
Оглавление:

Системы допусков и посадок метрических резьб
- Внутренняя и внешняя резьба общего назначения и большинство специальных резьб контактируют с обеих сторон профиля. 4 Соответствующее размещение полей допусков (O). Исключает возможность контакта с верхом и впадиной резьбы. В зависимости от характера бокового сопряжения профиля (т. Е. Среднего диаметра), существуют посадки с зазором, помехами и переходом. Фактический характер контакта сторон профиля резьбы по длине резьбы, т.е. посадка, определяется не только фактическим значением среднего диаметра, но также отклонением шага соединяемых деталей и половинным углом профиля резьбы. Будет.
Следовательно, пригодность резьбовых соединений зависит от зазора или герметичности.Числовое значение представляет собой разницу между фактическими значениями заданного среднего диаметра резьбы болтов и гаек. Система допуска и посадки метрической резьбы диаметром от 1 до 600 мм основана на международном стандарте ISO MS 965 1-1973. Данная система имеет ГОСТ 16093-81 (СТ СЭВ 640-77) -Зазорчатая посадка, ГОСТ 4608-81 (СТ СЭВ 306-76), интерференционная посадка и ГОСТ 24834-81 (СТ СЭВ 305-76) -Переход посадка.
Допуск и значение основного отклонения для размеров от 500 до 3150 мм определяются по формуле, приведенной в таблице. Людмила Фирмаль
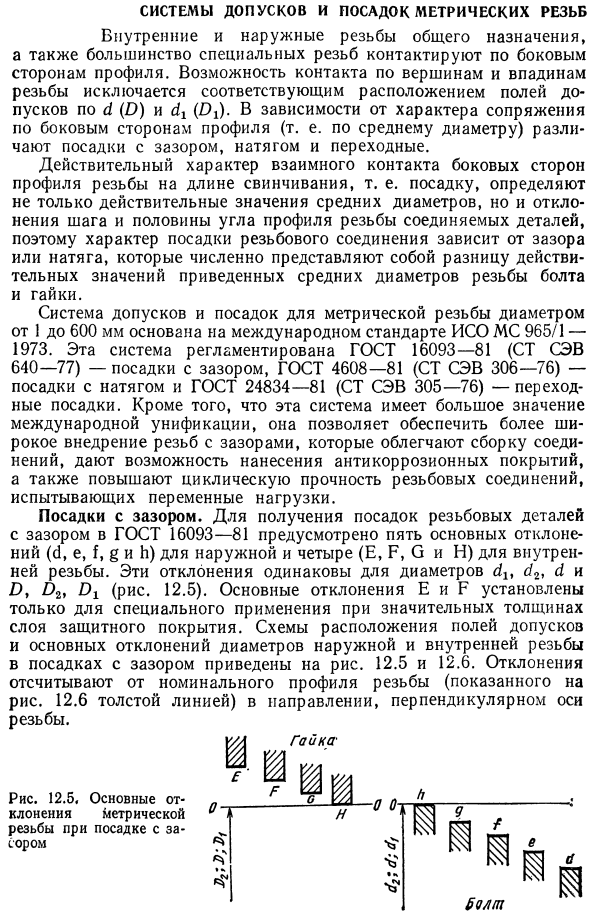
Помимо того, что эта система очень важна для международной унификации, она облегчает сборку соединений, позволяет наносить антикоррозийные покрытия и позволяет увеличить прочность многократных резьбовых соединений, подверженных переменным нагрузкам. Позволяет более широкое введение щелевых нитей. Посадка с разрывом. ГОСТ 16093 81 предусматривает пять основных отклонений (b, e, 1, § и b) для наружной резьбы и 4 (E, P, C и H) для внутренней резьбы для получения соединений с резьбовыми деталями с зазорами вы. Эти отклонения одинаковы для диаметров 12, 1 и O, O2 (рис. 12.5).
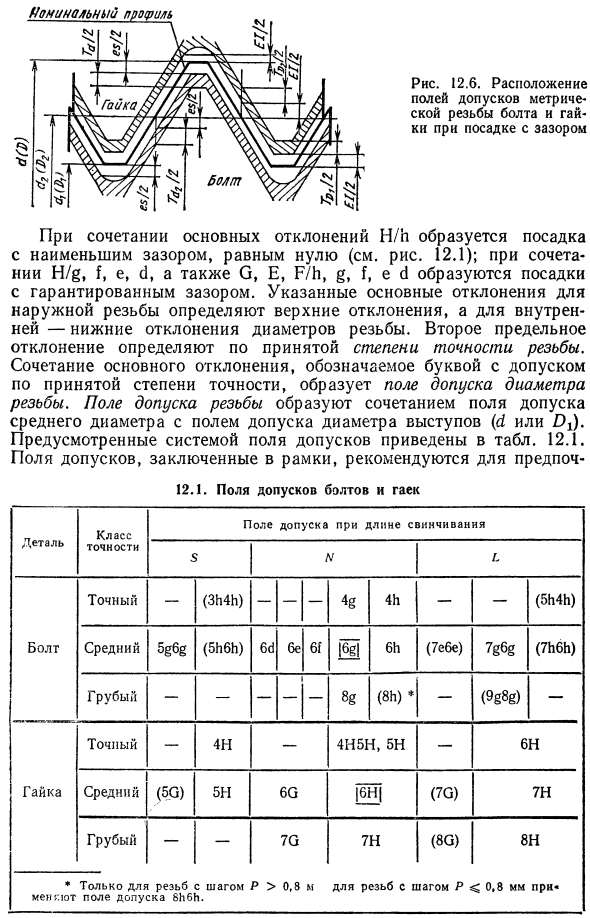
Основные отклонения E и P установлены только для специальных применений, где слой защитного покрытия имеет значительную толщину. На рисунке показана схема расположения поля допуска и основные отклонения диаметров наружной и внутренней резьб в зазоре. 12,5 и 12,6. Отклонения отсчитываются от номинального профиля резьбы (обозначенного жирной линией на рисунке 12.6) в направлении, перпендикулярном оси резьбы. Рисунок 12.5. Главное из -. Склонение метрики и D Посадка нить- Мусор G болт Рисунок 12.6.
Болт метрической резьбы допуска поля и положения Уход при посадке с разрывом Сочетание неприменимых основных отклонений образует посадку с минимальным зазором, равным нулю (см. Рисунок 12.1). Комбинация H S, T, e, b и O, E, P L, 8, 1, e 1 образует посадку с гарантированным клиренсом. Указанное основное отклонение внутренней резьбы определяет верхнее отклонение, а в случае внутренней резьбы — нижнее отклонение диаметра винта. Второе предельное отклонение зависит от степени точности принятого потока.
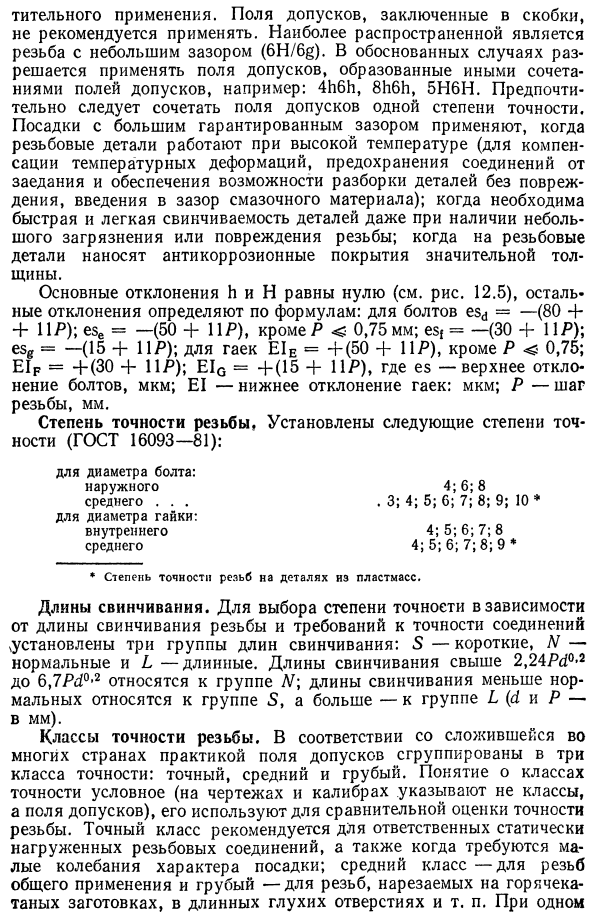
Сочетание основных отклонений, обозначенных буквами с допустимыми допусками точности, образует поле допусков диаметра винта. Поле допусков винта формируется путем объединения поля допусков среднего диаметра и поля допусков диаметра выступа (d или P1). В таблице приведены поля допуска, предоставленные системой. 12.1. В зависимости от ваших предпочтений, поле допуска, включенное в структуру, рекомендуется. 12.1.
