
Оглавление:

Технологические основы литейного производства
- Техническая основа для литья Литейная форма представляет собой конструкцию, состоящую из элементов, образующих рабочую полость, заполнение которой, путем плавления, обеспечивает получение отливок заданного размера и конфигурации. Литейная форма делится на материалы, такие как один и несколько заполняющих номеров, песок, песчаный цемент, гипс, металл, высокий огнестойкий материал.
Металлические формы из чугуна и стали являются многослойными (постоянными), поскольку они выдерживают сотни и тысячи начинок. Прессформа сделанная моделью прессформы и выплавки раковины с песком, связывателем смолы одноразова.
Одна литейная форма получается с помощью специального оборудования (моделей). Процесс формирования формы из смешанных смесей называется формованием. Людмила Фирмаль
Литейная форма характеризуется прочностью (выдерживает силовую нагрузку), газопроницаемостью (пропускает газ, образующийся в форме), гибкостью (объем уменьшается при сжатии отливки), огнестойкостью (жидкое золото). Совокупность устройств, используемых при изготовлении отливок, называется Литейной оснасткой. Часть оснастки, которая содержит все необходимое оборудование для формирования рабочей полости пресс-формы во время формования, называется модельным комплектом.
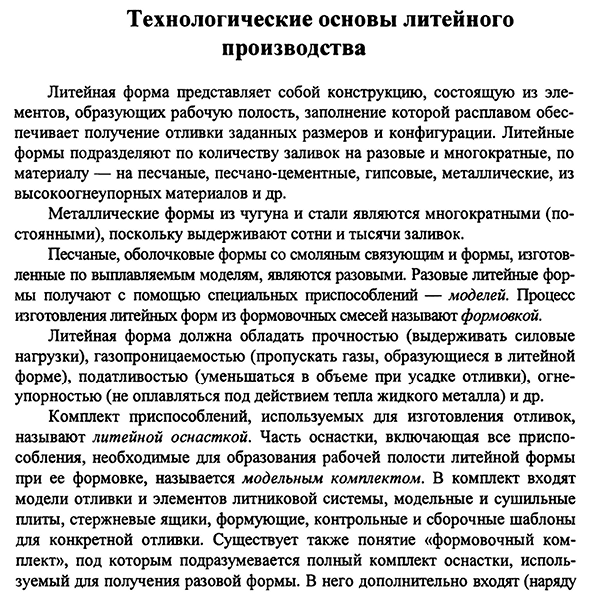
Комплект содержит макеты элементов отливок и затворных систем для конкретных отливок, макеты сушильных плит, стержневых Коробов, формовочных, контрольных и сборочных шаблонов. Это означает полный набор инструментов, используемых для получения одной формы. Это дальше( 3166 13.1. Детали, отливка, элементы набора прессформы и прессформа песка: 1-готовая деталь;2-отливка; 3-соединитель * Ная модель; 4-полюсное клеймо;5-полюс; 6-7-верхняя и нижняя колбы;8-выпор;9-затворная система
- При адаптации модели набора) колбу, заполняя рамы, штыри, скобы и т. д. Необходимо для формирования. Модель (Рис. 13.1) является частью модельного комплекта, предназначенного для формирования оттиска формы, соответствующего внешнему составу и размерам отливки. При этом размеры модели увеличиваются по сравнению с соответствующими размерами отливки с учетом линейной усадки сплава (0,8-2%) и припуска на механическую обработку. Модель изготовлена из дерева, металла и специальных модельных сплавов, а также пластика. Есть одна и несколько моделей.
