
Оглавление:


Шероховатость поверхности
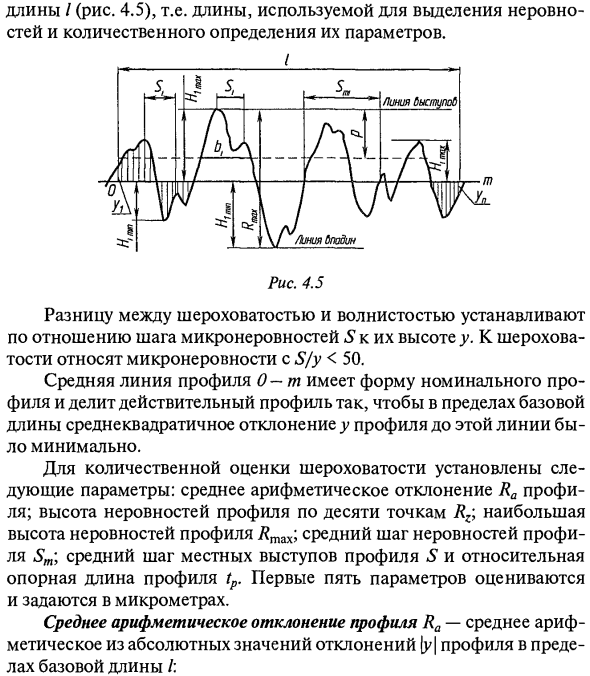
- Шероховатость поверхности В результате механической или другой обработки на поверхности остаются следы: полости, неровности (неровности поверхности). Набор неровностей поверхности с относительно небольшими ступенями, выделенными с использованием основы шероховатости Длина / (рисунок 4.5), т.е. длина, используемая для выделения неровностей и количественного определения параметров. Я Рисунок 4.5 Разница между шероховатостью и волнистостью определяется отношением шага микрошероховатости S к его высоте y.
Средняя линия профиля 0-m имеет форму номинального профиля и разделяет фактический профиль так, чтобы стандартное отклонение профиля для этой линии было минимальным. Следующие параметры были установлены для количественной оценки шероховатости. Среднее арифметическое отклонение Ra профиль. Высота неровностей профиля при 10 Rz; максимальная высота неровностей профиля Dta Sm Неровность профиля средней высоты. Средний шаг локальных выступов профиля S и относительная эталонная длина профиля TP.
Шероховатость включает микрошероховатость с S / y <50. Людмила Фирмаль
Первые пять параметров оцениваются и задаются в микрометрах. Среднее арифметическое отклонение Ra профиля представляет собой среднее арифметическое абсолютного значения отклонения [y | профиля в пределах базовой длины:K =] \ y \ dx или Ra = -Y) y> ni = \ Где n — количество точек профиля, выбранных в базовой длине /. Профиль профиля от линии отклонения 4-й линии, средней линии.
Высота неровности профиля в 10 точках Rz является средним значением высоты пяти самых больших выступов профиля и глубины пяти самых больших выемок профиля в пределах базовой длины: * 5 5 5 Stf / maxl + II * ‘ Где I и -tm — высоты самых больших выступов в профиле. I, min-first максимальная глубина профиля депрессии. Максимальная высота профиля неровностей /? Макс. Расстояние между линией выступов и линией профилирования в пределах длины основания. Линии выступа (впадины) представляют собой равноудаленные (равноотстоящие) линии средней линии, проходящей через самую высокую или самую низкую точку профиля выступа (впадины) в пределах базовой длины.
- Средний шаг нерегулярности профиля Sm — это среднее значение шага с неравномерным профилем в пределах базовой длины Где n — количество шагов в базовой длине. Smi — шаг неравномерности, понимаемый как длина n-го сегмента центральной линии, ограниченной пересечением двух соседних сторон одинаковой шероховатости. * Средний шаг локальных выступов профиля S — средний шаг локальных выступов профиля S в пределах базовой длины (рис. 4.5). Относительная длина эталонного профиля tp является отношением длины эталонного профиля к базовой длине.
Требования к шероховатости поверхности устанавливаются на основе функционального назначения поверхности для обеспечения заданного качества продукта. Если это не требуется, требования по шероховатости поверхности не устанавливаются.
