
Оглавление:


Усадка сплавов
- Усадка сплава Усадка-это свойство сплава уменьшать объем и линейные размеры при затвердевании и охлаждении. 312 дифференциальный линейный ЭЛН и объем g? Схватки(в%): (12.3) Iroe Блины=^=4 0 0% , * LGGP ДОБ 100%, (12.4) Здесь/f, / OTP, Cf и котел-это размеры и объем пресс-формы и отливки соответственно. Фиксация линейной усадки сплава начинается с образования прочного кристаллического каркаса в объеме отливки (в случае наличия жидкой фазы) и твердого каркаса на его поверхности.
Общая объемная усадка сплава egpoda состоит из усадки сплава в eFj и твердого состояния в жидком состоянии egzh » Z e^. Появление внешней усадки, усадочной оболочки и пористости (скопление мелких пустот, заполненных газом) при литье является результатом и проявлением объемной усадки металлов.
Литейная промышленность-это концепция свободной и ограниченной усадки. Первое связано со свойствами сплава. Людмила Фирмаль
Сложная усадка возникает в сложных компонентных отливках в результате совместного механического и термического торможения в процессе варьирования размеров и объема при литье. Трудная усадка численно отличается от свободной (например, свободная линейная усадка серого чугуна составляет 1,1-1,3%, а трудная-0,6-1,2%). Характер и величина усадки, с одной стороны, зависят от химического и фазового состава сплава, температурного интервала кристаллизации DCR, взаимной растворимости компонентов (ширины области консистенции твердого раствора) и температуры сплава.
В сплаве с ярко выраженной растворимостью компонента в твердом состоянии концентрационная зависимость линейной усадки находится в соответствии с законом Курнакова(см. диаграмму). 12.1, в): в концентрационных интервалах присутствия твердых растворов а и Р усадка изменяется по комплексному закону, а в доминирующих областях эвтектической структуры изменяется по закону аддитивности (линейному). 12.1, г). Максимальную пористость отличает сплав, расположенный в области предельных концентраций твердых растворов а и Р(рис. 12.1, a, D и E), обусловленные характером объема затвердевания. Из-за широкого интервала сплава, объемная концентрация усадки усадочной пористости уникальна(рис. см. 12.1, d), а для сплавов с узким интервалом-в термоусадочных оболочках…
- (Инжир. Пожалуйста, взгляните на него. 12.1, е). 313 технические факторы оказывают существенное влияние на размер и характер сокращения. Таким образом, перегрев сплава перед заливкой приводит к увеличению объема усадочной раковины и пористости. Увеличение скорости охлаждения отливки вызывает увеличение ее плотности и объема усадочной оболочки(за счет уменьшения пористости); в то же время агрегат незначительно увеличивается. Для того чтобы обеспечить плотность отливок в месте возможного образования усадочной оболочки, обеспечивают раствор. Кристаллизация при высоком давлении снижает пористость, увеличивает плотность отливки и обеспечивает ее герметичность.
Из-за неравномерной и неравномерной усадки различных частей отливки различают три вида остаточных напряжений: механическое(которое связано с торможением усадки литейным элементом), тепловое( когда отливки имеют большие остаточные напряжения, это вызывает их искривление и вызывает появление трещин. Существуют горячие трещины в начале усадки, которые образуются в интервале температур затвердевания сплава, а также холодные трещины, которые возникают в отливках при их охлаждении из-за влияния высоких внутренних напряжений. Если горячие трещины характеризуются
неровными поверхностями окисления, то холодные трещины—гладкими светлыми (или зернистыми в цвете гнили). Людмила Фирмаль
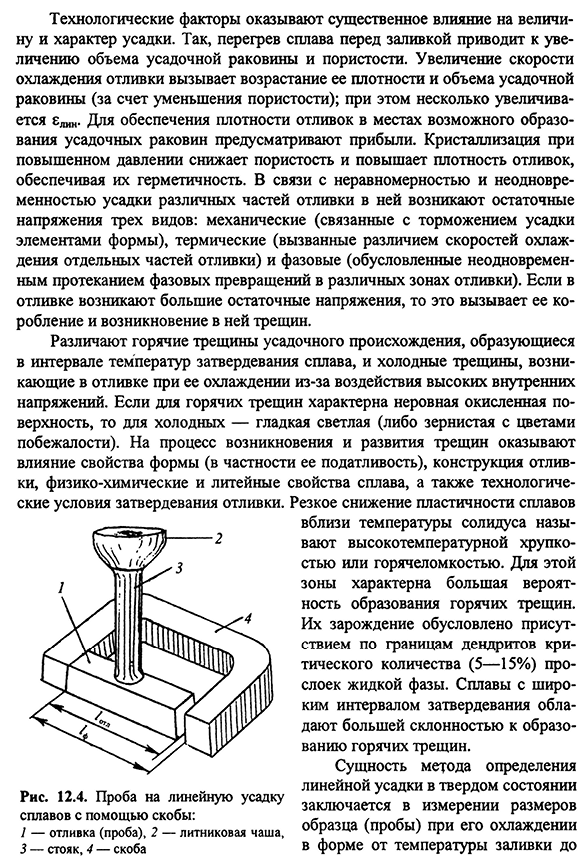
На процесс возникновения и возникновения трещин влияют формообразующие характеристики (особенно пластичность), конструкция отливки, физико-химические и литейные свойства сплава, а также технологические условия затвердевания отливки. Тест на линейную усадку сплава с рисунком 12.4 кронштейн: 1 литье (Тест), 2 литниковые чаши, 3 стояка, 4 кронштейна Резкое падение пластичности сплава вблизи температуры твердого тела называется высокотемпературной хрупкостью или высокой температурой. Эта зона характеризуется высокой вероятностью образования горячих трещин. Их происхождение обусловлено наличием на границах дендритов критического числа (5-15%) прослойки жидкой фазы. Сплавы с широким интервалом затвердевания имеют большую склонность к образованию горячих трещин.
Сущность метода определения линейной усадки в твердом состоянии заключается в измерении размеров образца (образца) при его охлаждении в виде температуры наполнения. 314 нормальный образец представляет собой стержень с поперечным сечением цилиндрического стержня диаметром 20-30 мм, 20×20, 25×25 и 40×40 мм, длиной 130-400 мм. ГОСТ16817-71 для риса. 12.4 показано, как измерить линейную усадку с помощью стального «кронштейна», отлитого в песчаную форму для фиксации контрольного размера внутренней полости формы/f=200 мм для формирования этой полости используется образец модели в виде бруска сечением 20 мм×20 мм и длиной 200 мм. Большинство сплавов имеют линейную усадку не более 3%: серый чугун 1,1-3%, углеродистая сталь 1,2-2,4%, легированная сталь 2,5-3,0%, силумин 1-1, 5%, магниевый сплав 1-1, 9%.%、
Смотрите также:
