
Оглавление:

Отклонения и допуски формы поверхностей
- Форма деталей, таких как валы и скважины, характеризуется различными поверхностями, которые делятся на номинальные и реальные поверхности. Номинальный. Поверхность — идеальная поверхность. Его номинальная форма определяется чертежами или другими техническими документами. 1. Стандарт допуска на форму и положение поверхности Gosuto 2789-73 11284-75 14140-81 24642-81 24643-81 25069-81 25142-82 2.308- 79 2.309- 73 Шероховатость поверхности Параметры и характеристики.
Сквозные отверстия для крепежа. ПНВ. Допуск положения оси крепежного отверстия. 0113 Допуск между формой поверхности и положением. Основные термины и определения. ПНВ. Допуск формы макета поверхности. Числовое значение. ПНВ. Неуказанные допуски на форму и положение поверхности ПНВ. Шероховатость поверхности Термины и определения. Фактическая поверхность детали получается после изготовления. Фактическая поверхность будет отличаться от номинальной поверхности на величину отклонения формы А Поверхность.
Механизм установки и снятия изделий в некоторых конструкциях одновременно служит крепежным элементом. Людмила Фирмаль
Отклонение формы поверхности L называется отклонением фактической формы поверхности от формы похоронной поверхности. Стандартизация профиля поверхности обеспечивается наряду со стандартизацией отклонения профиля поверхности. Профиль поверхности-линия пересечения Плоскость или поверхность с определенной поверхностью. Различают номинальные и фактические профили поверхности. Номинальный профиль-профиль Номинальная поверхность и фактический профиль — фактическая поверхность. Отклонение профиля A — это отклонение фактического профиля от номинального.
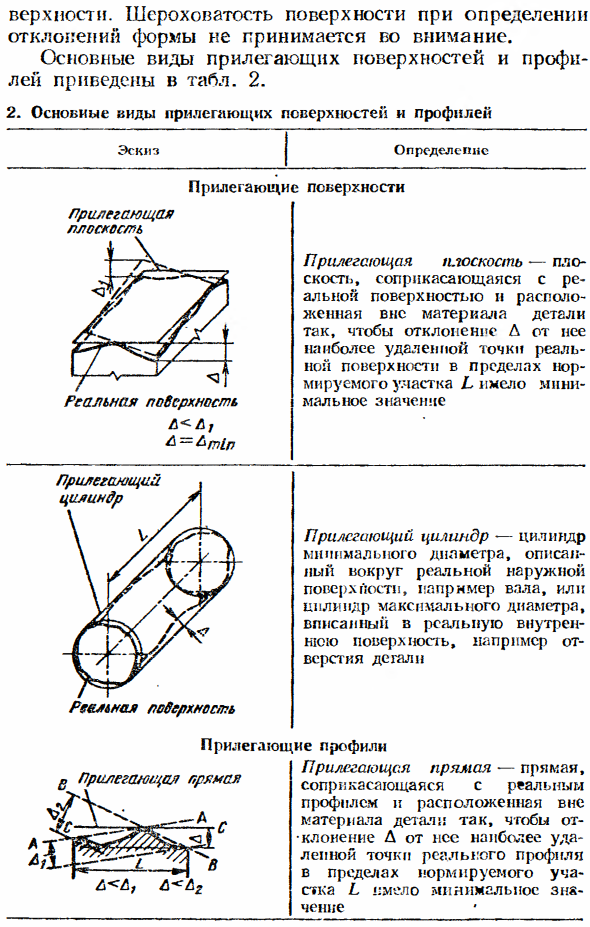
Отклонения формы поверхности отсчитываются от соседних поверхностей, которые имеют номинальную форму поверхности в контакте с фактической поверхностью Отклонение от самой дальней точки фактической поверхности в пределах нормированного диапазона Важность сюжета была минимальной. Точно так же отклонение профиля Поверхность. Шероховатость поверхности не учитывается при определении отклонения формы. В таблице приведены основные типы прилегающих поверхностей и профилей. 2. 2. Основные типы прилегающих поверхностей и профилей.
