
Оглавление:

Штангенинструменты. Микрометрические инструменты
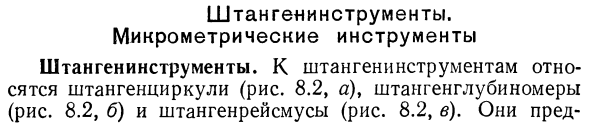
- Штангенциркуль. Штангенциркули включают штангенциркули (рис. 8.2, а), глубиномеры (рис. 8.2, 6) и штангенциркули (рис. 8.2, в). Они заранее Рисунок 8.2 а) 6). Рисунок 8.3. Назначены абсолютные измерения линейных размеров и воспроизведения размеров при маркировке деталей. Основными частями суппорта являются шкала линейки 1 мм и вспомогательная шкала Нониуса, которая перемещается вдоль линейки. Нони насчитывает десятые и сотые доли миллиметра. Нониус с точностью чтения 0,1 был наиболее широко используемым. 0,05; 0,02 мм.
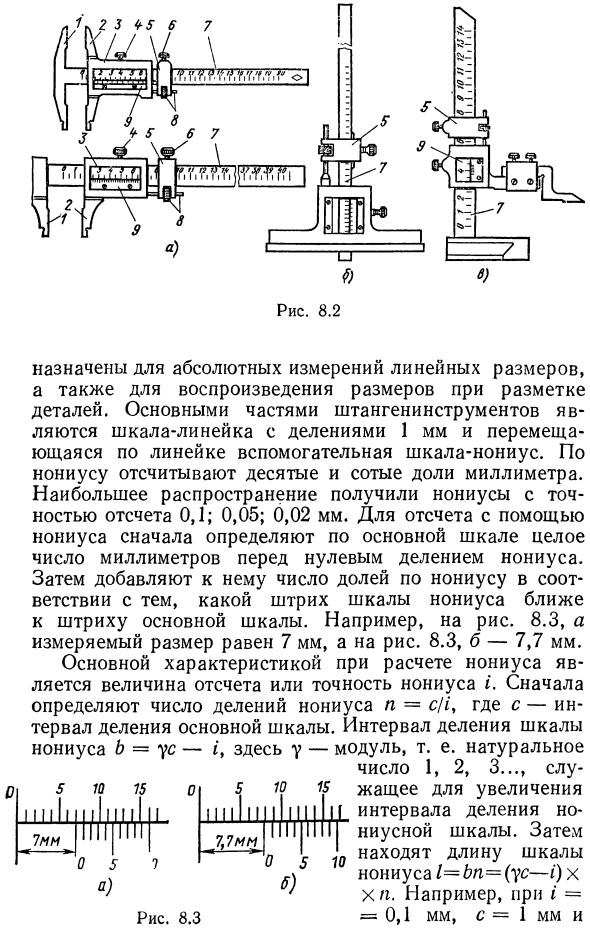
При подсчете с использованием вернье, целочисленное значение верньера сначала определяется в главном масштабе, прежде чем вернье делится на ноль. Затем добавьте количество долей Вернье, в зависимости от того, какой ход шкалы Вернье ближе к основному ходу шкалы. Например, рисунок 8.3, а размер измерения составляет 7 мм. 8,3, б-7,7 мм. Ключевым свойством при расчете Nonius является точность эталонного значения или Nonius L. Сначала определим количество делений Нониуса по n = s 1. Здесь c — интервал деления основной шкалы.
В современной конструкции гониометра телескоп, Лимб и стол могут поворачиваться в любое положение относительно коллиматора 3 и фиксироваться. Людмила Фирмаль
Интервал деления шкалы нониуса равен b = yn- . Где у — модуль, натуральное число 1, 2, 3, … Это помогает увеличить расстояние между шкалами Нейуса. Затем найдите длину шкалы Нониуса 1 = bn = (yn — 1 x X . Например, = 0,1 мм, c = 1 мм, Рисунок 8.4 y = 2, число делений нониуса равно n = 10, длина деления b составляет 1,9 мм, а длина нониуса равна I = 19 мм. Суппорт (см. Рисунок 8.2, а). ГОСТ 166-73 предлагает изготовление штангенциркуля трех типов: сплит-значение ШЦ-1 0,1 мм, сплит-цена П-П 0,05 мм и сплит-цена ШЦ-П1 0,05 и 0,1 мм.
Кроме того, на заводе используются ранее изготовленные суппорты со значением разделения 0,02 мм. Рама 3 с подвижной измерительной кромкой 2 движется вдоль основной линейки 7 стержня с фиксированной губкой 1. Миллиметры нанесены на основную линейку, а верньер 9 установлен на подвижной раме 3. Состоит из хомута 5, хомута b и гайки 8 микрометра. Неподвижный винт 4 прикреплен к подвижной раме 3. Внешние размеры могут быть измерены с верхней и нижней челюстями. Только нижняя челюсть предназначена для измерения внутренних размеров, верхняя челюсть — для маркировки.
Штангенциркули (рис. 8.3, б) в основном такие же, как и штангенциркули. Рабочая поверхность глубиномера является торцом стержня 7, а основанием измерения является дно основания. Штангенрейсмузы (рис. 8.3, в) являются основным измерительным инструментом для маркировки деталей. 1 23 * 5 6 78 9 Рисунок 8.5 Они могут иметь дополнительные соединительные блоки для монтажа измерительной головки параллельно или перпендикулярно плоскости основания.
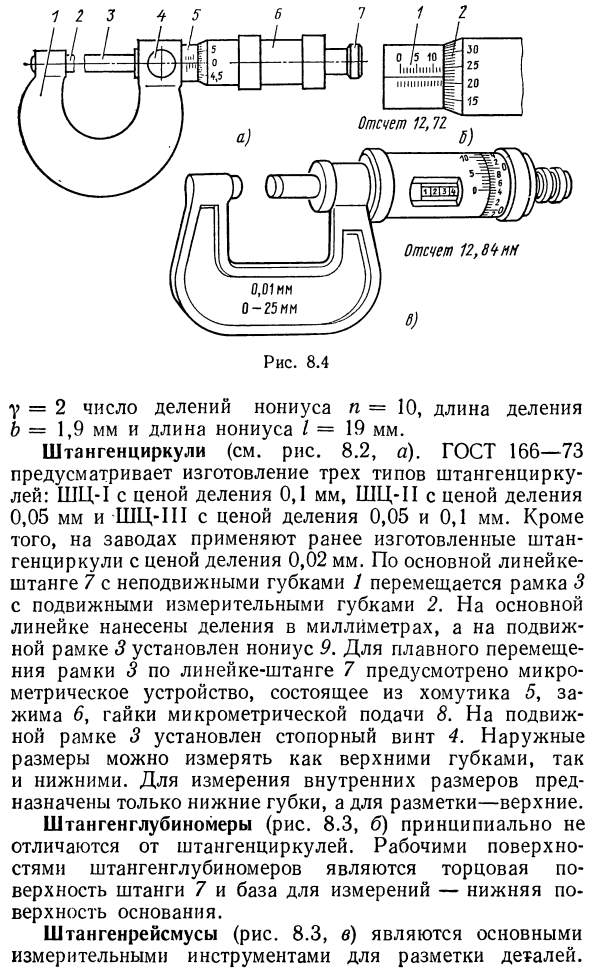
- Микрометрическое оборудование. Микрометрические инструменты включают гладкий микрометр, микрометрический штангенциркуль, измеритель глубины и рычажный микрометр. Они предназначены для абсолютных измерений внешних и внутренних размеров, высоты полки, глубины отверстия и т. Д. Принцип действия этих устройств преобразует вращательное движение микровинта в поступательное движение. Сплит цена такого инструмента составляет 0,01 мм. Конструкция микрометра показана на рисунке. 8.4, а.
Неподвижная пятка 2 и шток 5 вставляются в кронштейн 1 (шток 5 может быть прикреплен к кронштейну салазок). Внутри стержня 5 находится микрометровая резьба с шагом 0,5 мм и гладким цилиндрическим отверстием, обеспечивающим точное направление движения винта 3. Барабан 6 прикреплен к винту и соединен с храповым механизмом 7. Нажатие на штифт пружиной обеспечивает постоянную силу измерения. Стоп 4 помогает закрепить винт в нужном положении.
Результаты измерений, полученные после разрыва, также первоначально выражаются в меньших числах, которые снова увеличиваются. Людмила Фирмаль
Считыватель микрометрического прибора (рис. 8.4, б) состоит из двух шкал, 1 вертикальной и 2 круговой. Вертикальная шкала имеет два ряда штрихов по обе стороны от горизонтали, смещенных на 0,5 мм друг от друга. Оба ряда штриха образуют одну вертикальную шкалу с разделенной ценой 0,5 мм, равной шагу микровинта. Циферблат обычно имеет 50 градаций (шаг P-0,5 мм). По вертикальной шкале отсчитывается весь миллиметр Рисунок 8.6 0,5 мм, -10 10 мм и 1 100 мм на циферблате.
Пример ссылки приведен на рисунке. 8.4, б. Микрометр генерируется с цифровым отображением всего результата измерения (рис. 8.4, в). Читатель работает механически. В соответствии с ГОСТ 6507-78 наша промышленность производит гладкие микрометры типа МК с пределами измерения 0-25, 25-50 и т. Д. Каждые 25-275-300 мм. 400-500 и 500-600 мм. Предельная погрешность микрометра зависит от верхнего предела измерения и составляет от ± 3 мкм (для микрометра с диапазоном измерения от 0 до 25 мм) до ± 50 мкм (для микрометра с пределом измерения от 400 до 500 мм).
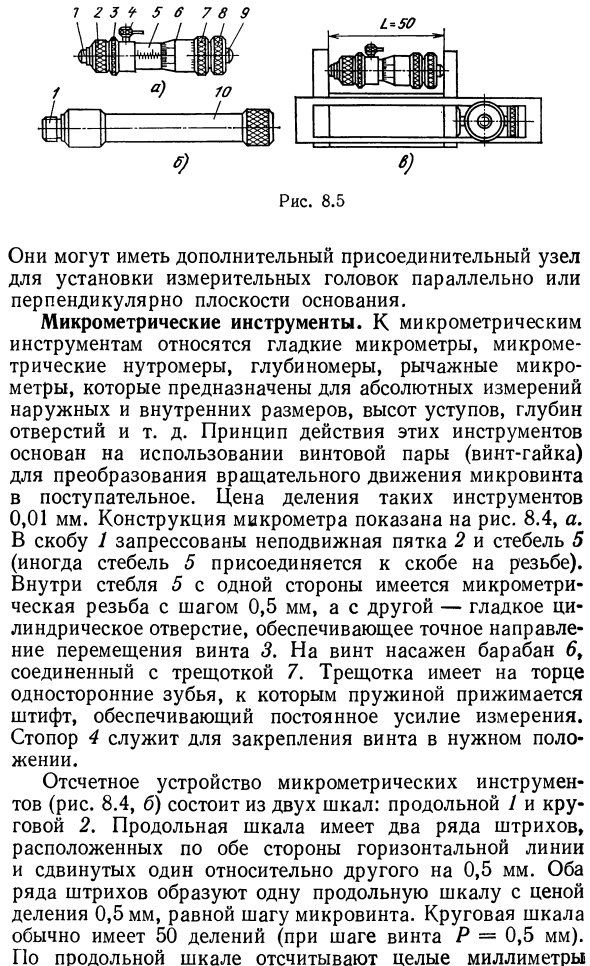
Микрометрический штангенциркуль (штичмас) (рис. 8.5, а) состоит из микрометрического винта 9, соединенного с корпусом 6 барабана штоком 5 и гайкой 8. Один конец винта является измерительным наконечником. Микровинт крепится стопором 4, который вращается вместе с корпусом втулки 3. Предохранительная гайка 2 и удлинитель 10 ввинчиваются в резьбу наконечника 1. На рисунке показана установка суппорта на ноль. 8,5, с. Микрометрические штангенциркули изготавливаются с пределами измерения 50-75, 75-175, 75-600, 150-1250, 800-2500, 1250-4000, 2500-6000 и 4000-10 000 мм.
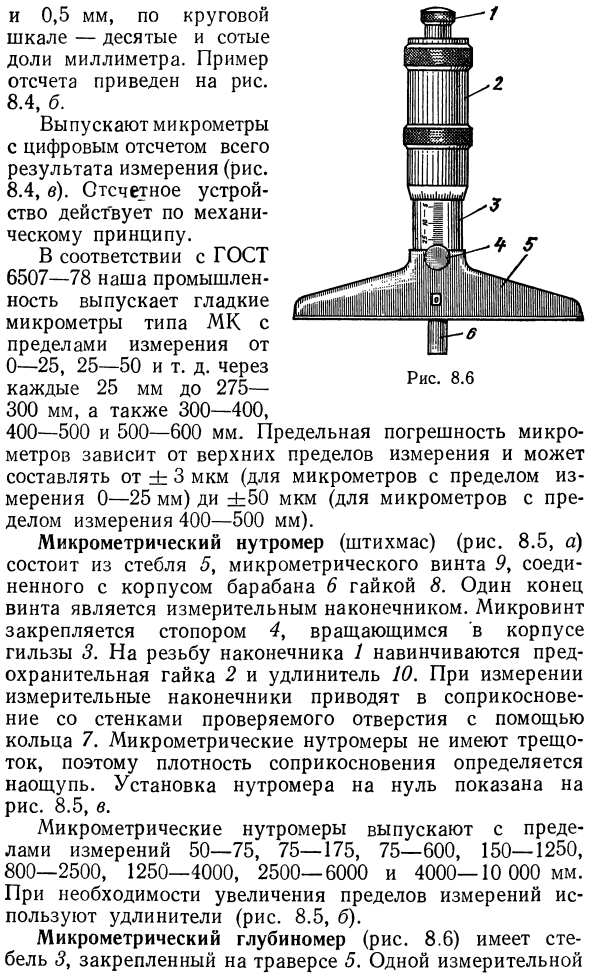
При необходимости используйте удлинитель для увеличения предела измерения (рис. 8.5, б). Датчик глубины микрометра (рис. 8.6) имеет ось 3, прикрепленную к траверсе 5. Поверхность является нижней плоскостью траверсы, а другая — плоскостью винта микрометра. Микровинт вращается с храповым механизмом 1, соединенным с барабаном 2. Микро-винт фиксируется стопором 4. Согласно ГОСТ 7470-67, микрометрические глубиномеры изготавливаются с пределами измерения 0-100 и 100-200 мм.
Смотрите также:
Решение задач по допускам и посадкам
| Выбор измерительных средств | Рычажно-механические приборы |
| Плоскопараллельные концевые меры длины | Рычажно-оптические приборы |
