
Оглавление:

Принципы построения средств измерения и контроля
- Принцип Тейлора. Если есть ошибка в форме и относительном положении элемента формы сложной детали в соответствии с принципом Тейлора, надежное определение того, соответствуют ли общие размеры профиля указанным пределам, определяется пределами проходов и проходов. Это возможно только в том случае, если ГОСТ 25346-82 (СТ СЭВ 145-75) 1, например, имеет фактическое значение максимального размера и минимального размера.
Следовательно, продукт должен проверяться более точно, по крайней мере, дважды, в соответствии с двумя схемами контроля, которые используют сквозные калибры и сквозные калибры. Шаблон) и поверхность (коле-пробка и т. Д.). Большинство универсальных и специальных измерительных и контрольных инструментов находятся в точечном контакте с контролируемым продуктом и выполняют локальный контроль размеров в одной или нескольких секциях. Такое управление не гарантирует, что дефектные продукты будут в хорошем состоянии.
Лучи от источника света направляются зеркалом 1 в щель трубки и, преломляясь трехгранной призмой 2, проходят через шкалу, имеющую 200 делений и нанесенную на плоскость стеклянной пластинки 3. Людмила Фирмаль
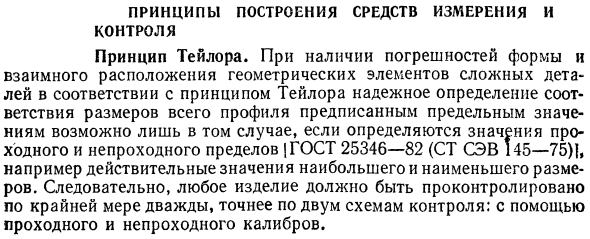
Контроль становится более сложным, когда предъявляются требования к допуску к неадекватным дефектным изделиям из-за недоступных ограничений. В этих случаях используется двух- или трехкоординатный станок (см. Главу 7) или устройство, которое обеспечивает непрерывный непрерывный мониторинг на определенных этапах текущего размера детали. На фиг.6.6 показана схема управления радиусом цилиндрического участка 2, расположенного вдоль спиральной линии. Зубчатое колесо 8 вращает винт 4 так, что каретка 7 с преобразователем перемещается в продольном направлении. Шаг p спирали, в которой расположены контролируемые размеры р = г ^ г ^ (6.3) Где — шаг винта. Количество зубьев 21 и шестерни 8 и 1.
Преобразователи 3 и 6 включены в дифференциальную схему, которая может корректировать различия в положении контролируемой поверхности детали и ранее проверенной позиции модельного ряда 5. Метод, основанный на использовании линейного и поверхностного контакта между регулятором и поверхностью детали, в принципе обеспечивает высокую производительность и универсальность используемого инструмента, но позволяет надежно исключать деталь только в соответствии с пределом прохода. Вам. Во многих случаях выбор этих методов управления зависит от типа технического процесса, который приводит к небольшой ошибке в форме поверхности или относительном положении.
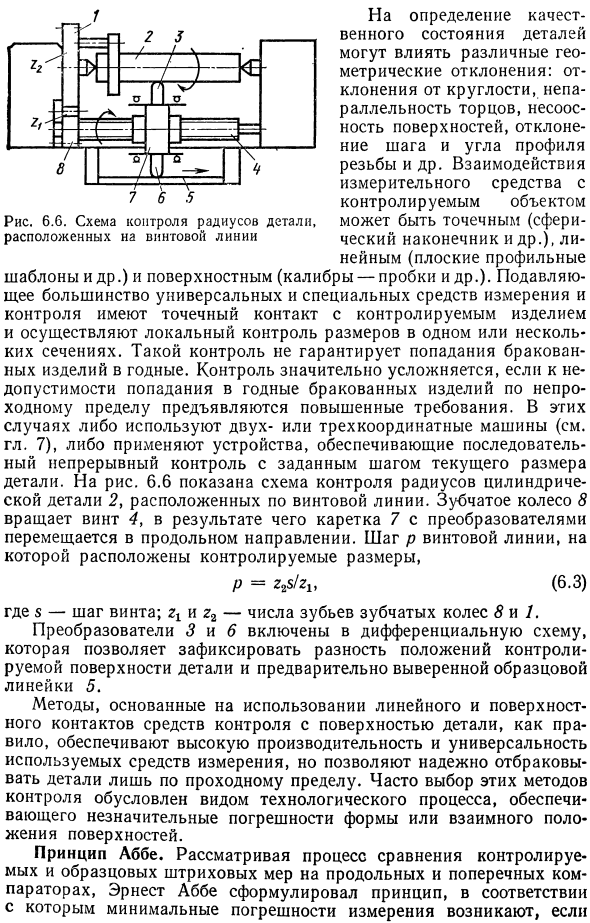
Принцип Аббе. Рассматривая процесс сравнения примерных измерений хода, контролируемых вертикальными и горизонтальными компараторами, Эрнест Аббе разработал принцип, согласно которому минимальная ошибка измерения возникает, когда: Контролируемый геометрический элемент и элемент сравнения находятся на одной линии — линии измерения. Принцип Аббе также применяется, когда ссылка движется медленно. Широко используется при выборе схемы, конструкции измерительного прибора, конструкции машины и т. Д. Однако, как правило, размещение элементов контроля и контрольных элементов в одной строке увеличивает размеры прибора, а в некоторых случаях используется параллельное размещение элементов сравнения.
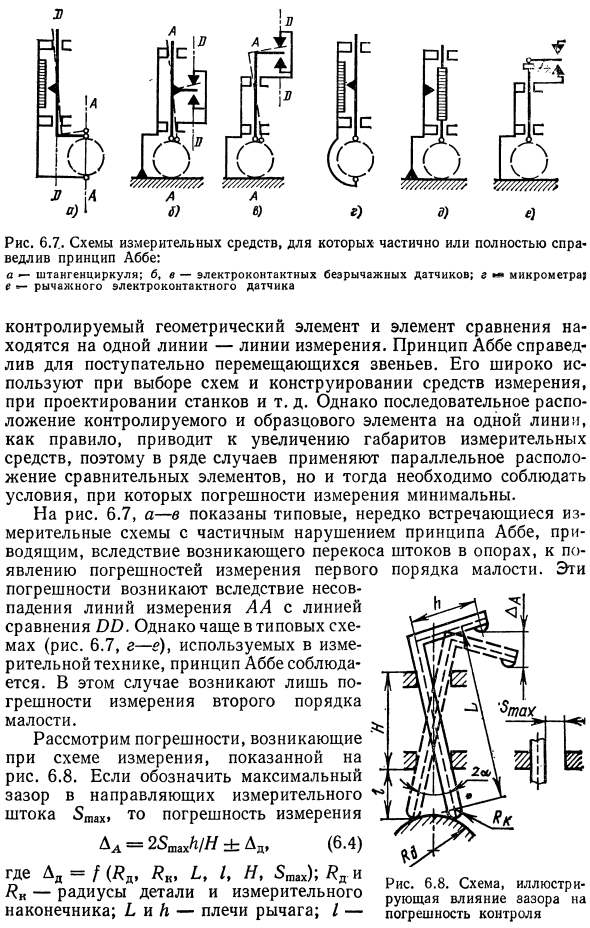
Однако вам все равно необходимо соблюдать условия, которые минимизируют погрешность измерения. Рисунок 6.7, a c, показывает типичную и часто встречающуюся схему измерения, которая частично нарушает принцип Аббе. Из-за смещения к основному, первое явление ошибки измерения Ошибка возникает из-за несоответствия между линией измерения АА и линией сравнения ОО. Однако принцип Аббе чаще встречается в стандартных схемах, используемых в методах измерения (рис. 6.7, d-e). В этом случае возникает только небольшая ошибка измерения второго порядка. Рассмотрим ошибки, которые возникают в схеме измерения, показанной на рисунке. 6.8.
Если максимальный зазор указан направляющей измерительного стержня 5pih, погрешность измерения Стержень в опоре, в порядке возрастания. эти Рисунок 6.8. Диаграмма, показывающая влияние клиренса на ошибки контроля Да = 25 ^ 7 ± Дд, (6.4) где Дд = МЯд, Лв, б, I, Н и Lk-радиус детали и измерительного наконечника. L и L — плечи рычага. I — Расстояние от нижней опоры до контролируемой поверхности детали. H — расстояние между опорами. В рассматриваемом случае Dn имеет отрицательный знак. Qa = (^ q + ^ k) 2-c2- + (I + p ) (1-cosa); с = (II 2 + 1) 81n a; 81n a = 8 ^ H, (6,5) Где а — угол перекоса измерительного стержня.
Из анализа уравнения (6.4) можно сделать вывод, что для уменьшения погрешности измерения необходимо уменьшить плечо рычага L, увеличить расстояние между опорами H и уменьшить зазор опоры 5 Pax. Если все остальное равно, рисунок 6.7, б на рисунке создает более высокую точность, чем схема на рисунке. 6,7, с. Эго объясняется не только большим расстоянием между опорами первой схемы, но и высочайшим удовлетворением принципа кратчайшей размерной цепочки.
- В соответствии с этим принципом не только наименьшее количество звеньев в цепи, но и наименьшее количество отдельных звеньев в направлении измерительной линии (такое же количество звеньев) обеспечивает более высокую точность измерений. Элементы 6.7, c для сравнения цепей на фигуре расположены поверх аналогичных элементов схемы на фигуре, поэтому звенья во второй схеме, 6.7, b, менее подвержены силовым и температурным деформациям. Принцип типа связи и выбора параметров. При выборе рычажного механизма принцип Аббе не применяется, но в этом случае также необходимо выдерживать определенные требования, то есть соблюдать неизменность и высокую точность передаточного числа.
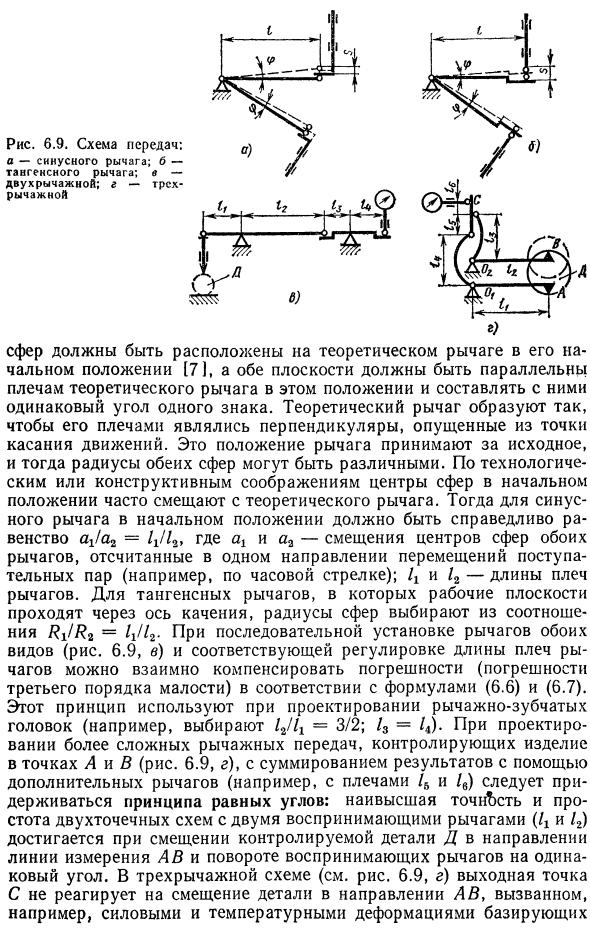
Характерной особенностью рычажной передачи является наличие скользящего контакта в сопряженной точке между сферической поверхностью и плоскостью. Сферический отбор-планарное сопряжение предопределено тем, что такие элементы могут быть выполнены с высокой точностью. Как только тип рычага, его номер и тип шарнира определены, проблему можно считать решенной. Если сфера находится на центральной оси (рычаг со сферой), конъюгат называется синусом (синусоидальный рычаг).
Этот зазор не должен быть слишком большим — чем он меньше, тем равномернее распределяется нагрузка на тела качения. Людмила Фирмаль
Если шарнирное звено имеет плоскость, которая соприкасается с сферами на переводящем звене, то сопряжение называется касательной (касательный рычаг). Для синусового рычага (рис. 6.9, а) основная зависимость, связывающая перемещение пяти поступательных звеньев с длиной рычага I и углом поворота p, составляет: 5 = I 81P p I ( p- 3 6 + ); (6.6) Для тангенциального рычага (США 6,9, б) 5 = 1§Ф (Ф + Ф3 3 + ) (6.7) В результате при обеих связях систематические ошибки пропорциональны f3, но признаки этих ошибок различны. Кроме того, ошибка тангенциального рычага в два раза больше, чем синусового. Чтобы уменьшить влияние систематических ошибок, оба плеча одного и того же рычага должны быть однотипными: синус или тангенс. центр).
