
Оглавление:


Допуски линейных размеров
- Линейный допуск Указанная точность компонентов и их соединений не только влияет на точность механизма, но и обеспечивает совместимость, одну из ключевых характеристик, определяющих качество продукта. Взаимозаменяемость — это принцип конструирования и изготовления деталей, при сборке звеньев, узлов и механизмов независимо изготовленные детали устанавливаются на место без какой-либо дополнительной обработки. Детали и сборочные единицы являются взаимозаменяемыми, если их размеры, форма и механические свойства находятся в указанных пределах.
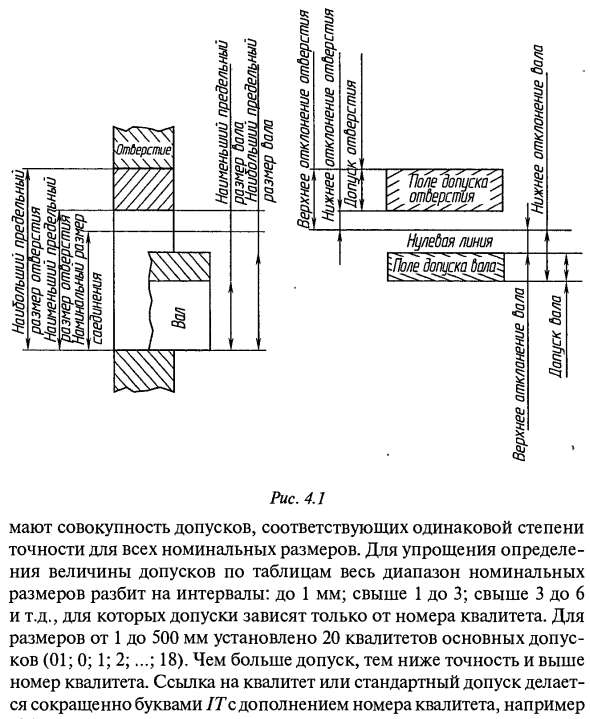
Номинальный — это размер, установленный на основе прочности, жесткости или размера, выбранного по структурным причинам. Номинальные размеры нормированы и прикреплены к чертежу и служат отправной точкой для отклонения. Номинальный размер соединения — это размер, общий для вала и отверстия, из которых состоит соединение. Относительно вала, поверхность покрыта часть называется, и поверхность покрыта отверстие называется. Действительным является размер, установленный измерением в пределах погрешности.
Различают номинальные, фактические и конечные размеры детали. Людмила Фирмаль
Для обеспечения совместимости компонентов фактическое отклонение размера от номинального значения ограничено предельным значением. Ограничение — это размер, который должен быть между или может быть таким же, как действительный размер, который является действительным. Разница между максимальным размером ограничения и минимальным размером ограничения называется допуском. Терпимость является мерой точности размеров. Чем меньше размерная точность, тем выше точность. На чертеже верхнее и нижнее отклонения номинального размера размещены вместо предельного размера — максимальной или минимальной алгебраической разности соответственно.
Обозначение качественных квалификаций всегда должно быть серьезно проверено. Во всех случаях, когда это возможно, следует приложить усилия для определения низкого класса точности, основанного на работоспособности и точности устройства. Это особенно важно для отверстий, которые сложнее обрабатывать, чем вал. Замена поля допусков HI отверстия на H9 снижает стоимость обработки детали примерно на 20%. Измерение, которое характеризует положение несопряженной поверхности, называется свободным.
- Отклонение свободы Размер на чертеже не фиксирован. Тем не менее, в области рисования «Размер не указан отклонение размера: Крышка № 14; Покрыта L14. Остальное составляет ± (1/2) / 7» 14 «. Обозначается ± (1/2) 7 отверстий и валов Рекомендуется для симметричных и элементарных отклонений, которые не применяются. Максимальный и номинальный размер. Значение для максимального отклонения на чертеже находится рядом с номинальным размером в миллиметрах (10 ^ ‘^). В зависимости от названия отклонение указывается числом, меньшим номинального размера.