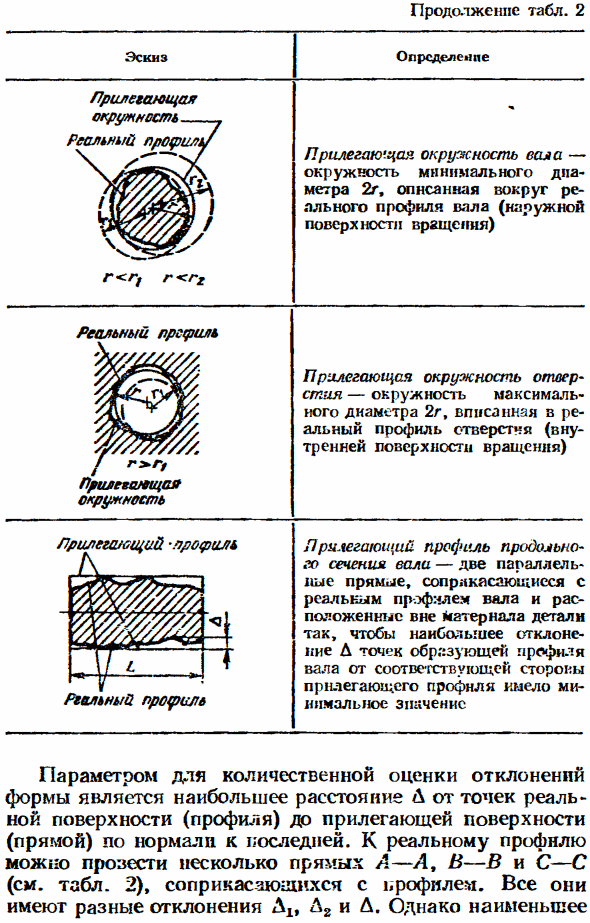
Периметр соседнего отверстия представляет собой круг с максимальным диаметром 2 г, выгравированный на фактическом профиле отверстия (внутренняя поверхность Вращение) Смежные профили продольного сечения вала представляют собой две параллельные прямые линии, которые находятся в контакте с фактическим профилем вала и находятся вне материала. Детали так, чтобы максимальное отклонение точки D шины от профиля вала от соответствующей стороны соседнего профиля было минимальным значение.
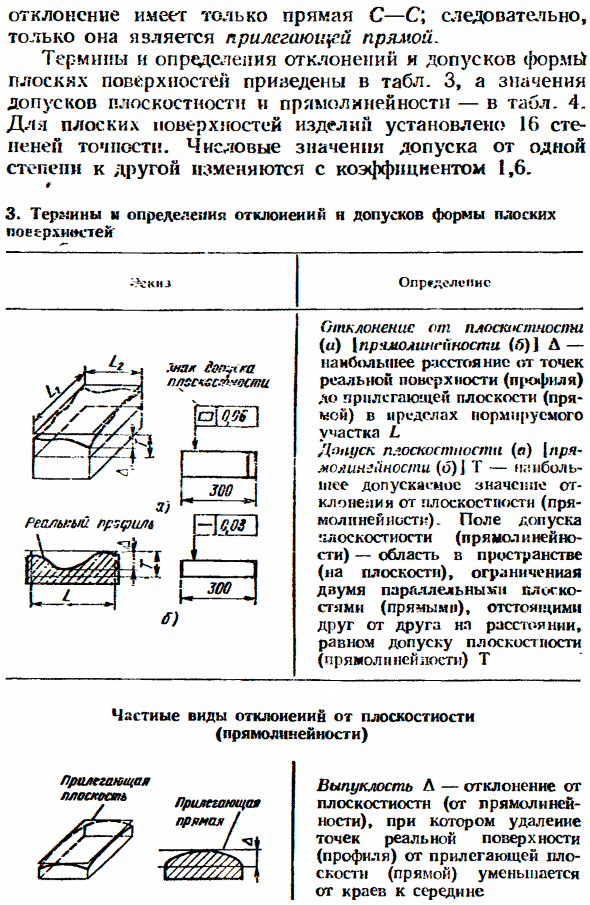
Параметром для количественной оценки отклонения формы является максимальное расстояние D от точки на фактической поверхности (профиле) до соседней точки. Поверхность (линия) перпендикулярна последней. Несколько прямых линий A-A, B-B и C-C могут быть нарисованы на фактическом профиле в контакте (см. Таблицу 2). С профилем. Все они имеют разные отклонения Dx, D2, но с наименьшим Линия C — поскольку только C имеет отклонение, это единственная соседняя линия. В таблице приведены термины и определения отклонений формы и допусков. 3, и с допуском плоскостности Прямолинейность — в таблице. 4.