Поле допуска болта и гайки Тост полюс. Допуск и длина. S. INCHIV.NIA 5 Н Прецизионный болт- (311411) — — (5K4b) Средний 5eb§ (511611) 6Y-61 м (7e6e) 7 x 8 (711611) Грубый — 88 (811) — (9e8e) — Гайка прецизионная-4Н-4Н5Н, 5Н-6Н Средняя (50) 5H (70) 7H Грубое поле 70 7N (80) 8H Точное приложение. Поля допуска, заключенные в скобки, не рекомендуется. Наиболее распространенными являются нити с небольшими зазорами (6H 6§). Там, где это разрешено, допускается использование полей допуска, образованных другими комбинациями полей допуска. Например, S6L, 8H6I, 5H6H.
Если возможно, комбинируйте поля допусков с одинаковой точностью. Когда резьба работает при высоких температурах, используются площадки с большими гарантированными зазорами (с возможностью компенсации температурной деформации, защиты соединений от заклинивания, разборки деталей без повреждений и введения смазки в зазоры) При условии), даже при незначительном повреждении грязи или пряжи, когда требуется быстрая и легкая конструкция детали, когда на резьбовую часть наносится значительная толщина антикоррозийного покрытия. Основное отклонение b и H равно нулю (см. Рис. 12.5).
Оставшееся отклонение определяется по формуле. Для болтов ez = — (80 + + PR); e ^ = — (50 + PR), исключая P 0,75 мм. ez = — (30 + 11P); ezv = — (15 + 11P); если гайка E1e = + (50 + PR), исключить P g 0,75. Е1Р = + (30 + 11Р); E1o = + (15 + 11P), где ez — верхнее отклонение болта, микрон E1 — гайка с низким отклонением: микрон; шаг P-винта, мм. Точность резьбы.
Установлена следующая точность (ГОСТ 16093 81): Для диаметра болта: Открытый 4; 6; 8 Средний … 3; 4; 5; 6; 7; 8; 9; 10 * Для диаметра гайки: Внутренний 4; 5; 6; 7; 8 Средний 4; 5; 6; 7; 8; 9 * Длина макияжа. Установите длину трех групп: 5-короткую, N-нормальную и L-длинную, чтобы выбрать степень точности в соответствии с длиной резьбы и требованиями к точности соединения. Макияжные длины от 2.24Р40Л до 6.7РсР 2 относятся к группе М. Длина макияжа, которая меньше нормальной, относится к группе 5 и относится к группе I ( 1 и единицы P-мм). Класс точности резьбы.
В соответствии с обычной практикой во многих странах поля допуска делятся на три класса точности: точный, средний и грубый. Понятие класса точности является условным (класс не показан на чертежах и калибрах, но является полем допуска) и используется для сравнительной оценки точности резьбы. Точный класс рекомендуется для резьбовых соединений со значительными статическими нагрузками и для небольших изменений характера посадки. Промежуточный класс — для резьбы общего назначения и крупной резьбы — для горячекатаных заготовок, резьбы с длинными глухими отверстиями и т. Д.
Также рекомендуется увеличить допуск на средний диаметр длины подпитки b для того же класса точности. Длина 5 на 1 градус меньше допуска, установленного для нормальной длины макияжа D . Например, для длины винта 5 необходимо использовать точность 5, точность N 6, точность b 7. Эта система позволяет выбрать точность винта в соответствии с вашим дизайном и техническими требованиями. Если не указано иное, допуск нити относится к длине самого длинного нормального макияжа или ко всей длине нити, если она короче самой длинной длины макияжа.
- Если длина макияжа относится к группе L или 3 (но короче, чем общая длина нити), это указывается в спецификации нити или технических требованиях. В таблице приведены допустимые поля, принятые различными классами точности. 12.1. Поток терпимости. Допуск для среднего диаметра винта является суммой. В основном диапазоне допусков всех диаметров по ГОСТ 16093-81 приняты несколько прецизионных значений 6. Допуск диаметра резьбы для нормальной длины макияжа с точностью до 6 мкм: TD6) = 180-3.15 ; = 90P0 M011; Ta, (6) = 230P0 7 (P 1 мм); То есть (6) = 1,32 ТН, (6), т.
Е = 433Р-190Р1-22 (Р 0,8 мм), где Л — среднее геометрическое экстремальных значений расстояния между номинальными диаметрами. Оставшаяся погрешность точности определяется путем умножения погрешности точности 6 на следующий коэффициент: Точность. 3 4 5 7 8 9 10 Коэффициент 0,5 0,63 0,8 1,25 1,6 2 2,5 Внутренний диаметр 1, допуск наружного винта и наружный диаметр наружного винта O не установлены. При той же степени точности резьбы допуск Te на 1 3 больше, чем допуск Ta. Спецификация прецизионных и метрических резьбовых соединений.
Поэтому, если работа прибора описывается известным дифференциальным уравнением, как динамическая характеристика, то можно получить передаточную функцию, полученную при решении этого уравнения операторным методом. Людмила Фирмаль
Обозначение поля допуска на диаметр резьбы состоит из цифры, показывающей точность и букву основного отклонения (например, 611, 6§, 6H). Спецификация поля допусков винта состоит из спецификации поля допусков среднего диаметра, размещенного первым, и спецификации поля допусков диаметра выступа (например, 7§6§; 5H6H). Если обозначение поля допусков диаметра выступа соответствует обозначению поля допусков среднего диаметра, они не должны повторяться с обозначением поля допусков резьбы (например, 6§, 6H).
Поле допусков винта обозначается тире после размера (например, болт M12 — 6§; гайка M12 — 6H; болт M12X1 — 6d; Гайка M12X1-6H, болт с круглой полостью — M12-6§-K). Посадка резьбы выражается в виде дроби, числитель указывает допуск гайки, а знаменатель указывает допуск болта (например, M12-6N 6§; левая резьба M12X1 1 N-6N 6§). Если длина макияжа отличается от нормальной, это будет обозначено обозначением нити M12-7§6§-30. 30 — длина макияжа, мм.
Спецификация на точность резьбы диаметром менее 1 мм по ГОСТ 9000 81 (СТ СЭВ 837 78): МО, 5 5 ЛЗ; МО, 5-4Н5; М0,5-4Н5 5ИЗ первоначально средний диаметр Поле допусков (точность и основное отклонение), секунда — погрешность A или 011. Регулируемая ГОСТ 16093 81 система допусков резьбы развивалась более технически. Допуск среднего диаметра правильного класса и гаек промежуточного класса был расширен, а допуск TD был расширен. Гайки и болты.
Дополнительное увеличение технологичности резьбы обусловлено возможностью назначения среднего диаметра и допусков диаметра выступов различной точности, где это необходимо. Помехи подходят. Если конструкция сборки не позволяет использовать болты, используется посадка с натягом среднего диаметра. Это связано с тем, что затягивание шпилек и автоматическое ослабление винтов могут происходить из-за воздействия вибрации, колебаний нагрузки и рабочей температуры. Примером является установка шпильки в корпус двигателя.
