
Оглавление:

Посадки с натягом
- Если конструкция сборки не позволяет использовать болты, используется посадка с натягом среднего диаметра. Это связано с тем, что затягивание шпилек и автоматическое ослабление винтов могут происходить из-за воздействия вибрации, колебаний нагрузки и рабочей температуры. Примером является установка шпильки в корпус двигателя. Шпильки должны быть надежно закреплены на корпусе, чтобы они не вращались во время сборки и эксплуатации или когда вы снимаете гайку (H L прикреплена к другому концу штифта и снимаете ее) для ремонта и проверки механизма. Должен быть ввернут.
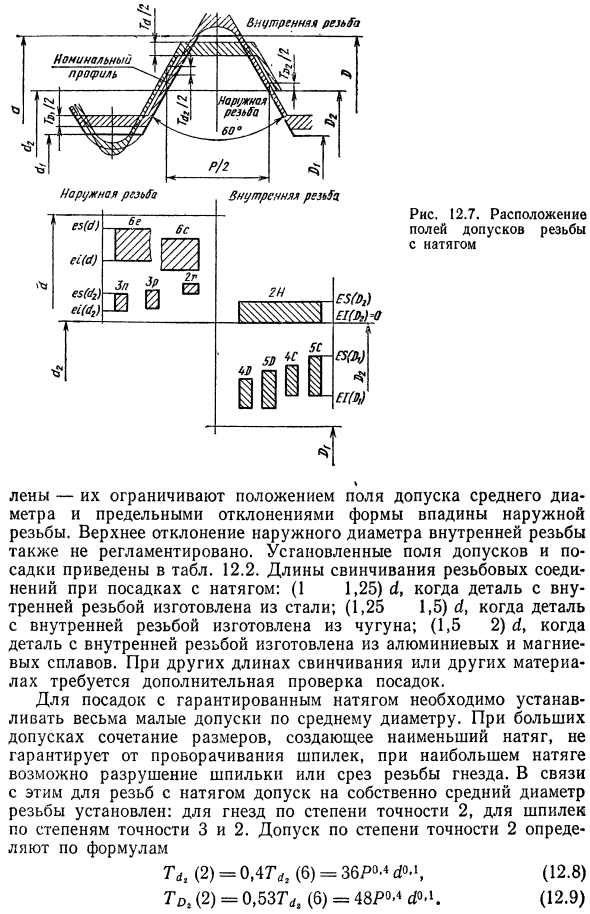
Посадка с натягом регулируется ГОСТ 4608 81 (СТ СЭВ 306 76) и применяется к метрической резьбе диаметром 5 45 мм и шагом 0,8 3 мм по ГОСТ 9150 81. На рисунке показано положение поля допуска для наружных и наружных резьб. 12,7. Помехи среднего диаметра подходят только для системы отверстий и имеют технические преимущества по сравнению с системой вала. Допуски для средних диаметров резьбы для деталей, классифицированных в группы, не включают отклонение шага и компенсацию диаметра для углов наклона стороны профиля.
Высокий коэффициент усиления, скорость и малые габариты имеют элемент памяти, встроенный в преобразовательный диод типа D227. Людмила Фирмаль
Это связано с тем, что средний диаметр резьбы в гнездах и шпильках, указанных в стандарте, таков, что крутящий момент при затягивании соединения зависит от фактической посадки с учетом среднего диаметра, а не от конкретной посадки с учетом среднего диаметра резьбы. Это связано с тем, что селективное отклонение используется, когда максимальное отклонение классифицируется по группам. Допуски на средний диаметр резьбы для деталей, не отнесенных к группе, являются общими.
Максимальное отклонение внутреннего диаметра охватываемого винта составляет Рисунок 12.7. Регулировка допуска резьбы Допуск среднего диаметра и предельного отклонения формы полости винта. Верхнее предельное отклонение наружного диаметра внутренней резьбы не регулируется. В таблице приведены установленные допуски и посадочные поля. 12.2.
Длина резьбового соединения с посадкой с натягом: (1 1,25) 1, когда деталь с внутренней резьбой изготовлена из стали. (1.25 1.5) Части С чугунной внутренней резьбой. (1,5 2) л Детали с внутренней резьбой выполнены из алюминиевых и магниевых сплавов. Дополнительные проверки подгонки требуются для других длин макияжа или других материалов. Для посадок с гарантированной плотной посадкой следует установить очень маленький допуск на средний диаметр. Для больших допусков комбинация размеров, которая создает наименьшую плотность, не гарантирует, что шип не будет вращаться.
- Для максимального затягивания шпилька может быть сломана или резьбовое гнездо. В связи с этим в случае затянутого винта устанавливается допуск на фактический средний диаметр винта. Для точности раскроя уровня 2, для шпилек уровня точности 3 и 2 допуск до точности 2 определяется по формуле Т, (2) = 0,4Т ,, (6) = 36 ° С 4 44 ИТ, (2) = О.БЗТх, (6) = 48Р0 444 (12,8) (12-9) 12.2. Резьбовые допуски и совместимость — Совместим с полем допуска на винты R.
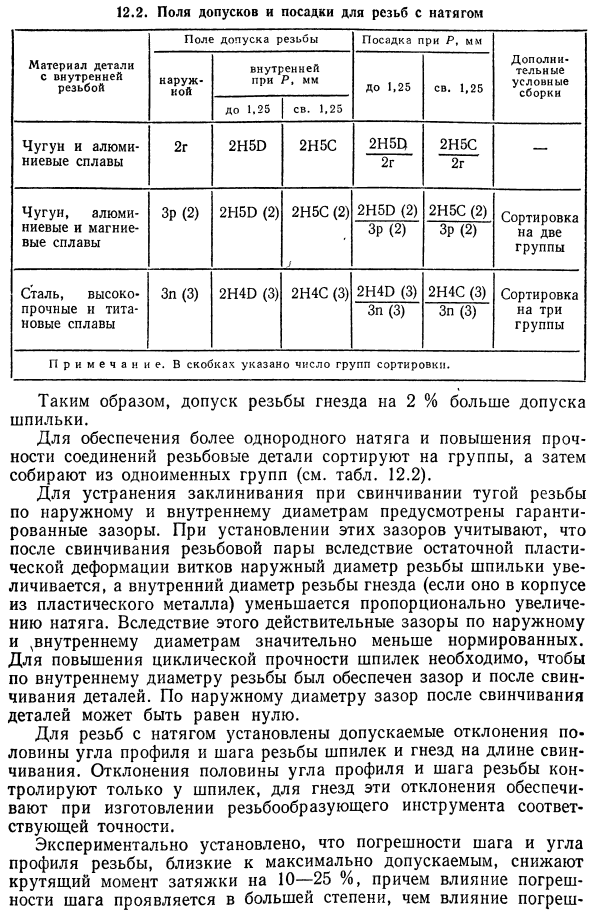
Сплав чугуна и алюминия 2g 2N5R 2N5S 2N5R 2N5S- Чугун, алюминий, магний-Зр (2) 2Н5Р (2) 2Н5С (2) 2Н5Р (2) 2Н5С (2) группа Sp (2) Sp (2) Новый сплав Зп (3) 2 Н4 Р (3) 2 Н4С (3) 2 Н4Б (3) Зп (3) 2 Н4С (3) Зп (3), разделенный на три группы P и e h ~ e. Количество групп сортировки указано в скобках. Следовательно, допуск на резьбу гнезда на 2% больше, чем допуск. Для обеспечения более равномерного затягивания и увеличения прочности соединения резьбовые детали группируются и собираются из одной группы (см. Таблицу 12.2).
Отклонение от линейности или плоскостности определяется как наибольший промежуток показаний измерительной головки, который последовательно проходит по исследуемой детали. Людмила Фирмаль
При изготовлении плотной резьбы на наружном и внутреннем диаметрах обеспечивается гарантированный зазор для устранения засорения. При установлении этих зазоров учитывайте, что после того, как винтовые пары привинчены из-за остаточной пластической деформации витка, внешний диаметр шпильки увеличивается, а внутренний диаметр винта с углублением уменьшается пропорционально увеличению интерференции. (В случае с пластиком). В результате фактический зазор между внешним и внутренним диаметрами намного меньше, чем нормализованный.
Чтобы увеличить многократную прочность шипа, необходимо обеспечить зазор по внутреннему диаметру резьбы после завинчивания детали. Что касается наружного диаметра, зазор после настройки детали может быть нулевым. Для винтов с натяжной посадкой устанавливаются половина допусков на угол профиля и шаг резьбы шпильки и раструба по длине с резьбой Отклонения между полушириной профиля и шагом резьбы контролируются только шпилькой. В случае вложенности эти отклонения предусматриваются при изготовлении соответственно точных резьбонарезных инструментов.
Экспериментально установлено, что угол профиля резьбы близок к ошибке шага и максимально допустимое значение снижает крутящий момент на 10-25%, Угол профиля. Погрешность половины угла профиля и шага затянутой резьбы должна быть сведена к минимуму. Поскольку на качество резьбовых соединений из-за посадки с натягом также влияют отклонения в форме резьбовых деталей, отклонения в форме наружной и внутренней резьбы, определяемые разницей между максимальным и минимальным фактическим средним диаметром, являются допусками среднего диаметра. Не должно превышать 25%.
Перевернутый конус (то есть уменьшение диаметра от конца шипа до середины его длины) не допускается. Точность формы резьбы в гнезде технически гарантирована и не может контролироваться напрямую. Посадки ZNbN Zr и ZNbN Zn разрешены к использованию без группировки. Эти посадки являются временными, и их использование требует дополнительной проверки. Пример обозначения резьбы: М12—2Н5С (2) Зр (2) — Поле допуска для наружного диаметра обозначенной наружной резьбы не показано.
Смотрите также:
| Системы допусков и посадок метрических резьб | Влияние точности изготовления резьбы на прочность резьбовых соединений |
| Посадки с зазором | Влияние отклонений диаметров резьбы |