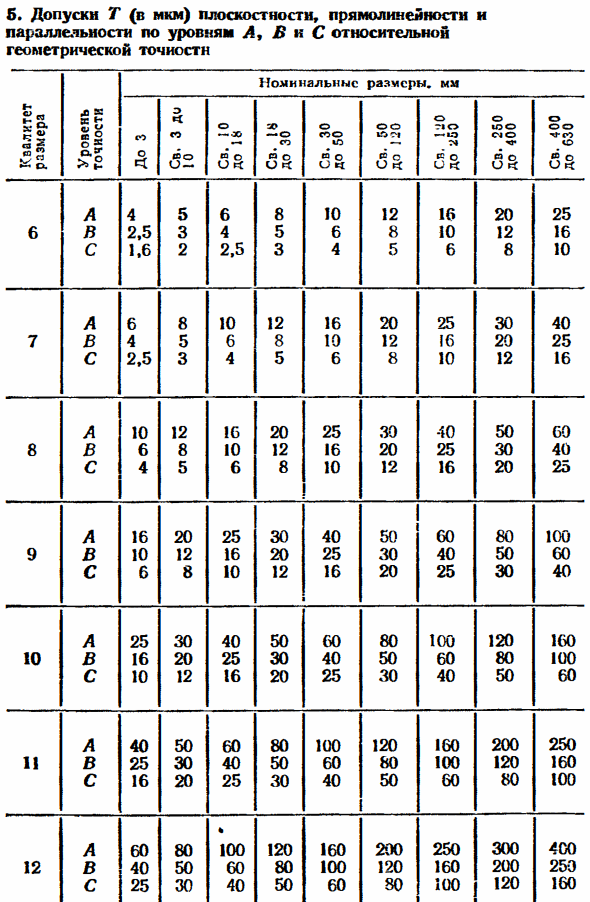
Точность 16 градусов установлена для плоскости изделия. С одного раза Другие отличаются в 1,6 раза. 3. Терминология для определения отклонений и допусков в форме плоских гирь Отклонение от плоскостности (с) прямолинейность (6) 1 L-максимальное расстояние от точки на фактической поверхности (профиле) до соседней точки Плоскость (прямая линия) в нормированной зоне b Допуск на плоскостность (a) llya-molarity (b) 1 T-Максимальный допуск отклонения от поля плоскостности (прямолинейности) Допуск плоскостности (линейности) — область в пространстве (на плоскости), разделенная двумя параллельными плоскостями (прямыми).
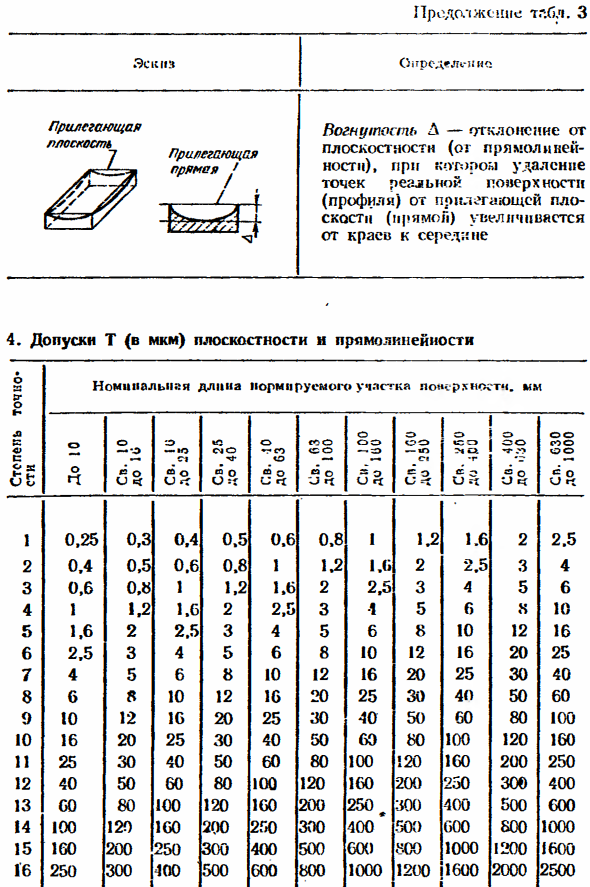
Разнесены на расстоянии, равном допуску плоскостности (прямолинейности) Т Конкретный тип отклонения от плоскостности (прямолинейности) Переходя Выпуклое A-отклонение от плоскостности (от прямолинейности), удаление точек на фактической поверхности (профиле) от соседних поверхностей Плоскость (прямая линия) уменьшается от конца к центру Продолжение таблицы. 3 Рядом с A-отклонение вогнутой поверхности от плоскостности (линейность). Точки реальной поверхности (профиля) удаляются из соседних точек Плоскость (прямая линия) увеличивается от конца к центру 4.