Сфера помещается на теоретическом рычаге в начальном положении 171, и обе плоскости параллельны теоретическому плечу рычага в этом положении и должны иметь одинаковый символ под тем же углом. Теоретический рычаг сформирован так, чтобы плечо было вертикальным, опущено от точки контакта движения. Это положение рычага считается исходным положением, а радиус обеих сфер может быть разным. По техническим или структурным причинам центр сферы в исходном положении часто смещен относительно теоретического рычага.
Затем, для начального синусового рычага, уравнение a ^ ij = 1 ^ 1 ^ должно быть действительным. Где a1 и aa — смещения центров сфер обоих рычагов и учитываются в одном направлении (например, по часовой стрелке) движения поступательной пары. Используйте 4 и 4 плеча. Если рабочая плоскость представляет собой тангенциальный рычаг, который проходит через ось вращения, радиус сферы выбирается из следующего соотношения = 11 Согласно уравнениям Ig (6.6) и (6.7) Этот принцип используется в конструкции головок рычажных передач (например, выберите = 3 2; 13 = 4).
Если вы разрабатываете более сложную связь, которая контролирует продукт в точках A и B (рис. 6.9, d), используйте дополнительные рычаги для суммирования результатов (например, arm 6 и c) Необходимо соблюдать принцип: двухточечная цепь с двумя чувствительными рычагами (^ и 2) для максимальной точности и простоты перемещает контролируемую деталь D в направлении измерительной линии AB и перемещает чувствительный рычаг Это достигается вращением под тем же углом. В схеме с тремя рычагами (см. Рисунок 6.9, d) выходная точка C не реагирует на смещение детали в направлении AB, например, вызванное деформацией базовой силы и температуры Элемент.
Однако, если определенное соотношение рычагов сохраняется, точка контакта с измерительной головкой с добавочным рычагом является стационарной: 4 = 2; AB = OxOg и 4 ( , -4) = 1 1 — например, часто выбирают соотношение 2 2 4 = 1 2. 8 2 = 1 3; 1b 1v-1 2. Уменьшая количество промежуточных рычагов, Ceteris paribus (например, неизменное передаточное число) повышает точность трансмиссии, поэтому изготавливается мало передач с более чем четырьмя рычагами. Рычажная передача не только может гарантировать высокую точность измерений, но также имеет доминирующее распределение благодаря более широкой расчетной способности положения измерительной головки по сравнению с парой перевода.
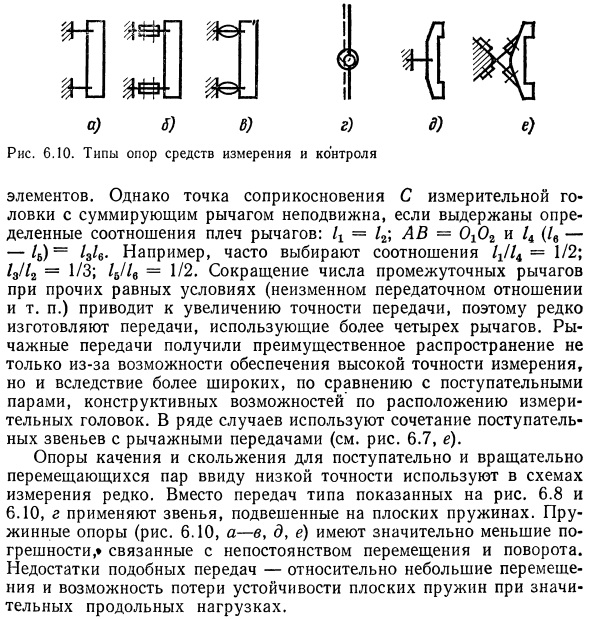
В некоторых случаях используется комбинация трансляционных ссылок и связей (см. Рис. 6.7, e). Из-за низкой точности поступательные и вращательные пары подшипников качения и скольжения редко используются в схемах измерений. Примените звенья 6.8 и 6.10 и звенья, подвешенные на листовых рессорах, вместо показанного типа шестерни. Опора пружины (рис. 6.10, a — c, e, e) имеет значительно меньше ошибок, связанных с несовпадением движения и вращения.
Недостатки таких зубчатых колес состоят в том, что смещение относительно невелико и устойчивость листовых рессор при значительных продольных нагрузках может быть потеряна. Аббат принцип. Рассматривая процесс сравнения примерных измерений хода, контролируемых вертикальными и горизонтальными компараторами, Эрнест Аббе разработал принцип, согласно которому минимальная ошибка измерения возникает.
Смотрите также:
