
Оглавление:

Дифференцированный контроль резьбы
- При мониторинге потоков калибра, потоковых инструментов, работы и микрометрии управление каждым параметром выполняется отдельно. Винты, очень точные детали и другие случаи, когда необходимо установить точность отдельных параметров винта. Контролировать Применять как универсальное средство Специализированные универсальные особенности лечения, гл. 15. Пояснения и методы специальных приспособлений к ним В этой главе описывается измерение резьбы и специальное оборудование. Отдельно подумайте об измерении внешней резьбы (болтов) и внутренней резьбы (гайки).
Измерение параметров внешней резьбы. Самый простой контроль фактического среднего диаметра выполняется двумя основными способами а) с помощью винтовых вставок для универсальных устройств; б) Используйте проволоку или ролик, встроенный в углубление для резьбы. Если требуется контроль оставшихся параметров, то наружный диаметр с1 обычно является инструментом общего назначения с требуемой точностью, внутренний диаметр Диаметр проекционного устройства с использованием специальных заостренных вставок до микрометров, шага P и угла a 2.
Разработана методика расчета деформации при неподвижной посадке, когда вал соединен с подшипником качения. Людмила Фирмаль
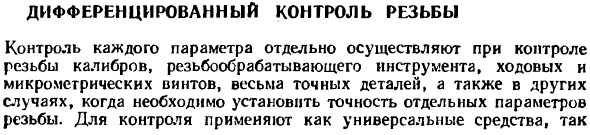
Измерение среднего диаметра наружной резьбы с помощью прибора с резьбовой вставкой. Схема измерения показана на рисунке. I. Установить вкладыш Вложенность обязательна. Например, резьбовой микрометр отличается от обычного микрометра из-за вложенности шпинделя и пятки. Общая погрешность измерения Средний диаметр винта с помощью резьбового микрометра близок к 0,2 мм. На общую величину ошибки влияет половина угла профиля Измеренные сани и вставки салазок, ошибки при вставке вкладышей в гнезда, ошибки в показаниях микрометра.
При установке микрометра Для образца 3, который является достаточно точным, погрешность может быть уменьшена, но она все еще может достигать 0,1 мм. Ввинчиваемая вставка (рис. 1) Сделано в парах-конусе I и призме 2. Размеры вставки зависят от шага резьбы. Для мониторинга метрической резьбы всех размеров Набор вставок состоит из семи пар. Измерьте фактический диаметр фактической резьбы, используя проволоку. Этот метод контроля более точен, чем измерение. Резьбовые вставки обеспечиваются производством высокоточной проволоки и использованием без микрометра Свяжитесь с устройством с высочайшей точностью.
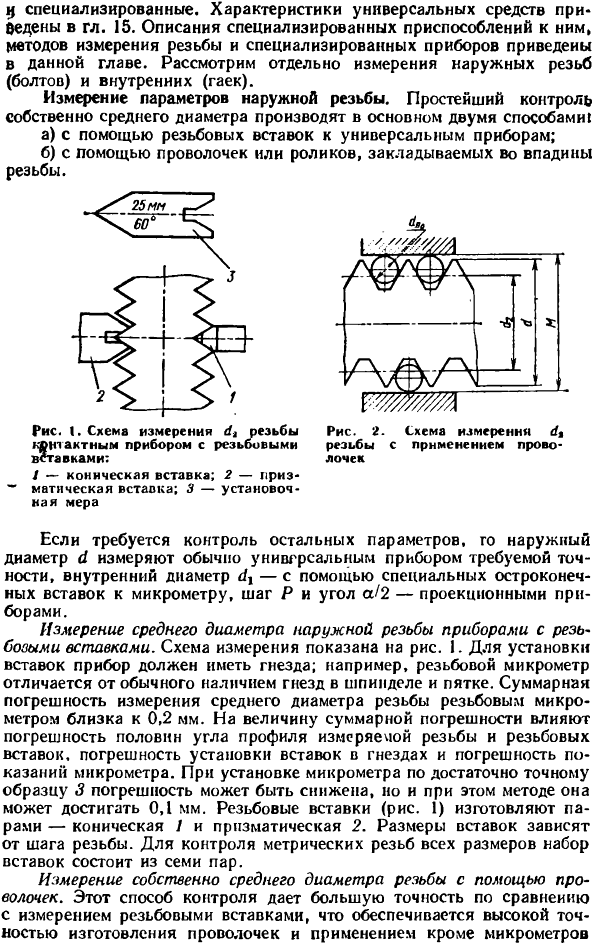