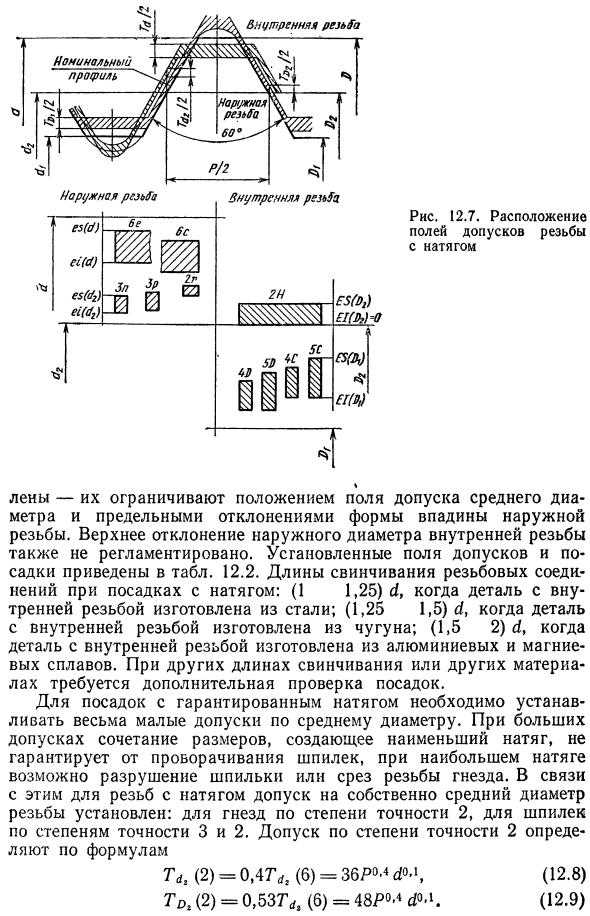
Шпильки должны быть надежно закреплены на корпусе, чтобы они не вращались во время сборки и эксплуатации или когда вы снимаете гайку (H L прикреплена к другому концу штифта и снимаете ее) для ремонта и проверки механизма. Должен быть ввернут. Посадка с натягом регулируется ГОСТ 4608 81 (СТ СЭВ 306 76) и применяется к метрической резьбе диаметром 5 45 мм и шагом 0,8 3 мм по ГОСТ 9150 81. На рисунке показано положение поля допуска для наружных и наружных резьб. 12,7. Помехи среднего диаметра подходят только для системы отверстий и имеют технические преимущества по сравнению с системой вала.
Допуски для средних диаметров резьбы для деталей, классифицированных в группы, не включают отклонение шага и компенсацию диаметра для углов наклона стороны профиля. Это связано с тем, что средний диаметр резьбы в гнездах и шпильках, указанных в стандарте, таков, что крутящий момент при затягивании соединения зависит от фактической посадки с учетом среднего диаметра, а не от конкретной посадки с учетом среднего диаметра резьбы. Это связано с тем, что селективное отклонение используется, когда максимальное отклонение классифицируется по группам.
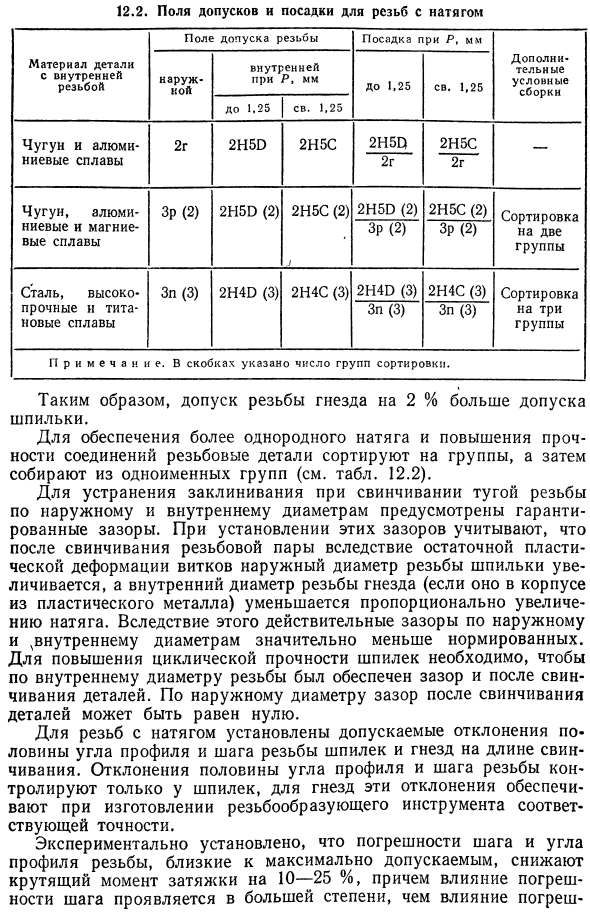
Допуски на средний диаметр резьбы для деталей, не отнесенных к группе, являются общими. Максимальное отклонение внутреннего диаметра охватываемого винта составляет Рисунок 12.7. Регулировка допуска резьбы Допуск среднего диаметра и предельного отклонения формы полости винта. Верхнее предельное отклонение наружного диаметра внутренней резьбы не регулируется. В таблице приведены установленные допуски и посадочные поля Вы. 12.2. Длина резьбового соединения с посадкой с натягом: (1 1,25) 1, когда деталь с внутренней резьбой изготовлена из стали. (1.25 1.5) Части С чугунной внутренней резьбой.