Симметричные отклонения записываются в одну цифру, где высота цифры номинального размера представляет собой символ ± (например, 15 ± 0,1). Отклонение чертежа не равно нулю. Отклонение вводится в десятичном виде после последней значащей цифры. Количество цифр ниже десятичной точки в верхнем и нижнем отклонениях одинаково, а выравнивание выполняется путем добавления нуля. На сборочном чертеже показано максимальное отклонение размера крышки (отверстия) в числителе рядом с номинальным размером соединения, то есть общим размером и долей сопряженной детали, и знаменателем охватываемого (вала), например, 10 (! Io25) / (Io; 3o) —
Поскольку верхняя часть выше, а нижняя — ниже, номинальный размер и максимальное отклонение по высоте находятся на одной линии. Людмила Фирмаль
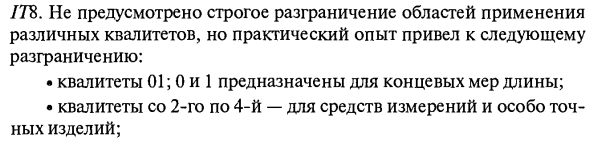
В графическом представлении отклонения (рисунок 4.1) номинальный размер соответствует нулевой линии, от которой происходит отклонение в микрометрах. Допуски схематически представлены в виде прямоугольника (поля допуска) и окружены линиями, соответствующими верхнему и нижнему отклонениям. Если нулевая линия горизонтальна, положительное отклонение размещается сверху, а отрицательное отклонение — снизу. Каждое поле допуска может быть представлено комбинацией двух характеристик с независимой важностью. Относительное положение и допуск для номинального размера.
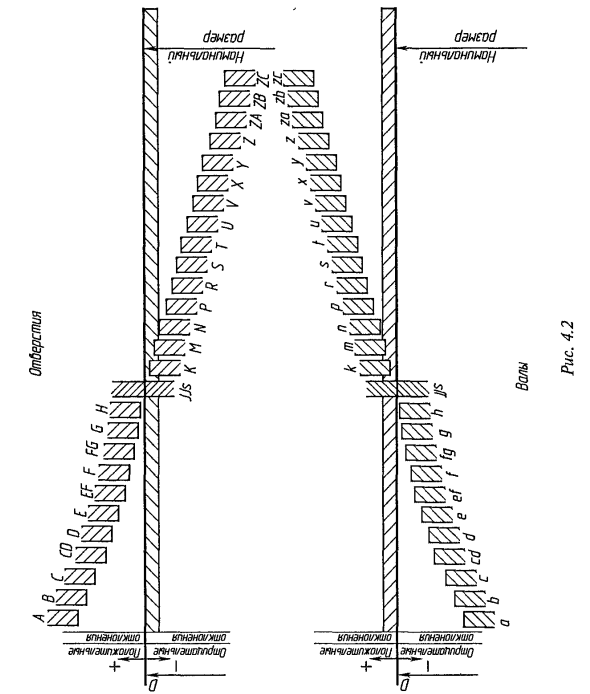
Отклонение, ближайшее к нулевой линии и используемое для определения поля допуска, называется основным отклонением. Всего предусмотрено 28 основных отклонений вала и отверстия (Рисунок 4.2). Каждое отклонение показано латинскими буквами: маленькое, когда отклонение относится к стволу, и большое, когда оно относится к отверстию. Нижняя дыра Отклонение равно нулю и называется основным залом. Основное отклонение основного отверстия обозначено буквой N.
Вал с отклонением верхнего предела от нуля называется основным валом. Основное отклонение шпинделя обозначено буквой k. Допуск устанавливается в соответствии с номинальным размером и уровнем точности (качества). По квалификации о Я отрицательный отклонение \ \ К \ J вес -77L <=; ш она размер положительный отклонение V77- ■ 9 Y77-G, F77. и <7ZA ^ ■ TZA \ X \ \ N Номинальный размер / Яолептско ^ <дыра Нет линии V H V H H V. Vj Я Я 1 1 ! Я Lol » 1! Я Я 1 1 Я е Я Рисунок 4.1 Они создают ряд допусков, которые соответствуют одинаковой степени точности для всех номинальных размеров.
Чтобы упростить определение допусков таблицы, весь диапазон номинальных размеров разделен на интервалы: до 1 мм. От 1 до 3 или более Приемлемый диапазон, например 3-6, зависит только от количества квалификаций. Если размер составляет от 1 до 500 мм, устанавливаются 20 квалификаций основных допусков (01; 0; 1; 2; 18). Чем больше допуск, тем ниже точность и выше квалификационный номер. Ссылки на квалификации или стандартные допуски сокращенно обозначаются как ИТ с добавлением номера квалификации.
Например,/ 7Б. Хотя точное описание областей применения различных квалификаций не приводится, из реального опыта дается следующее объяснение. • Квалификация 01; 0 и 1 предназначены для окончательного измерения длины. • От 2 до 4 квалификационных измерительных приборов и очень точных продуктов.
• 5-13 качество — разные размеры смеси. • Качество 12-18 дней — для несопряженных (свободных) размеров. Поле допуска формируется путем сочетания одного из основных отклонений и допуска согласно одной из квалификаций, указанных буквой основного отклонения и количеством квалификаций. Например, -Л7 для вала и -HIу £ 8 для отверстия. Стандартный допуск для 5-й и 14-й квалификаций определяется по формуле / IT-ai с использованием единицы допуска. Коэффициент а указывает количество единиц допуска, включенных в допуск полного размера.
Значение этого фактора варьируется для каждой квалификации. /75……………………….7/ IT6 … 10 / / 77 …………………..: 16 / т ……………………… 25 / т … 40 / /LO……………………..64/ /711…………………….100/ /712…………………….160/ /713…………………….250/ /714…………………….400/ Приемлемые единицы в микрометрических единицах от 5 до 14 квалификаций определяются по формуле / = 0,45З / 57 + 0,001 /) у, Где Dj — среднеквадратичное значение мм экстремального значения интервала th. Для квалификаций 01-4 не существует функциональной связи между допуском и размером. Вы можете сочетать основные отклонения и квалификации.
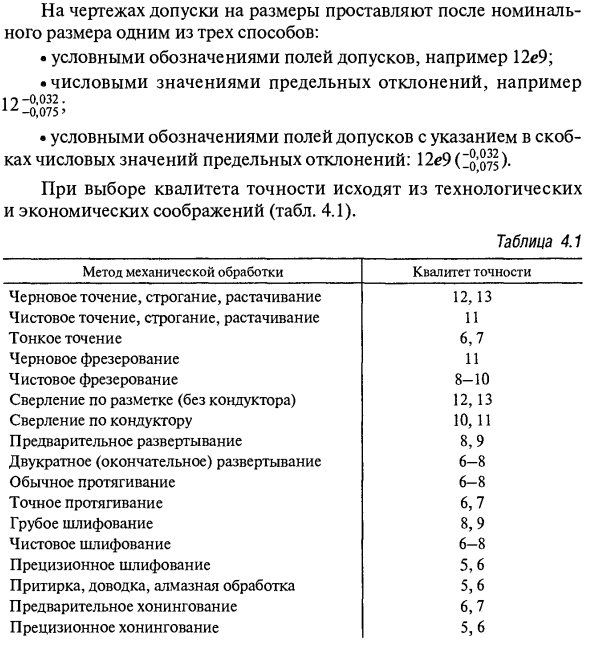
Это дает вам много разных значений и позиций Поле толерантности. Если значение допуска влияет на точность размера, расположение поля допуска, т.е. выбор основного отклонения, будет влиять на фактический размер. Фактический размер с одинаковым допуском всегда может быть больше номинального (отклонение A, …, N). На чертежах допуски на размеры добавляются после номинального размера одним из трех способов: • Символ для поля допуска, например, 12 ^ 9. •
Число предельных отклонений, например 1 прибл. -0,032 1 з -0,075> • Символ поля допуска указывает максимальное значение отклонения в скобках: 12e9 Co ^). При выборе точности качества исходите из технических и экономических соображений (Таблица 4.1). Таблица 4.1 Метод обработки точности квалификации Черновая, строгальная, скучная 12, 13 Отделка, строгание, скучность 11 Обморок 6,7 Грубый фрезерный станок 11 Мелкое фрезерование 8-10 Разметочная дрель (без проводника) 12, 13 Проводник сверления 10.11 8,9 до развертывания Двойное (окончательное) развертывание 6-8 Нормальная растяжка 6-8 Точное растяжение 6,7 Грубый помол 8,9 Тонкий помол 6-8 Точность шлифования 5.6 Упаковка, упаковка, обработка алмазов 5.6 Предварительный хонинг 6,7 Точность хонингования 5,6
Смотрите также:
| Коэффициент полезного действия механизмов | Шероховатость поверхности |
| Ошибки механизмов и их деталей | Отклонения формы и расположения поверхностей |