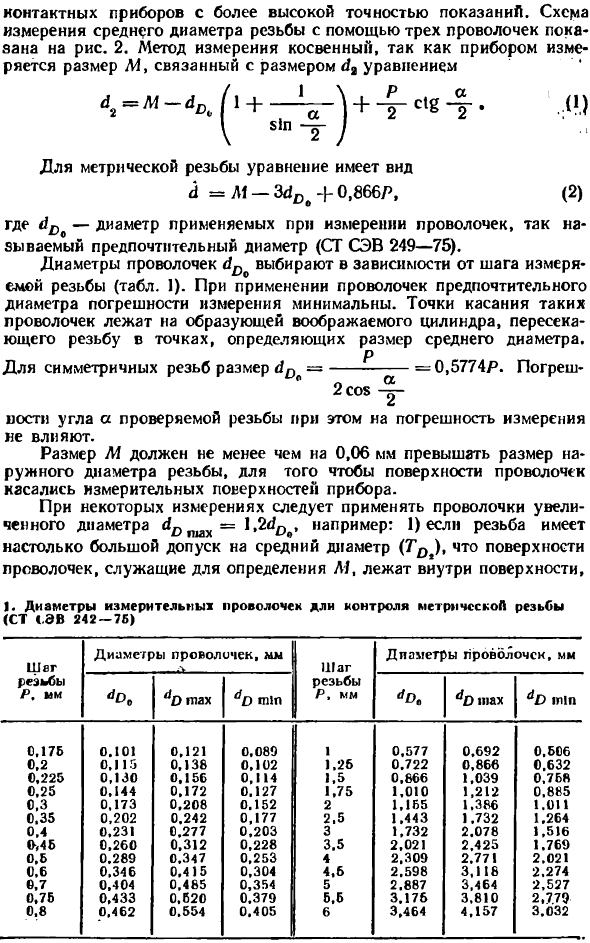
Схема измерения среднего диаметра резьбы с помощью трех проводов показана на рисунке. 2. Метод измерения является косвенным, поскольку устройство измеряет размер M, связанный с уравнением 4, по формуле. Я 1 т; Для метрических нитей форма уравнения имеет вид а = М-Зас + 0,866Р, (2) Где ac — диаметр проволоки, используемой для измерения так называемого рекомендуемого диаметра (ST SEV 249-75). Диаметр проволоки переменного тока выбирается в соответствии с измеренным шагом резьбы (Таблица 1). При использовании проволоки нужного диаметра.
Погрешности измерения минимальны. Точка контакта такого провода находится на шине воображаемого цилиндра, который пересекает нить в этой точке. Определите размер среднего диаметра. Размер симметричной резьбы = = 0.5774р. Совершенные преступления 2 секунды ° 5 Угол тестируемой резьбы не влияет на погрешность измерения. Размер М должен быть как минимум на 0,06 мм больше наружного диаметра резьбы, чтобы поверхности проволоки соприкасались. Измерительная поверхность прибора. Некоторые измерения требуют использования проводов большего диаметра при TL = 1,2 ° . Например, 1) Если поток очень большой Допуск среднего диаметра (К), где поверхность проволоки, используемая для определения М, находится внутри поверхности.
Затирка Проверка проволоки с шагом резьбы Шаг мм Шаг резьбы R. мм Диаметр проволоки, мм Пропустите резьбовую полку; 2) При управлении трапецеидальным винтом, если проволока диаметром йо касается внутреннего диаметра винта. Также можно использовать проволоку меньшего диаметра. JO pip = 0.5052P. Максимальное отклонение диаметра проволоки составляет ± 0,5 мкм, а шероховатость поверхности — менее 0,04 мкм. При измерении коротких нитей, Например, непроходимый резьбовой манометр использует два провода вместо трех.
Уравнения (I) и (2) в этом случае имеют вид a, A + 4 11e ~ 8 ( 131 Для метрических винтов Используйте один провод для измерения резьбы диаметром более 100 мм. Есть два типа проводов, гладкие и ступенчатые. Приложите провода к подвесным или проводным устройствам Установка на устройство, т.е. с обувью. Типы проводов, основные размеры и технические требования устанавливаются СТ СЭВ 242 75. стандарт Включает таблицы диаметров проволоки для измерения метрик (a = 60 ), трапеций (a = 30e), труб (a = 55e) и постоянства (a = 33e) Автор. Устройства, которые могут определять размер М с высокой точностью, представляют собой микрометры. Высочайшая точность достигается.
