
Оглавление:

Поверхности, размеры, отклонения и допуски
- ST SEV 145-75 устанавливает базовое определение допусков и подходит для деталей с гладкими цилиндрическими или плоскими параллельными поверхностями и их соединений. Примерами элементов таких частей и их соединений служат цилиндрическая поверхность с валом 14 диаметром 22 мм (см. Рис. 3.1), отверстиями ступиц для колес 16 и 18 и соединением перечисленных частей. вы. Параллельные плоскости, которые определяют поперечное сечение ключей 19 и размеры их канавок, а также соединение ключей с валом 14 и колесными канавками по ширине b = 6 мм.
Термины, используемые для других стандартных допусков соединений и фитингов, основаны на условиях, установленных в стандарте ST SEV 145-75 для гладких цилиндрических соединений. Поверхность детали может быть цилиндрической, плоской, конической, эвольвентной или сложной (нарезной, резьбовой). Кроме того, поверхность сопряжена и не соединена. Сопряженная поверхность — это поверхность, на которой детали собираются в сборочный узел, а сборочный узел собирается в механизм.
Общее освещение допустимо в помещениях, где механические измерения выполняются с низкой точностью, когда направление света не играет особой роли. Людмила Фирмаль
Не сочетающиеся или свободные — это конструктивно требуемые поверхности и не предназначены для соединения с поверхностью других компонентов. Рей. Следовательно, рисунок 3.1. Сопряженная поверхность представляет собой цилиндрическую поверхность с валом 14 и колесом диаметром 22 мм, шлицевую поверхность блока 5 вала зубчатой передачи и эвольвентную рабочую поверхность зубьев зубчатого колеса. Не сопрягаемые торцевые поверхности обода колес 16 и 18, поверхность диска, наружная поверхность буртика с валом 14 диаметром 25 мм.
Включает в себя внутренние цилиндрические поверхности и внутренние поверхности с параллельными плоскостями (отверстия для ступиц, шпоночных пазов и т. Д.). Они условно называются дырами. Диаметр отверстия указывает D. Внешняя поверхность (цилиндрическая поверхность вала 14 диаметром 22 мм, сторона дюбеля) покрыта. Они условно называются валами и обозначаются 1. Размеры представляют собой числовое значение линейной величины (диаметр, длина и т. Д.) И делятся на номинальные, действительные и пределы.
В машиностроении и машиностроении все размеры технической документации указаны и указаны в миллиметрах. Номинальный размер (обозначенный O) — размер отношения, для которого определяется предельный размер и рассчитывается отклонение. Номинальные размеры — это основные размеры детали или ее соединения. Они указываются на основании результатов расчета деталей на прочность, жесткость, износостойкость и другие критерии производительности или на основании конструктивных, технических и эксплуатационных соображений.
Сопрягаемые поверхности имеют общий номинальный размер. Обычно номинальные значения размеров округляются в большую сторону (ГОСТ 6636-69 или .ST СЭВ 514-77). Предположим, исходя из прочности, что диаметр вала 14 под колесом 16 был получен равным 20,6 мм. Расчетное значение серии Округлите до A10 (ГОСТ 6636-69 или ST SEV 514-77) и возьмите номинальный диаметр вала O = 22 мм от расчетного сечения. Этот размер также является номинальным диаметром отверстий в ступице колеса 16 и соединением этих частей.
Диаметр оставшейся поверхности вала спроектирован конструктивно с учетом прочности, технологичности конструкции и требований к сборке вала и других деталей. Фактический размер (Pr, yr) — размер, установленный измерением с допуском. Погрешность измерения и, следовательно, выбор средств измерения должны быть скорректированы с требуемой точностью для конкретного размера. Это Высокоточные измерения с небольшими ошибками выполняются сложными приборами, дороги и не всегда технически осуществимы.
Например, поверхность фланца диаметром 25 мм вала 14 может быть обработана и измерена с гораздо меньшей точностью, чем сопряженная поверхность того же вала диаметром 22 мм. Максимально допустимый размер — размер два, который необходимо поместить между или может быть равен фактическому размеру. Больший из двух предельных размеров называется максимальным предельным размером (P, radius, Apax) , а меньший из двух называется минимальным предельным размером (Otp, dtm).
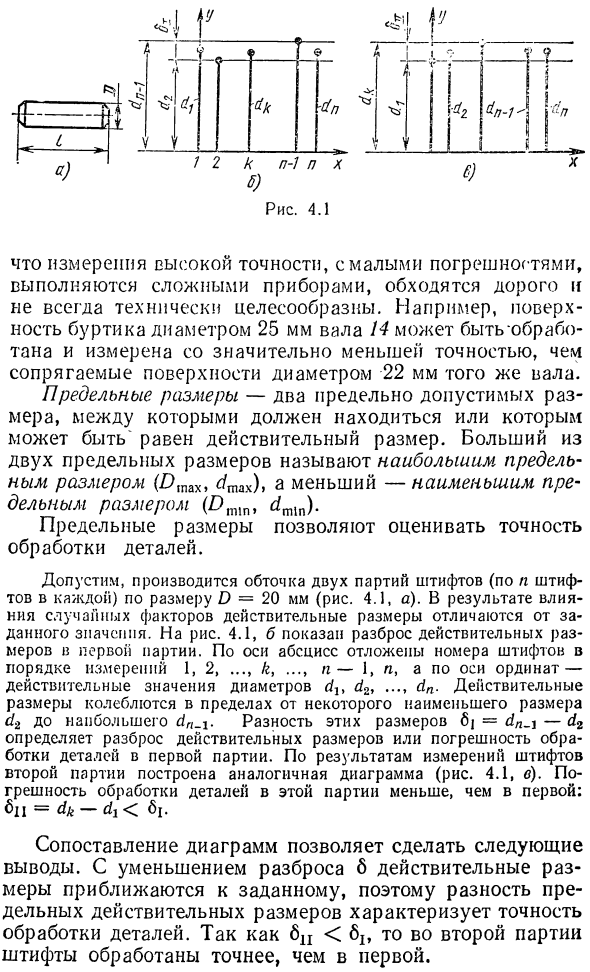
Ограничение размера позволяет оценить точность обрабатываемых деталей. Предположим, что две партии штифтов обработаны с размером O = 20 мм (n штифтов каждая) (Рисунок 4.1, а). Фактические размеры могут отличаться от установленных значений из-за случайных факторов. На рис. 4.1, б показан график рассеяния фактического размера первой партии. Горизонтальная ось показывает количество пинов в порядке измерения 1, 2, …. К. р-1, р и ордината Фактический диаметр 4, .. ^ p-real Размер варьируется от минимального размера c12 до максимального 4P-1-.
Разница между этими размерами составляет 6. = Ля 1-б2 определяет фактическое изменение размеров или ошибку при обработке деталей первой партии. Аналогичная диаграмма создается на основе результатов второй партии измерений штифтов (рис. 4.1, в). Ошибка при обработке деталей в этой партии меньше, чем у первой: 6c = 1k- Сравнивая цифры, вы можете сделать следующие выводы: Когда разброс 6 уменьшается, фактические размеры приближаются к заданным значениям, поэтому различия в пределах фактических размеров характеризуют точность обработки детали.
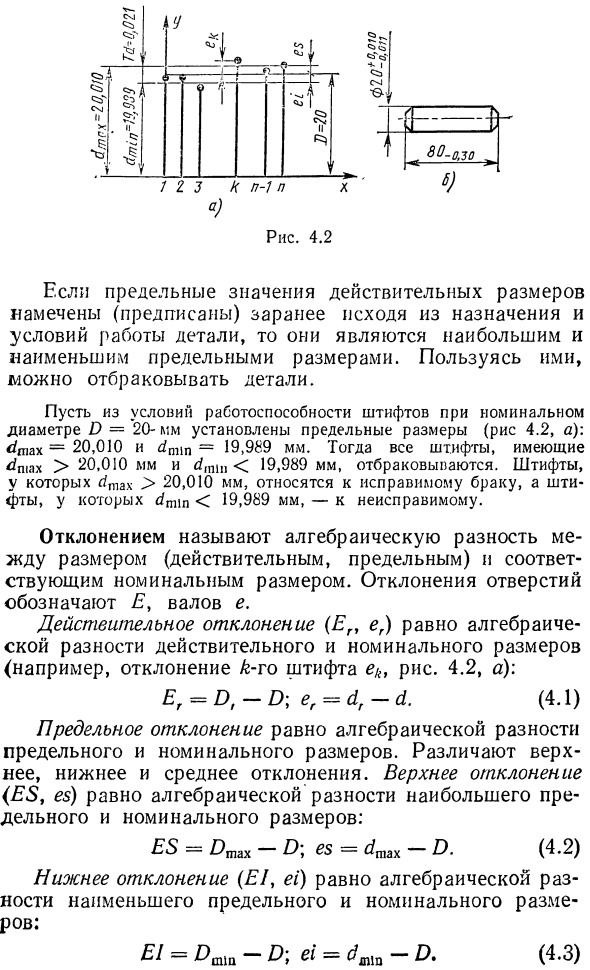
Из-за 6P br штифты второй партии обрабатываются более точно, чем первая партия. Если фактические пределы размеров предварительно запланированы (определены) на основе назначения и условий работы детали, они являются максимальными и минимальными размерами пределов. Вы можете использовать их, чтобы отклонить части. Устанавливают предельные размеры из требований к работоспособности штифта с номинальным диаметром O = 20 мм (рис. 4.2, а): umax-20.010 и ich1n = 19,989 мм.