Детали с внутренней резьбой выполнены из алюминиевых и магниевых сплавов. Дополнительные проверки подгонки требуются для других длин макияжа или других материалов. Для посадок с гарантированной плотной посадкой следует установить очень маленький допуск на средний диаметр. Для больших допусков комбинация размеров, которая создает наименьшую плотность, не гарантирует, что шип не будет вращаться. Для максимального затягивания шпилька может быть сломана или резьбовое гнездо. В связи с этим в случае затянутого винта устанавливается допуск на фактический средний диаметр винта.
Для точности раскроя уровня 2, для шпилек уровня точности 3 и 2 допуск до точности 2 определяется по формуле Т, (2) = 0,4Т ,, (6) = 36 ° С 4 44 ИТ, (2) = О.БЗТх, (6) = 48Р0 444 (12,8) (12-9) 12.2. Резьбовые допуски и совместимость — Совместим с полем допуска на винты R. мм VT I Сплав чугуна и алюминия 2g 2N5R 2N5S 2N5R 2N5S- Чугун, алюминий, магний-Зр (2) 2Н5Р (2) 2Н5С (2) 2Н5Р (2) 2Н5С (2) группа Sp (2) Sp (2) Новый сплав Зп (3) 2 Н4 Р (3) 2 Н4С (3) 2 Н4Б (3) Зп (3) 2 Н4С (3) Зп (3), разделенный на три группы P и e h ~ e.
Количество групп сортировки указано в скобках. Следовательно, допуск на резьбу гнезда на 2% больше, чем допуск. Для обеспечения более равномерного затягивания и увеличения прочности соединения резьбовые детали группируются и собираются из одной группы (см. Таблицу 12.2). При изготовлении плотной резьбы на наружном и внутреннем диаметрах обеспечивается гарантированный зазор для устранения засорения.
При установлении этих зазоров учитывайте, что после того, как винтовые пары привинчены из-за остаточной пластической деформации витка, внешний диаметр шпильки увеличивается, а внутренний диаметр винта с углублением уменьшается пропорционально увеличению интерференции. (В случае с пластиком). В результате фактический зазор между внешним и внутренним диаметрами намного меньше, чем нормализованный. Чтобы увеличить многократную прочность шипа, необходимо обеспечить зазор по внутреннему диаметру резьбы после завинчивания детали.
Что касается наружного диаметра, зазор после настройки детали может быть нулевым. Для винтов с натяжной посадкой устанавливаются половина допусков на угол профиля и шаг резьбы шпильки и раструба по длине с резьбой Отклонения между полушириной профиля и шагом резьбы контролируются только шпилькой. В случае вложенности эти отклонения предусматриваются при изготовлении соответственно точных резьбонарезных инструментов. Экспериментально установлено, что угол профиля резьбы близок к ошибке шага и максимально допустимое значение снижает крутящий момент на 10-25%, Угол профиля.
Погрешность половины угла профиля и шага затянутой резьбы должна быть сведена к минимуму. Поскольку на качество резьбовых соединений из-за посадки с натягом также влияют отклонения в форме резьбовых деталей, отклонения в форме наружной и внутренней резьбы, определяемые разницей между максимальным и минимальным фактическим средним диаметром, являются допусками среднего диаметра. Не должно превышать 25%. Перевернутый конус (то есть уменьшение диаметра от конца шипа до середины его длины) не допускается.
Точность формы резьбы в гнезде технически гарантирована и не может контролироваться напрямую. Посадки ZNbN Zr и ZNbN Zn разрешены к использованию без группировки. Эти посадки являются временными, и их использование требует дополнительной проверки. Пример обозначения резьбы: М12—2Н5С (2) Зр (2) — Поле допуска для наружного диаметра обозначенной наружной резьбы не показано. Кроме того, количество групп сортировки указано в скобках. Переходная посадка используется для одновременного заклинивания дополнительных шпилек вдоль конических ходов с резьбой, плоских буртиков и цилиндрических штифтов.
Смотрите также:
| Приведенный средний диаметр резьбы | Посадки с зазором |
| Суммарный допуск среднего диаметра резьбы | Посадки с натягом |