Измерьте средний диаметр, используя три провода с горизонтальным оптометром. Поскольку винты диаметром 60 мм или менее установлены, Его ось была горизонтальной. Ось пряжи диаметром более 60 мм является вертикальной. Перед измерением оптимизатор Ноль конечного блока измерения, размер которого рассчитывается по уравнению (1) или (2). Согласно показаниям устройства, отклонение показаний Теоретический размер М. Внешний диаметр 1 обычно измеряется на том же приборе, что и w ^, но без использования проводов, т.е. Прямой контакт с верхом нити. Измерительный наконечник при измерении d и d2 имеет форму ножа.
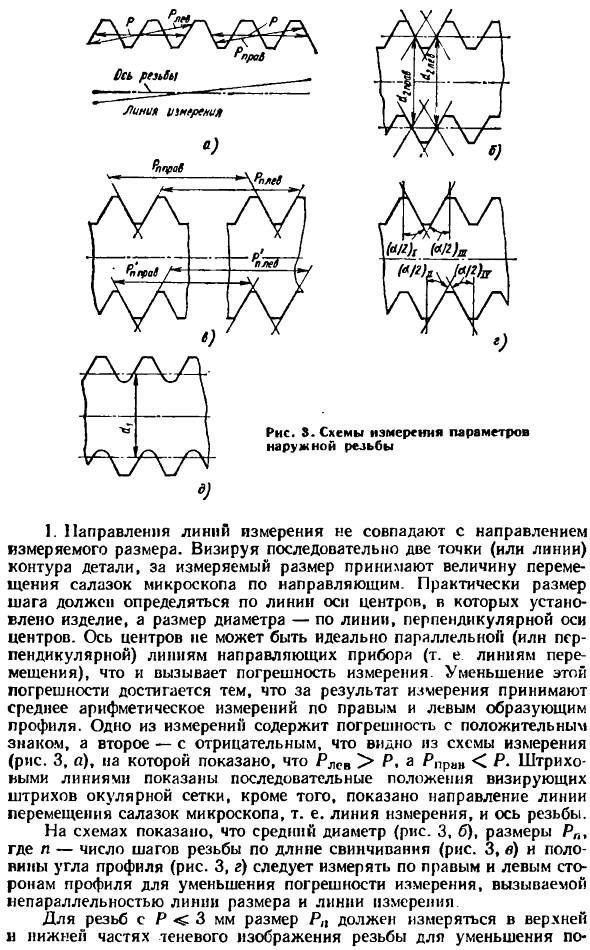
Параметры наружной резьбы также измеряются на моделях инструментов, таких как BMI и UIM, а также на различных микроскопах общего назначения. Эти приборы включают в себя Устройство, которое позволяет как для 88, так и для обоих P и — ^ — использовать устройство чтения устройства и эти распространенные устройства. Устройство для ретикуляции глаз. Кроме того, к устройству подключена сетка профилей, на которой создаются профили нитей различных типов и этапов. Визуальные и неточные измерения. Две основные ошибки в методе измерения проекции возникают по следующим причинам: к Линия тигр ш ) Измерение не соответствует направлению 1.
Направление линии измеряемой величины. Проверьте две точки (или линии) контура по порядку Для получения дополнительной информации измеренный размер получен как смещение предметного стекла микроскопа вдоль направляющей. На практике размер шага должен быть определен следующим образом: Линия центральной оси, где продукт установлен, и размер диаметра вдоль линии, перпендикулярной центральной оси. Центральная ось Он идеально параллелен (или перпендикулярен) направляющей линии устройства (то есть линии движения) и вносит ошибки измерения.
Это уменьшение погрешности достигается тем, что в качестве результата измерения принимается среднее арифметическое для левого и правого измерений. Форма профиля. Как видно из схемы измерений, одно из измерений имеет ошибку положительного знака, а второе — отрицательное значение (Рис. 3, а), Рлсв Р и Рпр , Р. Пунктирные линии показывают последовательные положения прицельного удара. Кроме того, сетка окуляра указывает направление линии движения предметного стекла микроскопа, измерительную линию и ось нити. На рисунке видно, что средний диаметр (рис. 3, б), размеры Pn, l — это число шагов резьбы по длине макияжа (рис. 3, в), равное половине угла.
- Профиль (рис. 3, d) должен измеряться справа и слева от профиля, чтобы уменьшить погрешности измерения, вызванные параллелизмом. Размерные и измерительные линии. Для нитей с вылетом 3 мм размер P должен измеряться в верхней части нижней части изображения тени нити. Погрешность измерения в результате возможного перекоса оси резьбы в вертикальной плоскости. Чтобы уменьшить погрешности измерения из-за неточного прицеливания, рекомендуется несколько вещей, особенно при измерении. Измерьте (цикл) в соответствии с длиной шины профиля резьбы и в качестве результата возьмите среднее арифметическое.
Короче длина Generatrix нужно сделать больше циклов измерения. Помимо ошибок, количество циклов измерения и Pn зависит от длины резьбы. Измеренные значения колеблются и могут вызвать ошибки обработки. В результате одного цикла измерения или п ^ ле. + L ^ av + ^ лев + ^ право 4 или Pn = — n Pn подходит для резьбы P mm. (6) О погрешности половины угла профиля. Следовательно, ошибка D всегда положительна. Диаграмма для измерения внутреннего диаметра 3 (рис. 3, д) показывает, что линия сетки микроскопа должна быть задана в качестве отправной точки.
Угломеры используются для измерения углов непосредственно на конечностях или бесконтактными методами с использованием автоколлиматора или коллиматора и телескопов по сравнению с образцовыми мерами. Людмила Фирмаль
Округлость лощины. 2. Изображение тени винта не является осевым сечением, но размеры всех параметров винта определяются осевым сечением винта Продукты. Изображение профиля нити представляет собой скрученный осевой разрез в результате эффекта подъема нити. Чем меньше шаг винта, Более серьезным является искажение. Частичное снижение погрешности измерения достигается путем наклона подставки микроскопа под углом салазок Р, определяется по формуле р = P1n42.
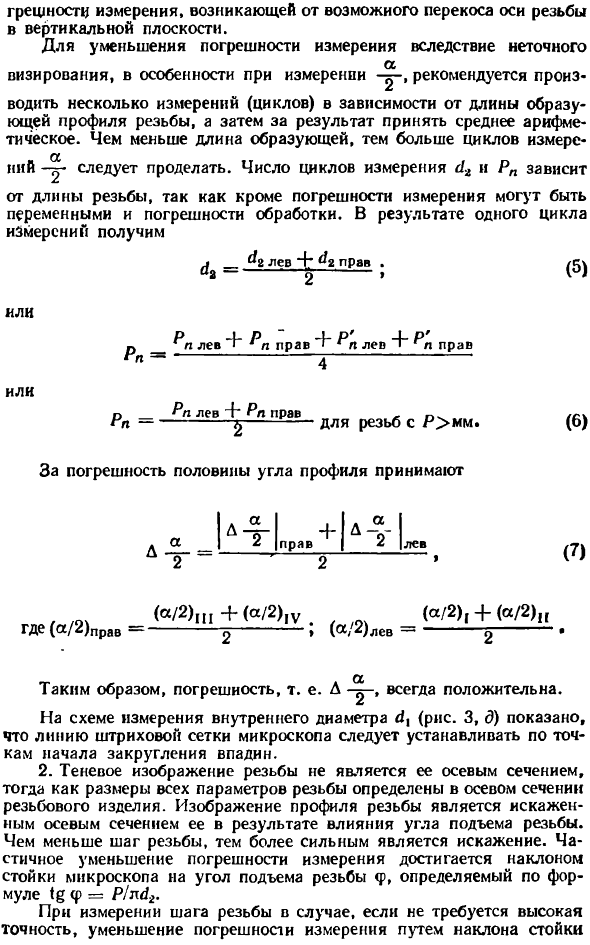
Наклоните подставку, чтобы уменьшить погрешности измерения, когда высокая точность не требуется при измерении шага резьбы Можно считать удовлетворительным. Измерения должны быть выполнены для точного измерения шага и фактического измерения среднего диаметра Непосредственно на осевой поверхности изделия. Для резьбы с шагом P 0,5 мм используется устройство, называемое измерительным ножом. Размеры ножа (фиг. 4, а) крепится к держателю на опорной плите микроскопа каретки.
Высота установленной опорной плиты Микроскоп говорит: Данные Рисунок 4. Измерение ножа: a-P 1,6 мм винтовой нож; положение b-ножа и ход петли В примере с микроскопом поверхность ножа располагалась в плоскости на высоте центра микроскопа. Лезвие каждого ножа должно касаться В секции вала нет зазора от поверхности резьбы. На верхней поверхности каждого ножа имеется риск, расположенный на расстоянии 0,3 мм от лезвия — в случае ножей, используемых для измерения резьбы Шаг до 1,5 мм или расстояние 0,9 мм — для ножей, используемых для измерения резьбы с шагом более 1,5 мм.
Эти расстояния называются рабочими. Размеры ножа, нм, равны расстоянию между осевой линией вдоль боковой пунктирной линии bb или ev , или dd или gg и линия aa находятся на сетке глаза микроскопа. Поэтому при измерении изображения риск ножа сочетается с изображением Пунктирная линия сбоку и изображение лезвия ножа должны совпадать с изображением центральной линии (рис. 4, б). Подробные техники Как измерить нить ножом 3; 19 . Измерение параметров внутренней резьбы.
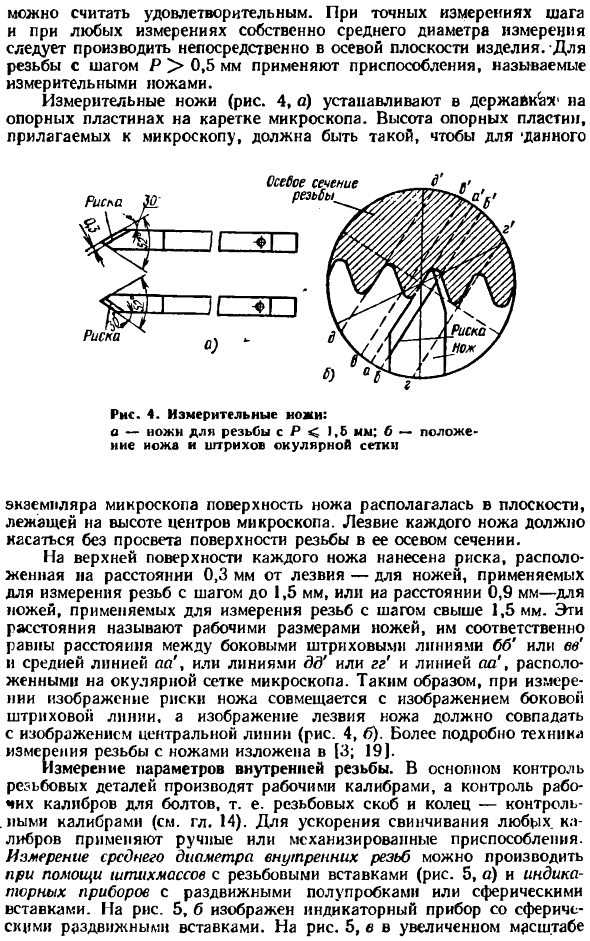
Контроль резьбовых деталей осуществляется в основном по рабочему диаметру, а контроль рабочего диаметра Болты, т. Е. Резьбовой кронштейн и калибр-кольцо (см. Главу 14). Чтобы ускорить настройку датчика, вручную или Механизированное устройство. Измерение среднего диаметра внутренней резьбы может быть выполнено с использованием штммассов и резьбовых вставок Индикаторное устройство с (рис. 5, а) и сдвижной половиной крышки или сферической вставкой. Рисунок 5b, устройство отображения Сферическая скользящая вставка.
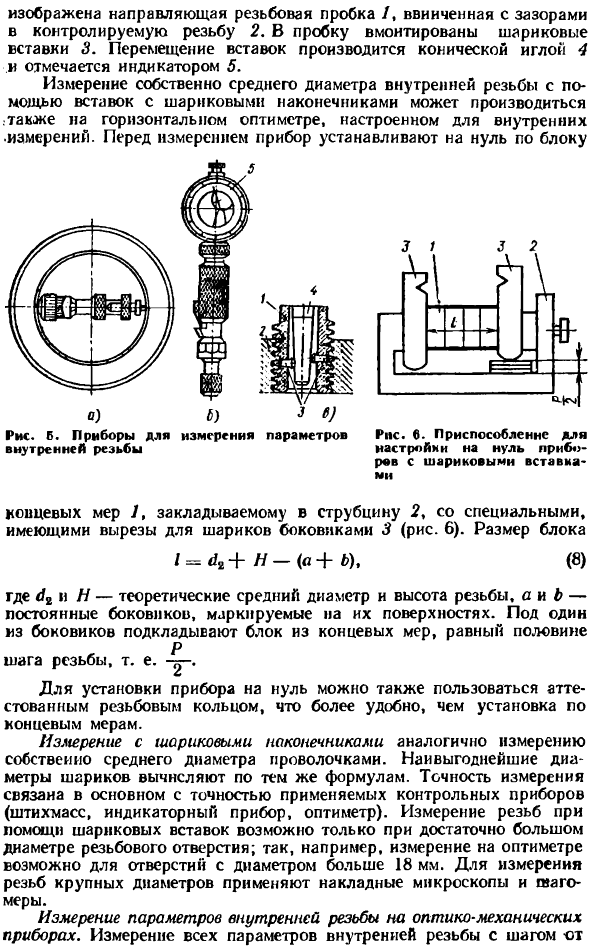
Рисунок 5, Увеличенная шкала Показывает резьбовую направляющую заглушку которая ввинчивается в контрольный винт 2 с зазором. Шариковая вставка 3 прикреплена к заглушке. Вставка перемещается конической иглой 4 и обозначается индикатором 5. Вы также можете измерить фактический средний диаметр внутренней резьбы, используя шариковые вставки Горизонтальный осциллограф, настроенный для внутреннего измерения Режим Пети метр. Перед измерением прибор обнуляется для каждого блока о) Рисунок B.
Внутреннее резьбовое устройство 6) Концевые меры 1, размещенные на зажиме 2, специальные имеют боковой вырез 3 для шара (рис. 6). Размер блока = ^ + — ( + 6), (8) где n H — теоретический средний диаметр и высота резьбы, b и боковые постоянные, отмеченные на поверхности. Одна из боковых стенок окружена блоком конечных измерений, равным половине шага резьбы. Вы также можете использовать сертифицированное резьбовое кольцо для установки устройства на ноль. Это удобнее, чем монтаж с конечными мерами. Измерение с помощью шарикового наконечника аналогично измерению фактического среднего диаметра с помощью проволоки.
Оптимальный диаметр шарика рассчитывается С той же формулой. Точность измерения в основном зависит от применяемого контрольного устройства (штихмасс, индикаторного устройства, Оптимистичные метры). Измерение резьбы с помощью шариковых вставок возможно только при достаточно большом диаметре резьбового отверстия. Например Оптиметрические измерения возможны для отверстий диаметром более 18 мм. Для измерения резьбы большого диаметра используется накладной микроскоп, Теги — Измерение параметров внутренних резьб оптомеханических устройств.
Все параметры внутреннего потока в приращениях от С помощью специального микроскопа IZK-59 можно получить прибор со средним диаметром от 0,25 до 2 мм и от 18 до 98 мм. К универсальному измерительному микроскопу прикреплен UIM. Принцип работы устройства ИЗК-59 основан на световой секции. измеримый Создайте, используя пространственные Y-образные прорези, плоские прорези и световые точки. Более конкретно, метод измерения с использованием ИЗК-59 9 . Измерение отливок или параметров внутренней резьбы отливок.
В результате высыпания отверстия для винтов специальным сплавом Отливка или отливка являются наружной резьбой, и ее параметры могут быть измерены с помощью соответствующих средств, описанных выше. Автоматический контроль резьбы контролирует фактический средний диаметр или контролирует уменьшенный средний диаметр. Или оба. В качестве примера можно указать свечу накаливания и машину BV-538, которая управляет львовским автоматом.
Технический университет по винтовому управлению. Затем используйте проволоку для измерения среднего диаметра фактической резьбы. Этот метод контроля более точен, чем измерение. -Используйте проволоку для измерения среднего расстояния для фактической резьбы.
Смотрите также:
Решение задач по метрологии с примерами
| Угломерные приборы | Контроль точности зубчатых колес |
| Методы и средства контроля инструментальных конусов | Приборы для контроля зубчатых колес |