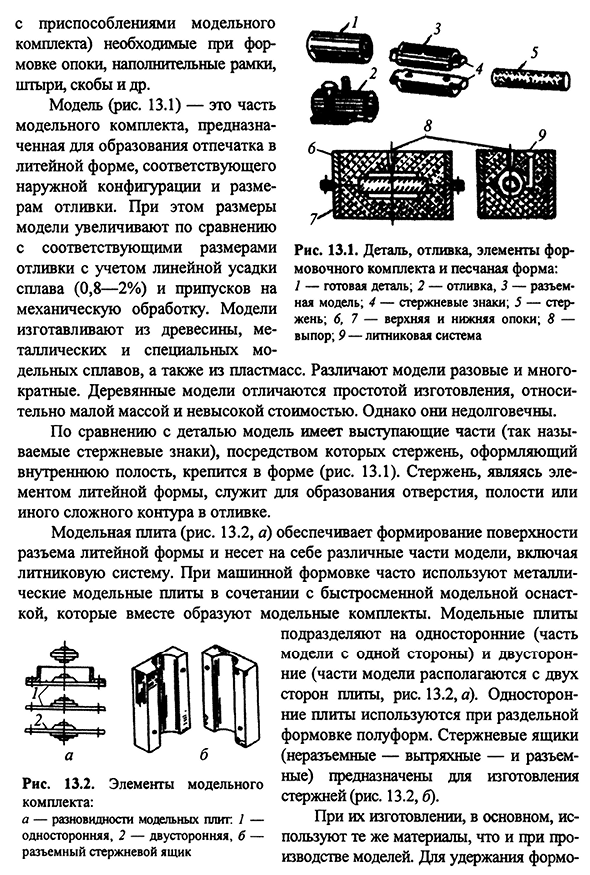
Деревянные модели просты в изготовлении, они относительно легкие и имеют низкую стоимость. Но они недолговечны. По сравнению с деталями модель имеет выступающую часть (так называемую стержневую метку), через которую закреплены стержни, образующие внутреннюю полость(рис. 13.1). Стержень, являющийся элементом кристаллизатора, служит для образования отверстий, полостей или других сложных контуров в отливке. Узорная пластина(рис. 13.2, а) обеспечивает формирование поверхности соединителя пресс-формы и транспортировку различных частей модели, включая литниковую систему. Формировать машины, совмещенный с плитой модели металла, может также быть много
быстр-изменяя модельные прессформы, конфигурация модельного набора. Людмила Фирмаль
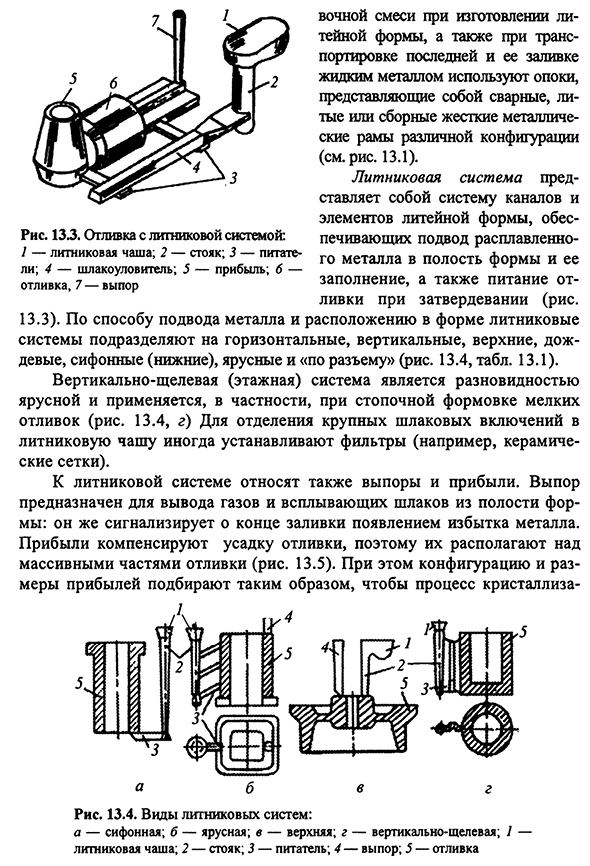
Модельные пластины расположены с одной стороны (часть модели с одной стороны) и с обеих сторон (часть модели расположена с обеих сторон пластины). 13.2, а). Односторонние пластины используются для раздельного формования полуформ. Стержневая коробка предназначена для изготовления стержней (неразъемных-ветранных и съемных) (рис. 13.2, б). При их изготовлении используется тот же материал, что и при изготовлении моделей. Чтобы сохранить форму- Триста семнадцать Рис 13.2. Элементы модельного комплекта: Различные версии модели:1-сторонняя, 2-сторонняя, окно съемный б бар. 13.3. Литье с литниковой системой: 1 литниковый шар;2 стояка; 3 питателя; 4 шлакоуловителя;5 приростов;
6 отливок, 7-выпор При изготовлении литейных форм, а также при транспортировке последней и ее инжекции жидким металлом используются колбы, которые используются для сварки, литья или предварительной обработки различных конфигураций. Литниковая система обеспечивает подачу расплавленного металла в полость кристаллизатора и его заполнение, а также подачу отливок в процессе затвердевания, канал кристаллизатора и требуемое 13.3). По способу подачи металла и компоновке в виде затворной системы, горизонтальной, вертикальной, верхней, дождевой, сифонной(нижней), ярусной и»соединительной»(рис.). 13.4, табл. 13.1). Вертикальная щелевая(напольная) система представляет собой своеобразный этап, малый Литейный
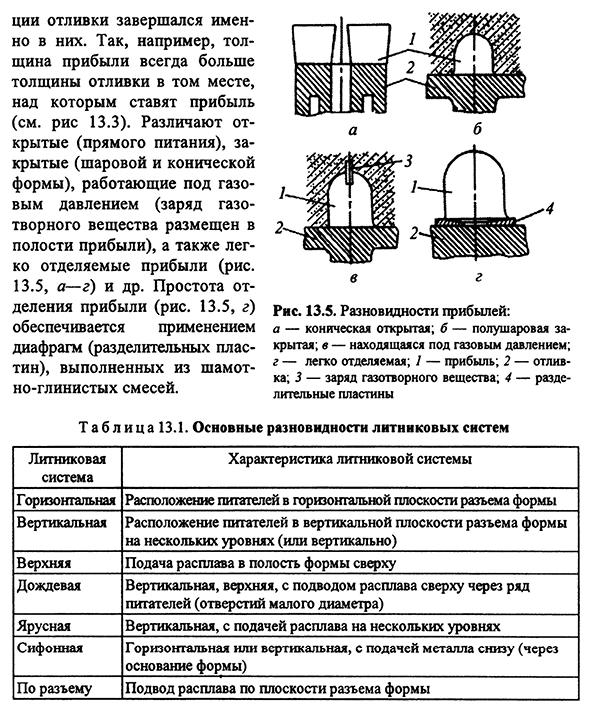
(рис. Фильтр литниковой чаши (например, керамическая решетка)устанавливается в другой большой шлак (13,4 г), который особенно используется при укладке отливок. Литниковая система также включает в себя взбивание и прибыль. Vypor конструирован для того чтобы извлечь газ и плавая шлак от полости прессформы: он также сигнализирует конец заполнения сверхнормального возникновения металла. Они компенсируют усадку отливки, поэтому их размещают поверх огромной части отливки(рис. 13.5). В то же время состав и размер прибыли зависят от того, что происходит в процессе кристаллизации- А Б В Г Д Рис. 13.4 тип литниковой системы: а-сифон; б-слой; в-верх; г-вертикальные щели; 1-шаровой литник;2-моб;3-питатели; 4-выпор;5-отливка
Процесс литья 318 был завершен на них. Например, толщина прибыли всегда больше толщины отливки в том месте, где находится прибыль(см. Рисунок 13.3). Открытые (прямой подвод), закрытые (сферические и конические), работающие под давлением газа(заряд газотопливного вещества помещен в полость выгода), а также легко отделяемые 13,5, а-д) и др. Простота разделения прибыли(рис. 13.5, г) обеспечивается применением диафрагмы (разделительной пластины), изготовленной из шамотных смесей.
Смотрите также:
| Литье в оболочковые формы | Усадка сплавов |
| Литье под низким давлением | Ликвация и газы в литейных сплавах |
