диаграмму (рис. 2, в). Эллипсы деталей вызваны, например, биением шпинделя токарного или шлифовального станка.
Отклонения от пересечения осей, отклонения и погрешности в расположении поверхностей вызывают дополнительное ускорение движущихся частей, что снижает точность кинематических пар. Людмила Фирмаль
Появление среза объясняется мгновенным изменением центра вращения при обработке детали. Это часто наблюдается при бесцентровом шлифовании. Может быть больше двух центров мгновенного вращения (и, следовательно, n-плоскостей). Эллиптичность и срез определяются количественно так же, как отклонение от округлости. В ранее разработанном техническом документе эллиптичность оценивалась как разница между максимальным и минимальным диаметрами сечения, то есть двойное отклонение от округлости.
- Отклонение профиля продольного профиля цилиндрической поверхности представляет собой максимальное расстояние A от точки, образующей фактический профиль поверхности в плоскости, проходящей через эту ось, до соответствующей стороны смежного профиля. Термины некруглость , nep.- Рекомендуется. Проблема нормализованной области (рис. 2, е). Отклонения в профиле профиля характеризуют отклонения от прямолинейности генератора и параллельности. Определенные типы отклонений в профилях профиля являются коническими, бочкообразными и сложными.
Конус — это отклонение профиля продольного сечения, где генератор является линейным, но не параллельным (рис. 2, д). Отклонение профиля ствола. Генератор является непрямым, и диаметр увеличивается от конца поперечного сечения к центру (рис. 2f). Форма седла — это отклонение профиля продольного сечения, когда генератор становится непрямым, а диаметр уменьшается от конца сечения к центру (рис. 2g). Количественные конусы, бочки и формы оцениваются так же, как отклонения в профилях профиля.
Профилировщик может записывать профиль поверхности в виде обработки, профплограммы, что дает возможность определить все параметры шероховатости поверхности. Людмила Фирмаль
В ранее разработанных технических документах формы конусов, бочек и зубцов оценивались по разнице между максимальным и минимальным диаметрами продольного сечения, то есть в два раза больше отклонения профиля продольного сечения. Отклонение от прямолинейности оси (или линии) в пространстве — это минимальный диаметр цилиндра, внутри которого действительная ось вращающейся поверхности (линии) находится в нормированной области (рис. 2, з).
Смотрите также:
Решение задач по метрологии с примерами