Где n — количество отрезанных сегментов в пределах базовой длины на определенном уровне p материала профиля с равноудаленной линией от средней линии. Людмила Фирмаль
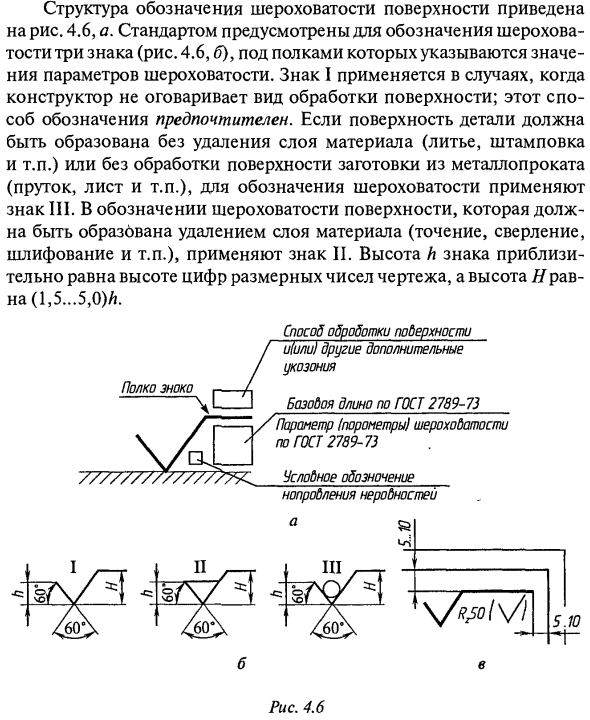
Обозначение структуры шероховатости поверхности показано на рисунке. 4.6 а. Стандарт определяет обозначение шероховатости трех символов (рис. 4.6, б), которые указывают значение параметра шероховатости под полкой. Знак I используется, когда дизайнер не указывает тип обработки поверхности. Это рекомендуемый метод. Если вам необходимо сформировать поверхность детали, не удаляя слой материала (литье, штамповка и т. Д.) Или обрабатывая поверхность заготовки проката (пруток, лист и т. Д.), Используйте код III Указывает на шероховатость.
Обозначение II используется для указания шероховатости поверхности, образованной при удалении слоя материала (точение, сверление, шлифование и т. Д.). Высота символа И приблизительно равна высоте цифры числа измерений на чертеже, а высота I равна (1,5 … 5,0) Л. Метод обработки поверхности И / или другие дополнительные укозония Зная Пола \ Длина базой по ГОСТ 2789-73 По ГОСТ 2789-73 Неровный удар /////, удобная спецификация но \ 757v51 510 Я II III Рисунок 4.6 б в Обозначение структуры шероховатости поверхности показано на рисунке. 4.6 а.
Стандарт определяет обозначение шероховатости трех символов (рис. 4.6, б), которые указывают значение параметра шероховатости под полкой. Знак I используется, когда дизайнер не указывает тип обработки поверхности. Это рекомендуемый метод. Если вам необходимо сформировать поверхность детали, не удаляя слой материала (литье, штамповка и т. Д.) Или обрабатывая поверхность заготовки проката (пруток, лист и т. Д.), Используйте код III Указывает на шероховатость. Обозначение II используется для указания шероховатости поверхности, образованной при удалении слоя материала (точение, сверление, шлифование и т. Д.).
Высота символа И приблизительно равна высоте цифры числа измерений на чертеже, а высота I равна (1,5 … 5,0) Л. Метод обработки поверхности И / или другие дополнительные укозония Зная Пола \ Длина базой по ГОСТ 2789-73 По ГОСТ 2789-73 Неровный удар /////, удобная спецификация но \ 757v51 510 Я II III Рисунок 4.6 б в Шероховатость, шероховатость указана перед символом в скобках, т.е. Rz ^ 50 мкм. Максимальное значение параметра шероховатости (в микрометрах) отображается под полкой символа после соответствующего символа.
Например, если параметр Ra меньше 1,25 мкм, -UDL25. Параметр Rz <32 мкм- ^ Для JRZ 32. Если в спецификаторе шероховатости указано более одного параметра, они записываются сверху вниз в следующем порядке: Параметр высоты профиля, параметр шага профиля, относительная длина профиля. Если указать шероховатость без указания параметров и метода обработки, подпись будет использоваться без полок (см. Рис. 4.6, а). Шероховатость поверхности сопрягаемых деталей связана с требуемой точностью размеров детали. Уменьшение значения параметра шероховатости повышает износостойкость, увеличивает пределы прочности и увеличивает производственные затраты.
Поэтому в каждом случае параметры и характеристики шероховатости должны выбираться в соответствии с назначением этих деталей. Поскольку он определяется значительным количеством точек, рекомендуется нормализовать параметр Ra, который более точно отражает отклонение профиля (по сравнению с Rz и /? Max). Наибольшие значения Ra и Rz выражены как допуски по размеру Tp с использованием отношения Ra <(0,025 … 0,05) 7 ^ и Rz <(0,1 … 0,2) Tr вы можете.
Смотрите также:
| Ошибки механизмов и их деталей | Отклонения формы и расположения поверхностей |
| Допуски линейных размеров | Задачи, решаемые при определении точности механизмов |