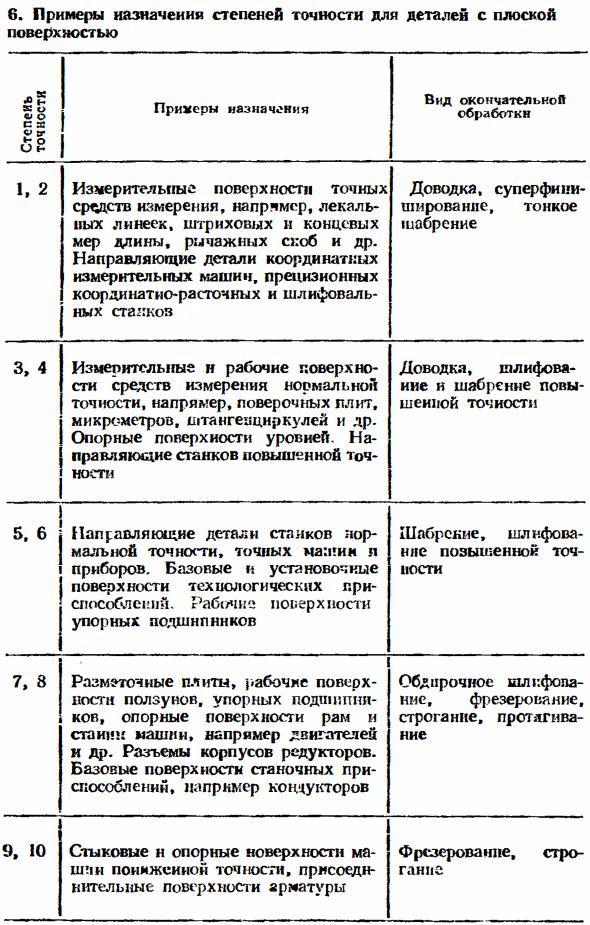
Плоскостность и прямолинейность с допуском Т (микрон). B. Допуск T (микрон) плоскостности, прямолинейности и параллельности при относительных геометрических уровнях точности A, B и C Номинальная величина уровня точности, мм. 6. Пример назначения точности для деталей с плоскими поверхностями n Введите окончательную обработку 1. Точная измерительная поверхность измерительного инструмента, такая как линейка с двумя шаблонами, измерение длины штрихов, кронштейн рычага Координатно-измерительные машины, направляющие детали для точной координатно-расточной и шлифовально-финишной обработки, супер-чистовой обработки, тонкой обработки Rub 3, 4.
Нормальные прецизионные измерительные приборы, такие как калибровочные пластины, микрометр, штангенциркуль, Другое: ровная опорная поверхность. Высокоточная машинная направляющая — высокоточная обработка, шлифовка и стружка 5, 6 нормальных прецизионных машин, прецизионные машины и оборудование. Технологическая база и поверхность установки Светильники. Соскоб и шлифование с улучшенной точностью рабочей поверхности для постоянных подшипников 7, 8 маркировочная табличка, рабочая поверхность ползуна, упорный подшипник, опорная поверхность рамы или станины машины, например, двигатель или Другое: корпус редуктора.
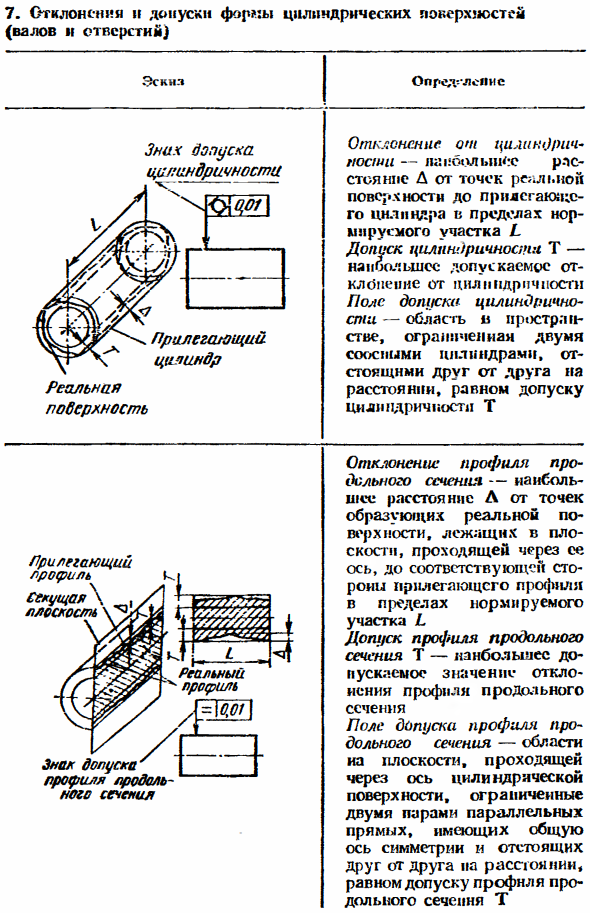
- Дно станков для проводников, грубого шлифования, фрезерования и т. Д. Скольжение, растяжение 9,10 Фрезерование и конструирование стыковых и опорных поверхностей станков с пониженной точностью, стыковая поверхность стыков 7. Отклонение и допуск формы цилиндрической поверхности (вал и отверстие). отклонение от цикличрича поста-максимальное расстояние D от реальной точки Поверхность соседнего цилиндра в нормированной области. Допуск цилиндрической формы T является максимальным допуском Отклонение от цилиндрической формы Допуск цилиндрической формы — это площадь и пространство, ограниченные двумя соосными цилиндрами, разнесенными друг от друга.
На расстоянии, равном допуску ЦНЛИПДРИЧКОСТН Т Отклонение профиля профиля — это максимальное расстояние A от точки, которая образует фактическую поверхность в плоскости, проходящей через. Через свою ось к соответствующей стороне смежного профиля в нормализованной области — Допуск профиля Т продольного сечения является максимально допустимым отклонением профиля продольного сечения Поле допуска профиля представляет собой область на плоскости, которая проходит через ось цилиндрической поверхности, окруженной двумя парами.
Соотношение этих составляющих в шаге отклонения зависит от технологии изготовления резьбы, точности устройства и инструмента, который образует резьбу, и других факторов. Людмила Фирмаль
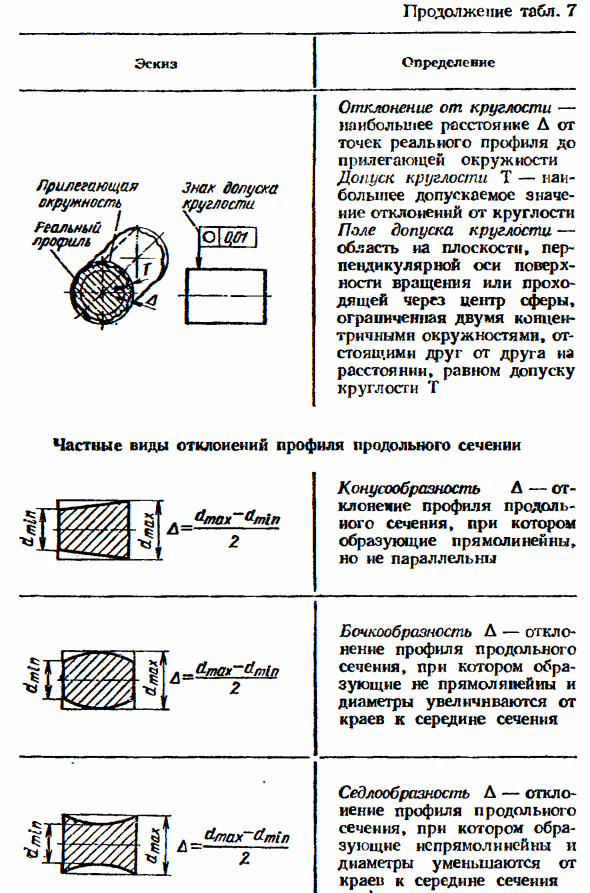
Параллельные линии с общей осью симметрии и отстоящие друг от друга на расстояние, равное допуску профиля Продолжение таблицы. 7 определение Смежный знак допуска Отклонение от округлости — максимальное расстояние от фактической точки профиля до соседнего круга A Допуск округлости T-максимум Допуск отклонения от округлости Допуск круга — это площадь на плоскости, перпендикулярной оси вращающейся поверхности или Пройдите через центр сферы, окруженной двумя Тройные окружности отстоят друг от друга на расстояние, равное допуску округлости Т.
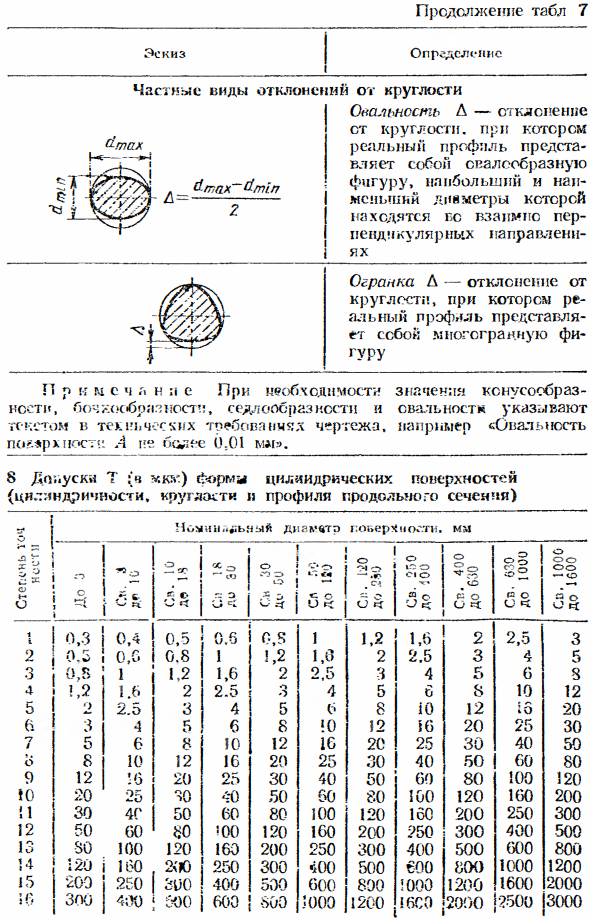
Конкретный тип отклонения продольного профиля Конус L — отклонение продольного профиля, генератор прямой, но не параллельный Форма ствола А представляет собой отклонение продольного профиля, нелинейного генератора и увеличения диаметра от края к краю. Средняя часть Отклонение в продольном профиле, где седловидный генератор А является прямым, а диаметр уменьшается от края к центру раздел Продолжение таблицы 7. 8 Допуск Т (единица измерения: м.ч.-).
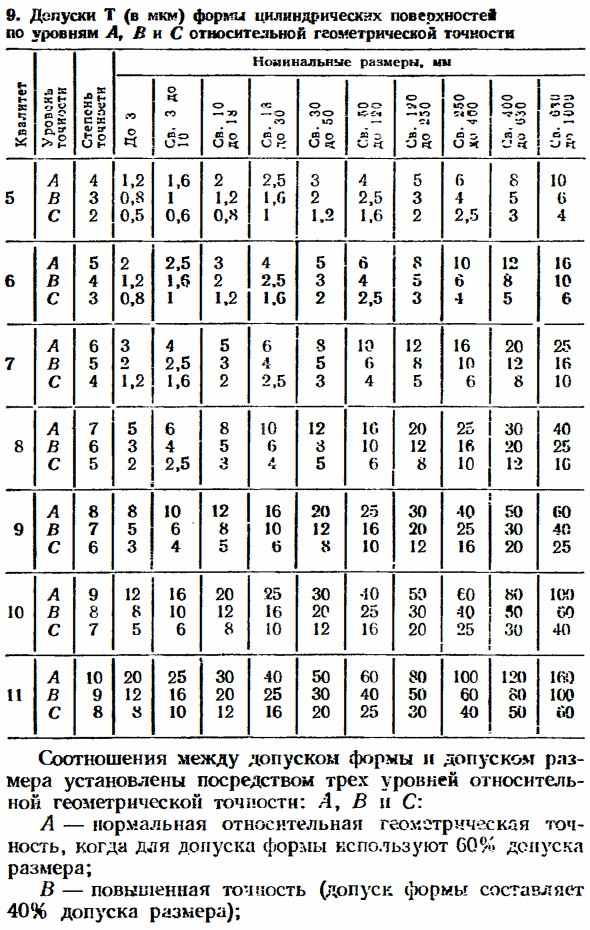
Форма цилиндрической поверхности (ц.тд.дричность, округлость, профиль продольного сечения). Связь между допуском формы и допуском по размеру устанавливается тремя уровнями относительной геометрической точности, A, B и C. A — нормальная относительная геометрическая точность, когда для допуска на размер используется 60% допуска на размеры. B-Улучшенная точность (допуск на форму составляет 40% от допуска на размер); (Для допуска C-высокая точность ^ принятая форма составляет 25% от допуска размера) Относительный геометрический уровень точности A присваивается частям подвижных соединений при низких нагрузках и относительных скоростях.
Движение без особых требований к плавности и минимальному трению, для мешающих частей Посадка: при разборке или сборке соединительных деталей. Относительный уровень точности B выбран для движущихся частей соединения при умеренных нагрузках и средней относительной скорости Смещение для деталей, устанавливаемых с натягом, включая переходные соединения, с высокими требованиями к точности и прочности. Уровень C выбран для частей движущихся соединений, которые бывают быстрыми и тяжелыми. Высокие требования к гладкости Герметичность соединения (уплотнения), фитинги с натягом или переходной посадкой Скорость, нагрузка, включая удар и вибрацию.
Отклонения формы, равные допускам на размеры, могут быть назначены соединениям с зазором. Последний является Собираемость, нет особых требований к фитингам с натягом или переходным фитингам Центрирование или сила. Допуски (допуски) плоскостности, прямолинейности и параллельности в терминах относительной геометрической точности в зависимости от класса Размер) указан в таблице. 5. В таблице ниже приведены примеры назначения точности плоских деталей. 6. В таблице ниже приведены термины и определения отклонений и допусков между цилиндрической поверхностью вала и формой проходного отверстия. 7 и значение В допуск Т-стол. И 9.
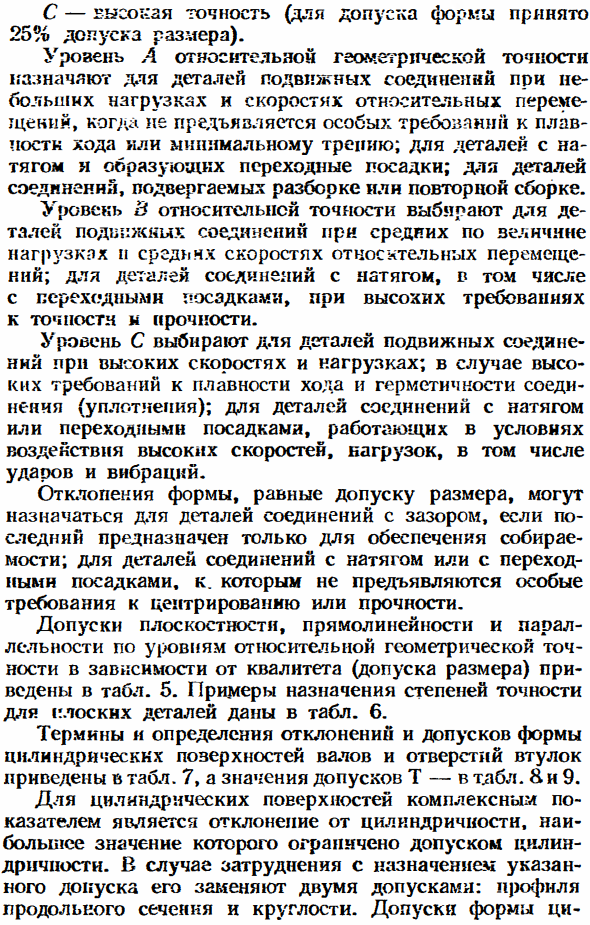
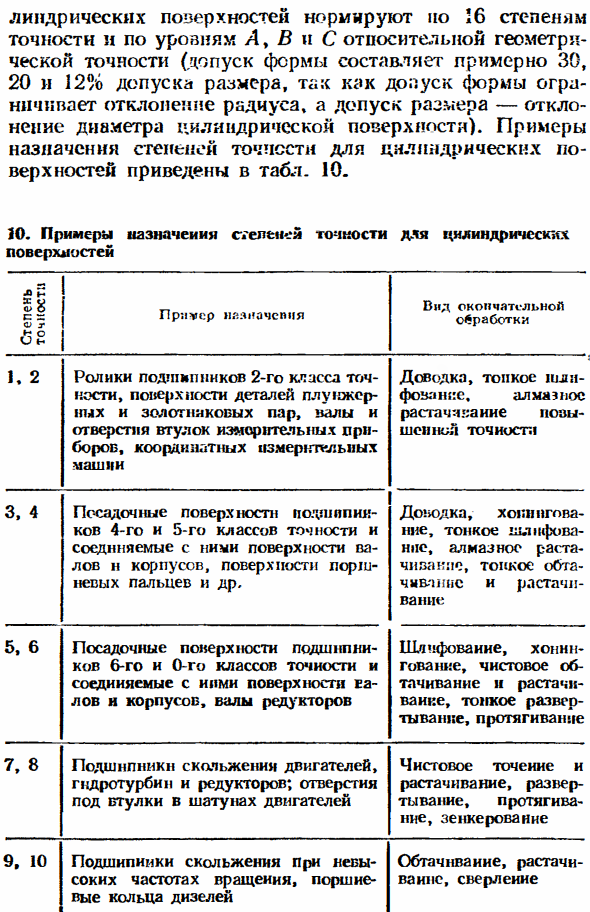
Для цилиндрических граней сложным показателем является отклонение от цилиндрической формы, максимум которого ограничен злин-дрчности толерантности. Если трудно указать указанный допуск, Округлости. Допуск формы Ци Поверхность линдрика нормализована на 16 степеней точности и относительных геометрических уровней точности A, B, C (допуск фермы Допуски на форму ограничивают отклонение по радиусу и отклонение по размеру, так что относительно допусков по размерам около 30, 20 и 12 Диаметр цилиндрической поверхности). В таблице ниже приведены примеры назначения точности цилиндрической поверхности. 10. 10.
Примеры задания точности цилиндрической поверхности 1 класс лечение Опорный ролик 2-го класса точности, поверхность детали плунжерной и золотниковой пары, измерительный вал втулки и отверстие Инструменты, координатно-измерительные машины, чистовая обработка, черновое шлифование. Точность алмазной шеи 3, 4 Точность 4 и 5 класса подшипников посадочных поверхностей и поверхности, поверхности вала n корпуса, соединенного с ними Поршневые пальцы и др. Финишная обработка, хонингование, прецизионное шлифование, алмазная заточка, прецизионное точение и расточка.
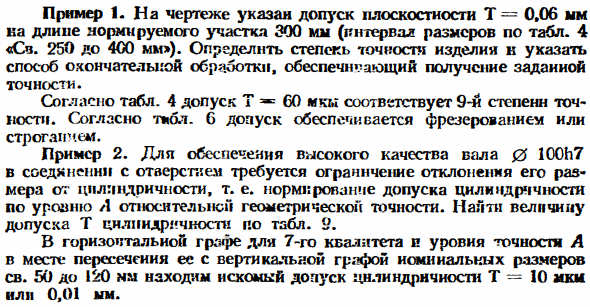
Посадочные поверхности 5, 6 класса точности 6 и 0 подшипников и поверхности шарика и корпуса, соединенные с ними зубчатым валом Шлифовка, хонингование, чистовая и расточная, тонкая разработка, нанесение 7, 8 Двигатель, гидравлическая турбина, коробка передач, подшипники скольжения. Втулка в шатуне двигателя Скучно, развертка, вытягивание, зенковка 9,10 низкоскоростной подшипник скольжения, шлифование поршневых колец, расточка, сверление для дизеля Пример 1. На чертеже показан допуск на плоскостность Т = 0,06-й при нормированном сечении длиной 300 мм (размерный диапазон составляет Таблица 4 Ст. 250 ~ 400мм ).
Определите степень продукта, укажите окончательный метод обработки, Точность. По данным табл. Четыре допуска T x 60 мкм соответствуют девятой точности. По данным табл. 6 допусков обеспечиваются фрезерованием или строганием. Пример 2. Для обеспечения высокого качества вала 0 100N7 по отношению к отверстиям, отклонения от размера должны быть ограничены. Стандартизация цилиндрическости, то есть допуск цилиндрическости при относительной геометрической точности уровня А. Найти допуск Т Цилиндричность согласно таблице. 9. 7-й уровень качества горизонтального ряда на уровне хиосты А на пересечении с вертикальным графиком номинального размера. От 50 до 120 Они находят желаемый допуск для цилиндров T-10 микрон.
Смотрите также:
Решение задач по допускам и посадкам
