
Оглавление:

Понятие о номинальном, действительном и предельных размерах, предельных отклонениях, допусках и посадках
- Основные термины и определения установлены ГОСТ 25346 82 (СТ СЭВ 145 75). Номинальный размер (O, d, I и т. Д.) — размер, который служит отправной точкой для отклонения и от которого определяется предельный размер. Для деталей, которые составляют соединения, номинальные размеры являются общими. Номинальный размер рассчитывается на основе прочности и жесткости, а также полноты геометрической формы для обеспечения технологичности конструкции изделия.
Для уменьшения количества размеров заготовок и деталей, режущего и измерительного инструмента, пресс-форм, приспособлений и облегчения типизации технических процессов размеры, полученные расчетным путем, соответствуют значениям, указанным в ГОСТ 6636. Округлено (обычно округлено в большую сторону) 69 (СТ СЭВ 514-77). Строки с нормальными линейными размерами (диаметр, длина, высота и т. Д.) Построены на наборе предпочтительных чисел (ГОСТ 8032 56), но значения слегка округлены (см. Подраздел 3.1).
Номинальный размер и предельные отклонения исходного звена задаются в технических требованиях детали и изделия Прямую задачу решают несколькими способами, из которых наибольшее применение получил способ допусков одного квалитета. Людмила Фирмаль
Размеры технической совместимости, размеры в соответствии с другими принятыми размерами и размеры, указанные в определенных стандартах на продукцию (например, средний диаметр резьбы), могут не соответствовать ГОСТ 6636-69. Есть. Фактический размер — размер, установленный измерением и без ошибок. Термин был введен потому, что невозможно изготовить детали с точными требуемыми размерами и измерить их без ошибок. Из-за износа, упругости, остатков, термической деформации и других причин фактический размер деталей машины в работе отличается от ExzME3, определенного в статическом состоянии или во время сборки. Эта ситуация должна учитываться при анализе точности общего механизма. Рисунок 1.1.
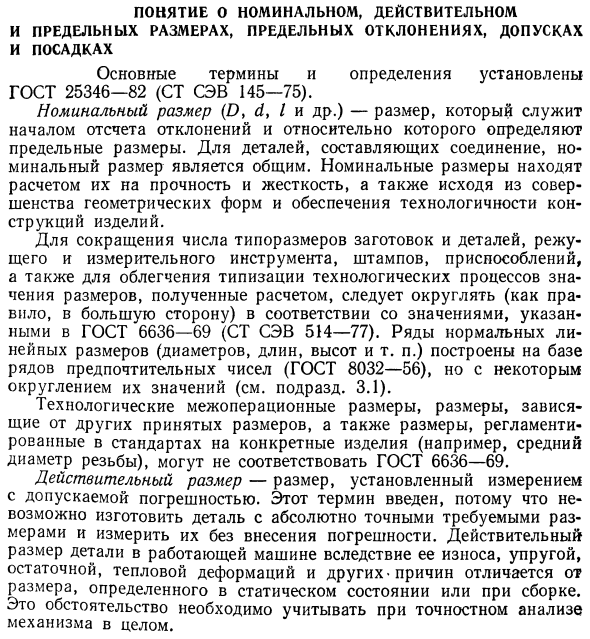
Вертикальное поле допуска отверстия и вала положительное, а отклонение вала Негативная посадка) Разрыв (отклонение Максимальный размер детали равен двум максимально допустимым размерам и должен быть расположен между ними, или он может совпадать с фактическим размером соответствующей детали. Самый большой из них называется максимальным размером лимита, а самый маленький называется минимальным размером лимита. Запишем их как Още и Ошш. Для отверстий yshah и yshsh — для валов (рис. 1.1, o).
Сравнивая фактические размеры и пределы, вы можете определить пригодность детали. ГОСТ 25346 82 устанавливает концепцию ограничения размера транзита. Сквозной лимит — это термин, который применяется к двум терминам предельного размера, соответствующим максимальному количеству материала. То есть верхний предел вала и нижний предел отверстия (если вы используете предельный датчик, мы поговорим о предельном размере, проверяемом проходным датчиком).