- Затем все штифты с pi pi 20,010 мм и n1n 19,989 мм отклоняются. Штифты с YTS 20,010 мм относятся к браку с замком, штифты с YTS 19,989 мм не подлежат ремонту. Отклонение — это алгебраическая разница между размером (действительным, пределом) и соответствующим номинальным размером. Отклонение отверстия указывает на E и вал e. Фактическое отклонение (Er, er) равно алгебраической разнице между фактическим и номинальным размерами (например, отклонение e ^ оси Ath, рис. 4.2, а): E, = O, -O; er = d, -d. (4,1) Предельное отклонение равно алгебраической разнице между предельным размером и номинальным размером.
Различают верхнее, нижнее и среднее отклонение. Верхнее отклонение (E8, ev) равно алгебраической разнице между максимальным размером и номинальным размером. E8 = Ptah-O; ev = c так-я. (4.2) Низкое отклонение (E1, e) равно алгебраической разнице между минимальным пределом и номинальным размером. E7 = OSH1P-I; e1 = Авария-I (4-3) Среднее отклонение (Et, em) равно полусумме верхнего и нижнего отклонений. Et = 0,5 (EE + E7); em = 0,5 (ez + ) (4-4) Отклонение является алгебраической величиной и может быть положительным, если предел или фактический размер больше номинального значения.
Необходимо отметить ступенчатый характер кривой, создаваемый наличием множества горизонтальных сегментов. Людмила Фирмаль
Отрицательный, если предел или фактический размер меньше номинального значения, ноль, если указанные размеры равны. Поэтому всегда следует учитывать признаки отклонения, а уравнения (4.1) — (4.4) не допускают выводимых перестановок. В ссылках в принципе отклонения приведены в микрометрах. На чертежах это должно быть указано в миллиметрах. При выполнении расчетов удобно использовать микрометр в качестве единицы отклонения. Пример 4.1. Определить пределы и среднее отклонение штифта с О = 20 мм, мм-20,010 мм, щщщ = 19,989 мм. Решение.
Согласно уравнениям (4.2) — (4.4), -B = = 20,010-20 = 0,010 мм; = 4msh-O = 19,989-20 = -0,011 мм; em = 0,5 (ez + e) = 0,5 0,010 + (-0,011 = -0,0005 мм. Значения верхнего и нижнего отклонения для чертежей и других технических документов отображаются в миллиметрах со знаком сразу после номинального размера. Если абсолютные значения отклонений различны, отклонения будут размещены одно над другим (ниже верха) и записаны с меньшим числом, чем допустимо при номинальном размере. Следовательно, размер штифта составляет O = 20 мм, с использованием отклонения, рассчитанного в Примере 4.1, на чертеже описывается: 020 + ° — ° (см. Рисунок 4.2, б).
Оба отклонения должны иметь одинаковое количество символов (запись 0 20+ , § 1 неверна). Если абсолютные значения отклонений одинаковы, а знаки разные, отображается только одно отклонение ± 10 (например, 0 10 ± 0,011). Отклонения, равные нулю, могут быть опущены. Например, записи 80 унций, унций и 80 унций (рис. 4.2, б) являются правильными, что означает, что верхнее отклонение равно нулю, а нижнее отклонение отрицательно. Если диаметр отверстия O = 22 имеет отклонение EE = 21 мкм и E1 = 0, то на чертеже должно быть написано 0 22 + 0-021 или 0 22 + 0-021.
Предельные отклонения, а также пределы размеров характеризуют точность фактических размеров и погрешности в обработанных деталях. Пример Для 4,2-контактной партии O = 20 мм установлен предельный размер Lpax = 20,010 и 4 м = 19,989 мм, а предельное отклонение равно ez = 0,010 и e1 = -0,011 мм. Во время отбраковки были обнаружены штифты с фактическими размерами 41 = 20,016 и 42 = 19,982 мм. Определите пригодность этих выводов. Решение. Сравнение фактического размера с предельным размером показывает, что для первого штифта 41 4max больше, чем 0,006 мм (4) -4max = 20,016-20,010 = 0,006).
Во втором случае 42 составляет менее 4 тс на 0,007 мм (42-4 ч = 19,982-19,989 = -0,007). Рассчитайте фактические отклонения согласно уравнению (4.1) и сравните их с пределами. e1 = 4 -O = 20,016-20 = 0,016 мм; e2 = 4 -O = 19,982-20 = -0,018 мм. Для первого штифта er на 0,006 больше, чем ez (e, -ez = 0,016- 0,010), для второго штифта er на 0,007 мм меньше, чем e1 e2-e = 0,018 — (- 0,011) = 0,007 . Следовательно, фактический размер и фактическое отклонение первого штифта на 0,006 мм больше максимума, а второго штыря на 0,007 мм меньше, поэтому, независимо от метода расчета, оказывается, что оба штыря плохие Я сделал.
Поэтому для обработки детали и оценки точности ее изготовления необходимо указать критические размеры или предельные отклонения. Чтобы составить стандартную таблицу для допусков и посадок, гораздо удобнее использовать предельное отклонение, а не предельный размер при выполнении многих вычислений и выполнении многих измерений. Поэтому стандартные таблицы допусков и посадок показывают числовые значения для отклонений вверх и вниз. В таблице отклонения, в принципе, указаны в микрометрах и всегда подписаны.
Понятие толерантности по размеру. Фактические изменения размеров неизбежны, но производительность компонентов и их соединений не может быть ухудшена. То есть фактические размеры соответствующей части должны быть в допустимых пределах. В каждом случае это определяется предельным размером или предельным отклонением. Отсюда и концепция толерантности к размеру. Допуск (T-общее обозначение, TO-отверстие, Ty-вал) равен разнице между максимальным и минимальным предельным размером тогда = Pn от топора-1n; TD = dsh1a-dtm (4-5) (4-6).
Или абсолютное значение алгебраической разницы между верхним и нижним отклонениями T0 = E8-E1; (4,7) Ty = ez-eE (4.8) Посмотреть вывод уравнений (4.7) и (4.8). Из уравнений (4.2) и (4.3) и рисунка: 4.2, а, максимальный и минимальный лимит размеров являются номинальными размерами Равен сумме соответствующих предельных отклонений Ota = 0-1-05; OSH1P = O + E1. (4.9) nP1ax = O + ez; 4m P = O + e. (4.10) Подстановка значения предельного размера из уравнения (4.9) в уравнение (4.5) дает TO = G) + EZ- (B + EG). Теперь, когда мы уменьшили эти члены, мы получили уравнение (4.7), которое определяет допуск на отверстие из-за предельного отклонения. Уравнение (4.8) выводится аналогично.
Допуск всегда положительный, независимо от метода расчета. На чертежах допуски указаны только предельными отклонениями, например, 0 S ± o o oo5- Пример 4.3 Расчет предельного размера и отклонения отклонения. Дано: 4tax = 20,010 мм; ОЦК = 19,989 мм; EZ = 10 мкм; E (= -11 мкм. Решение. 1. Рассчитайте допуск по предельному размеру в соответствии с уравнением (4.6): Td = 20,010-19,989 = 0,021 мм. 2. Рассчитайте максимальный допуск на отклонение согласно уравнению (4.8): Tc1 = 10 — (- 11) = 21 мкм = 0,021 мм. Пример 4.4 Укажите символы осей и отверстий (указанные в решении) для определения номинальных и критических размеров, отклонений и допусков (в мм и мкм).
Решение. 1. Val 0 22 ^ d od . На чертеже номинальные размеры с отклонениями всегда указаны в мм, поэтому O = 22 мм. ez = = 0,015 мм = 15 мкм; e = 0,002 мм = 2 мкм. Уравнение (4.10) * max = 20000 + 0,015 = 20,015; 4t1n = 20000 + 0,002 = 20,002 мм. Вал на основе уравнений (4.6) и (4.8) Допуск: Ta = 20,015-20,002 = = 0,013 мм; Ta = 15-2 = 13 мкм. 2. Отверстие 02О + ° 1021: О = 20 мм. EZ = 0,021 мм = 21 мкм; E = 0; согласно уравнению (4.9), Otam = 20,021; отто = 20 мм; согласно уравнению (4.5) (4.7), TO = 20,021-20 = 0,021 мм; TO = 21-0 = 21 мкм. 3. Вал 0 80 ° o, oe: O = 80 мм. ez = 0; e = -0,03 мм = -30 мкм; 4tax = 80 в соответствии с уравнением (4.10); 4t1n = 80-0,03 = 79,97 мм; в соответствии с уравнениями (4.6) и (4.8) Ta = 80-79,97 = 0,03 мм; Ta = 0 — (- 30) = 30 мкм.
Смотрите также:
Решение задач по допускам и посадкам
| Взаимозаменяемость и точность размеров | Графическое изображение допусков и отклонений |
| Меры, обеспечивающие взаимозаменяемость. Эффективность взаимозаменяемости | Единица допуска и понятие о квалитетах |