Предел непроницаемости — это термин, применяемый к двум критическим измерениям, соответствующим минимальному количеству материала. То есть нижний предел вала и верхний предел отверстия (при использовании ограничительного датчика мы будем говорить о предельном размере, проверяемом калибром не пускают ). Убедитесь, что функциональные требования системы допуска соблюдаются в максимально возможной степени А для посадки критический размер указанной длины должен интерпретироваться следующим образом.
В случае отверстия, наибольшее нормальное воображаемое, которое может быть выгравировано в отверстии, чтобы установить тесный контакт с наиболее заметной точкой на поверхности (размер полностью геометрической сопрягаемой части, смежной с отверстием без зазора) Диаметр цилиндра не должен быть меньше предела размера прохода. Кроме того, максимальный диаметр где-то в отверстии не должен превышать предел размера, который не может быть пройден. В случае вала, наименьшее правильное значение, которое можно описать вокруг вала, чтобы обеспечить тесный контакт с наиболее заметными точками на поверхности (размер полностью геометрической сопрягаемой части, прилегающей к валу без зазоров) Мнимый диаметр цилиндра не должен быть больше предела размера прохода.
Кроме того, минимальный диаметр вала не должен быть меньше предела размера прохода. Для упрощения чертежа было введено предельное отклонение от номинального размера. Верхнее предельное отклонение E5, ez — алгебраическая разница между максимальным и номинальным размерами. Нижние предельные отклонения E1 и e1 являются алгебраическими различиями между минимальным и номинальным размерами. E5 = Etp-O для отверстий, E1 = От B-O; ez = = ^ max для валов. -O , e = ^ u n-b (см. Рис. 1.1, а). Фактическое отклонение — это алгебраическая разница между фактическим размером и номинальным размером.
Отклонение является положительным, если предел или фактический размер больше номинального, и отрицательным, если указанный размер меньше номинального. На чертеже номинальные и максимальные линейные размеры и их отклонения указаны в миллиметрах без указания единиц (ГОСТ 2.307 68). Например, 422o1o1z. 421 °: o2 ; 5О2оЖ42 * ° и; 42 o.oz5, угловые размеры и максимальные отклонения — градусы, минуты, секунды, например, 0 ° 30 40 . Максимальное отклонение в таблице допусков указано в микрометрах.
Если он равен, будет показан один раз в ±, рядом с номинальным размером, например, 60 ± 0,2; 120 ° ± 20 °, отклонение, равное нулю, на рисунке не показано, будет применено только одно отклонение. Положительный вместо верхнего отклонения или отрицательный вместо нижнего отклонения, например, 200 ol; 200 + 012. Допуск T (от широты до Toeegaps-допуск) представляет собой разницу между максимальным и минимальным допуском параметра. Размерный допуск T является абсолютной величиной разницы между максимальным и минимальным размерами или алгебраической разницы между верхним и нижним отклонениями. Терпимость всегда позитивна.
Определяет допустимое поле рассеяния фактических размеров соответствующих деталей в партии, то есть заданную точность изготовления. Повышенная толерантность Обычно качество продукции снижается, но производственные затраты снижаются. Чтобы упростить допуск, вы можете нарисовать диаграмму в виде поля допусков (рисунок 1.1.6). В этом случае ось продукта (не показана на рисунке 1.1.6) всегда располагается ниже рисунка. Поле допуска — поле, ограниченное вертикальным отклонением.
Поле допуска определяется значением допуска и его положением относительно номинального размера. На графическом дисплее поле допуска окружено двумя линиями, которые соответствуют вертикальному отклонению от нулевой линии. Нулевая линия — линия, соответствующая номинальному размеру, где размер задержки отображается при графическом изображении допусков и посадок. Если нулевая линия горизонтальна, положительные отклонения затем выстраиваются и отрицательные отклонения.
Две или более движущиеся или неподвижно соединенные части называются сопряжением. Поверхности, соединяющие детали, называются сопряжениями. Оставшаяся поверхность называется несопряженной (свободной). Это различает сопрягаемые и нематерирующие (свободные) размеры поверхности. Существует женская и мужская поверхность для соединения компонентов, которые входят друг в друга. Вал — термин, используемый для обозначения внешнего (охватывающего) элемента (поверхности) детали. Отверстие — термин, используемый для обозначения внутреннего (охватывающего) элемента (поверхности) детали.
- Термины отверстие и вал относятся не только к цилиндрическому сечению круглого сечения, но также к элементам деталей различной формы, например, ограниченным двумя параллельными плоскостями (канавки, шпонки). Главный вал — вал с отклонением верхнего вала от нуля (ee = 0). Основное отверстие — это отверстие с меньшим отклонением нуля (E1 = 0). Допуски на размеры для женских и наружных поверхностей уменьшены до допусков отверстий GO и допусков вала T 1 соответственно. Посадка — это характер соединения деталей, определяемый размером результирующего зазора или помехи.
Посадка характеризует относительную свободу перемещения соединяемых частей или степень сопротивления взаимному смещению. В зависимости от взаимного расположения полей допусков отверстия и вала посадка будет выглядеть следующим образом: зазор (см. Рисунок 1.1), посадка с натягом или переходный процесс, могут быть получены как зазор, так и посадка с натягом. , На рисунке показана схема для различных полей посадочных пособий. 1.2. Если размер отверстия больше размера вала, зазор 8 — это разница между размером отверстия и размером вала.
Для размеров свыше 500 до 3150 мм установлено сокращенное число полей допусков, и они смещены в сторону более грубых квалитетов по сравнению с рядами для размеров от 1 до 500 мм. Людмила Фирмаль
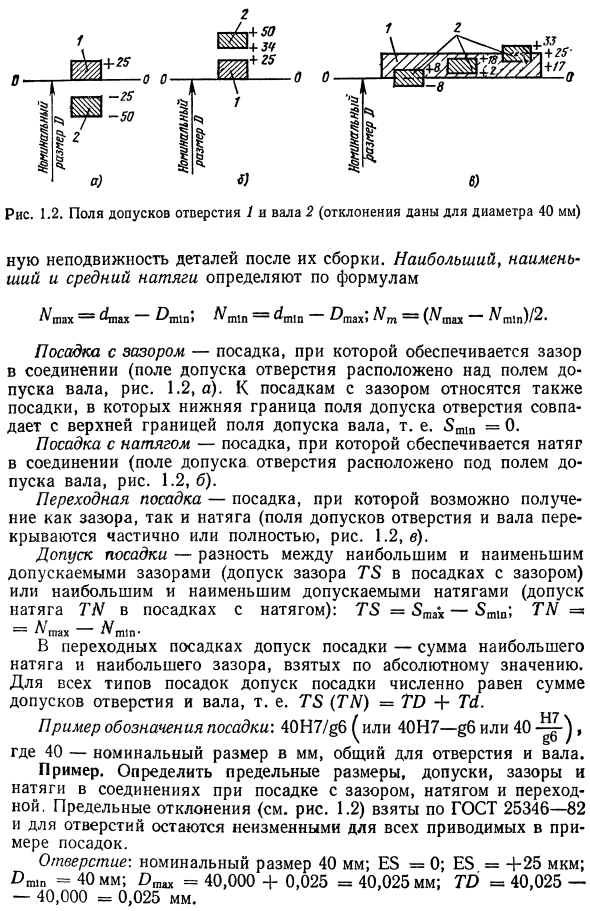
Зазор позволяет относительное перемещение собранных частей. Максимальный, минимальный и средний разрывы определяются по формуле 5n x = Oh.xth n1n; 5sh1p = Du1p-4tah; 5t = (5ga + 5sh10) 2. Если размер N-вала предварительной нагрузки больше, чем размер отверстия, разница между размером вала и размером отверстия перед сборкой. Предварительная нагрузка Новая неподвижность деталей после сборки. Максимальная, минимальная и средняя герметичность определяется по формуле L tah = 4 -Ощ1п; Lgt10 = ym 0-Otch, It = (Ita-Lgga1n) 2. Посадка с посадкой с зазором, где зазор закреплен соединением (поле допуска отверстия находится выше поля допуска вала, рис. 1.2, а).
Посадки с зазорами также включают посадки, в которых нижний предел допуска отверстия соответствует верхнему пределу допуска вала, т.е. 8 = 0. Посадка с натягом — это посадка, где на соединении предусмотрена посадка с натягом (поле допусков отверстий на рисунке 1.2.6 находится ниже поля допусков вала). Временная посадка-посадка, которая может обеспечить как зазор, так и помехи (поля допусков отверстия и вала частично или полностью перекрываются, рис. 1.2, в).
Разница в допуске на посадку между максимальным и минимальным допустимым зазором (допуск на зазор T8 для установки с зазором) или максимально допустимой минимальной герметичностью (для плотной посадки — 7M интерференционная посадка): T8 = 8gaa1-8tsh; TI = A; максимум- LHm 0. Для переходных посадок допуск на посадку представляет собой сумму максимальных помех и максимального просвета, полученных в абсолютных значениях. Для всех типов посадок допуск на посадку численно равен сумме допусков на отверстия и вал. То есть 73 (ВЫ) = 70 4-ТА.
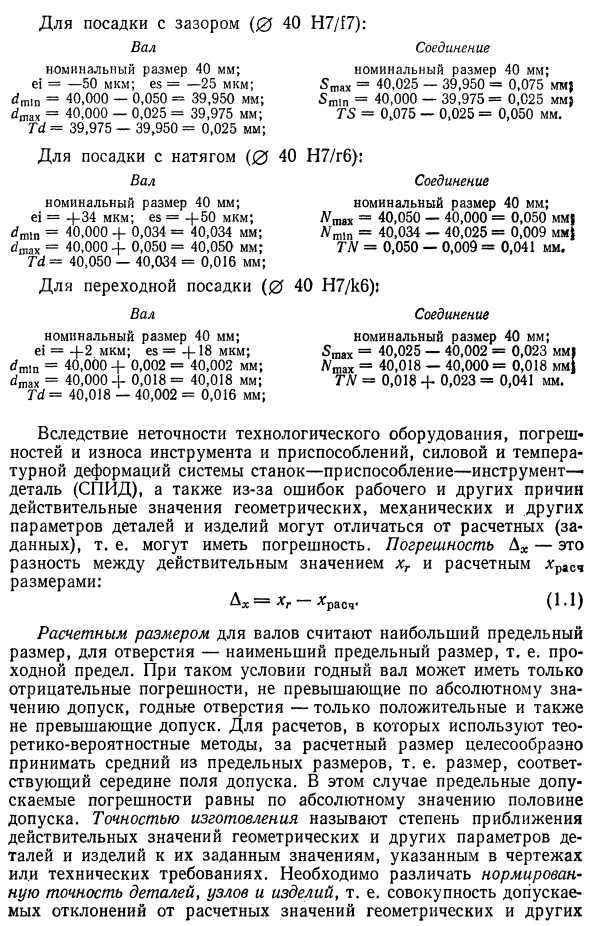
Пример посадки: 40H7 §6 ^ или 40H7 —§6 или 40 40 — номинальный размер (мм), общий для отверстия и вала. Пример. Определите предел размера шва, допуск, зазор и помехи при посадке с зазором, помехой и переходом. Максимальное отклонение (см. Рис. 1.2) получается по ГОСТ 25346 82, и отверстие остается неизменным на всех посадочных площадках, показанных в примере. Отверстие: номинальный размер 40 мм; E8 = 0; E8 = 4-25 мкм; около пипса = 40 мм; O ^ = 40000 4-0,025 = 40,025 мм; 70 = 40,025 40 000 = 0,025 мм. Распродажа (0 вал ^ Размер не менее 11 мм ^ мм ^. ytyu = 40000-0,050 = 39,950 мм; ytah = 40000-0,025 = 39,975 мм; Т 1 = 39,975-39,950 = 0,025 мм;
Помехи подходят (0 вал Номинальный размер 40 мм; e1 = 4-34 мкм; ez = 4-50 мкм; u n = 40000 + 0,034 = 40,034 мм; ytah = 40000 4-0,050 = 40,050 мм; Та = 40,050-40,034 = 0,016 мм; Для переходной посадки (0 H7 G7): Номинальный размер соединения 40 мм. Осьминог = 40,025-39,950 = 0,075 мм 5t) n = 40000-39,975 = 0,025 мм Т8 = 0,075-0,025 = 0,050 мм. ) H7 g6): Номинальный размер соединения 40 мм. L pih = 40,050-40,000 = 0,050 мм L pip = 40,034-40,025 = 0,009 мм ВЫ = 0,050-0,009 = 0,041 мм. 40 H7 k6) вал соединение.
Номинальный размер 40 мм; 5т х = 40,025-40,002 = 0,023 мм ^ макс = 40,018-40,000 = 0,018 м m YO = 0,018 + 0,023 = 0,041 мм. Из-за неточности технического оборудования, ошибок и износа инструмента и устройства, деформаций питания и температуры станка, инструмента и систем компонентов (СПИД), а также ошибок оператора и других причин Фактические значения для геометрических, механических и других параметров отличаются от рассчитанных (указанных). Ошибка Dx — это разница между фактическим значением xm и вычисленным значением Xp, а размеры: Dx = X, -крук. (1.1)
Расчетными размерами вала считаются максимальный предельный размер, минимальный предельный размер или проходной предел отверстия. При этом условии подходящий вал имеет только отрицательную погрешность, которая не превышает абсолютный допуск, а подходящее отверстие находится только в положительном диапазоне и не превышает допуск. Для расчетов с использованием вероятностного метода рекомендуется получить среднее значение пределов размера в качестве вычисленного размера, то есть размер, соответствующий центру поля допуска.
В этом случае абсолютное значение максимального допуска равно половине допуска. Точность изготовления называется степенью, в которой фактические значения геометрических и других параметров детали или изделия соответствуют указанным значениям, указанным в чертеже или технических требованиях. Необходимо различать нормированную точность деталей, узлов и изделий, то есть набор допустимых отклонений от геометрических и других расчетных значений. Параметры и фактическая точность, т.е. набор фактических отклонений, определенных в результате измерения (с допуском).
Достижение желаемой точности означает создание деталей и сборку механизма таким образом, чтобы геометрические, электрические и другие ошибки параметров находились в указанных пределах. При определении фактического зазора фактического размера отверстия берут диаметр цилиндра, выгравированный на фактической поверхности, то есть наименьший размер, а в случае вала диаметр описанного цилиндра, то есть размеры различных сечений детали. Рекомендуется брать по максимуму. Однако в случае прецизионных машин и устройств необходимо учитывать характер отклонений формы детали.
Для деталей, которые образуют посадку с натягом, характер соединения определяется средним размером, полученным при измерении детали в нескольких сечениях и в разных направлениях. Это считается фактическим размером. От допуска — это разница между максимальным и минимальным допуском параметра. Размерный допуск T является абсолютной величиной разницы между максимальным и минимальным размерами или алгебраической разницы между верхним и нижним отклонениями. Терпимость всегда позитивна.
Определяет допустимое поле рассеяния фактических размеров соответствующих деталей в партии, то есть заданную точность изготовления. Повышение толерантности . — Разница между максимальными и минимально допустимыми значениями параметра Размерный допуск T — .. Это абсолютная величина разницы между максимальным и минимальным размерами или алгебраическая разница между верхним и нижним отклонениями Терпимость всегда позитивна Определяет допустимое поле рассеяния фактических размеров соответствующих деталей в партии, то есть заднюю точность изготовления.
Смотрите также:
