
Оглавление:

Допуски и посадки метрических резьб
- Общие внутренние и внешние нити и большинство специальных нитей соединены с обеих сторон профиля. Возможность контакта между верхом нити и желобом исключена. В зависимости от характера бокового сопряжения OO-профиля (т.е. среднего диаметра), соответствующее расположение поля допусков отличается от скользящей резьбы 4 (O) и 11. Посадка, разрыв, посадка с натягом, переходная посадка. Однако из-за фактического характера взаимного контакта сторон профиля резьбы по всей длине привинчивания, т.е.
В дополнение к фактическому значению среднего диаметра, также имеется отклонение шага и половинного угла профиля резьбы соединяемых деталей. Следовательно, природа адаптации соединения потока Зазор или помеха, представляющие разницу в фактическом значении среднего диаметра болта в виде числа Метрические резьбы допуска и посадки регулируются стандартом ST SEV 640-77 и обеспечивают допуск при посадке и зазор.
Такие устройства собираются из сменных элементов (квадратов, стоек, призм, опор, заклепок, хомутов, крепежных элементов и др.), которые полностью и точно обработаны. Людмила Фирмаль
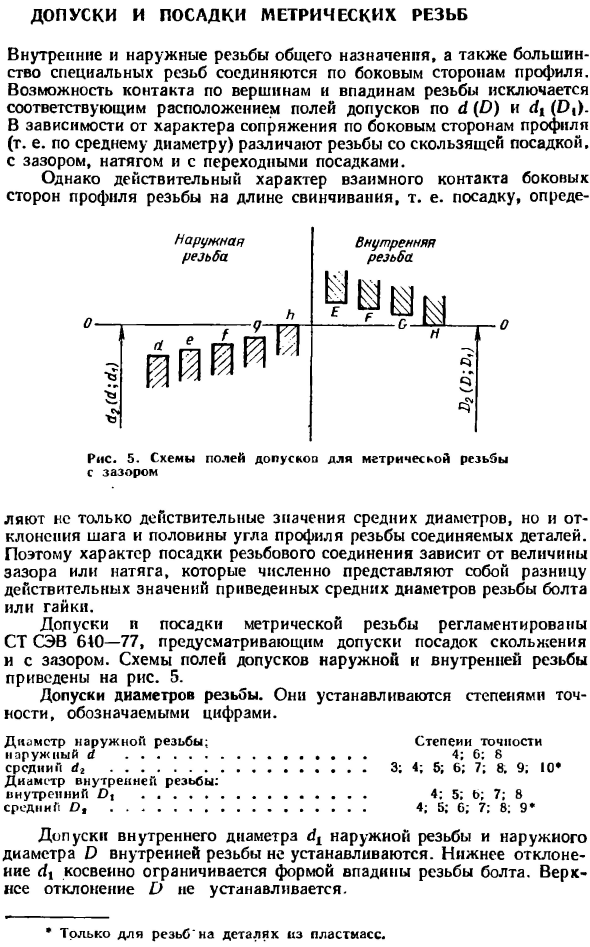
Допустимая схема поля для внешних и внутренних потоков: На рисунке 5. Допуск диаметра винта. Они установлены с точностью, указанной числами. Не существует установленного допуска для внутреннего диаметра внутреннего винта 44 и наружного диаметра внутреннего винта O. Нижний прогиб косвенно ограничен геометрией резьбы болта. топ Отклонение O не установлено. Только для пластиковых деталей. Основное отклонение. Положение поля допусков диаметра шнека определяется основным отклонением (верхнее значение для внешних резьб и нижнее значение для внутренних резьб).
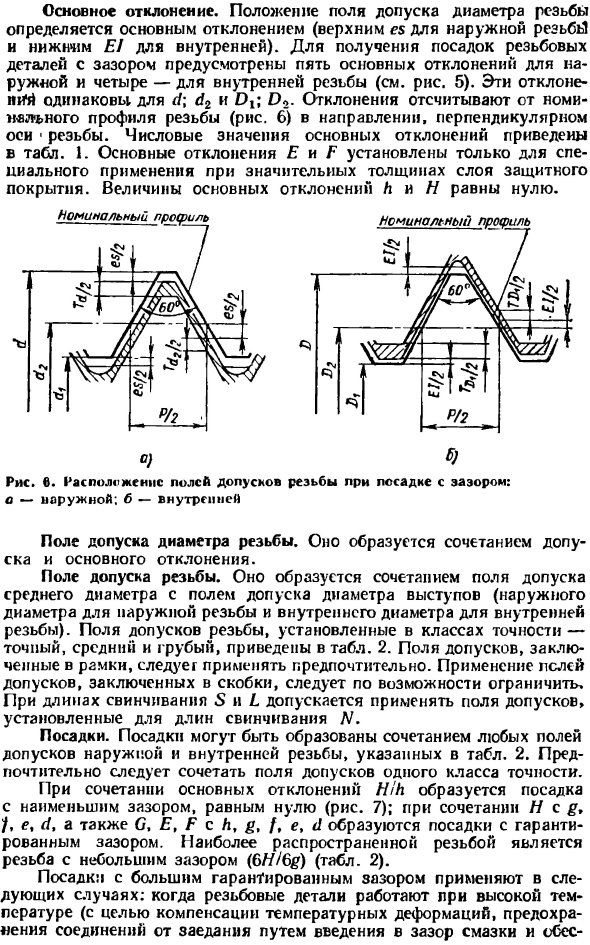
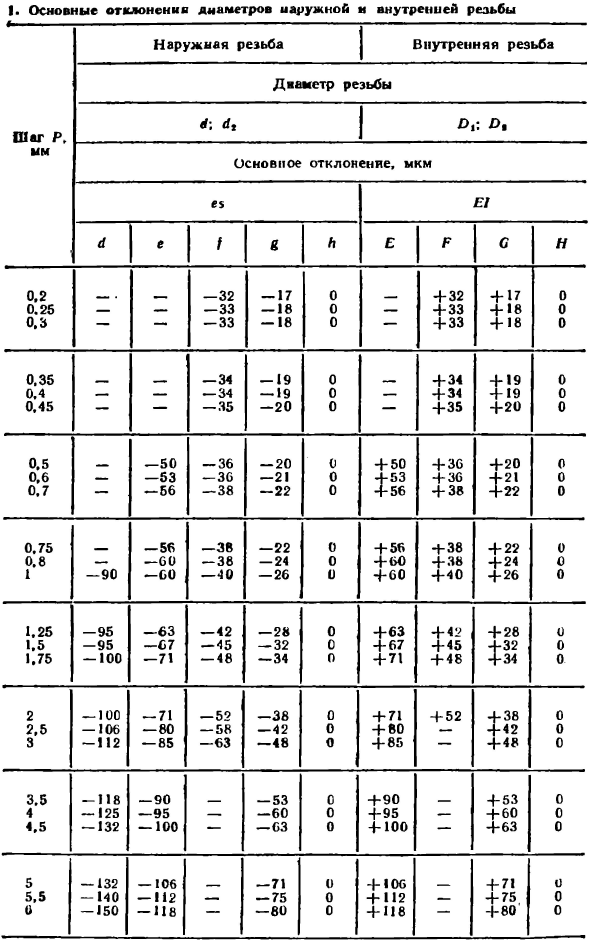
Для резьбовых фитингов Детали с зазорами имеют 5 основных отклонений снаружи и 4 внутренних резьбы (см. Рисунок 5). Эти отклонения такие же, как (I; q2 и O1; O2. Номинальный профиль резьбы в направлении, перпендикулярном оси винта (рис. 6). В таблице ниже приведены основные значения отклонений. 1. Основные отклонения E и G: Специальное применение при значительной толщине защитного слоя покрытия. Значения основных отклонений A и H равны нулю. о) Б) Рисунок с. Положение поля допуска резьбы при посадке с зазором: o-внешний; b-внутренний Поле допуска диаметра винта.
Формируется комбинацией толерантности и базового отклонения. Винтовое поле допуска. Это формируется путем объединения поля допусков среднего диаметра и поля допусков диаметра выступа (внешний диаметр наружной резьбы и внутренний диаметр внутреннего диаметра). Thread). В таблице приведены поля допусков для винтов (точные, средние, грубые), установленные в классе точности. 2.
Поля допуска, окруженные каркасом, должны применяться, если это возможно. Использование поля допуска в скобках должно быть максимально ограничено. Для длины макияжа 5 и 1 допускается поле допуска, установленное для длины макияжа N. Посадка. Посадки могут быть сформированы комбинацией полей допуска наружной и наружной резьбы, как показано в таблице. 2. Если возможно, объедините поля допуска одинакового класса точности.
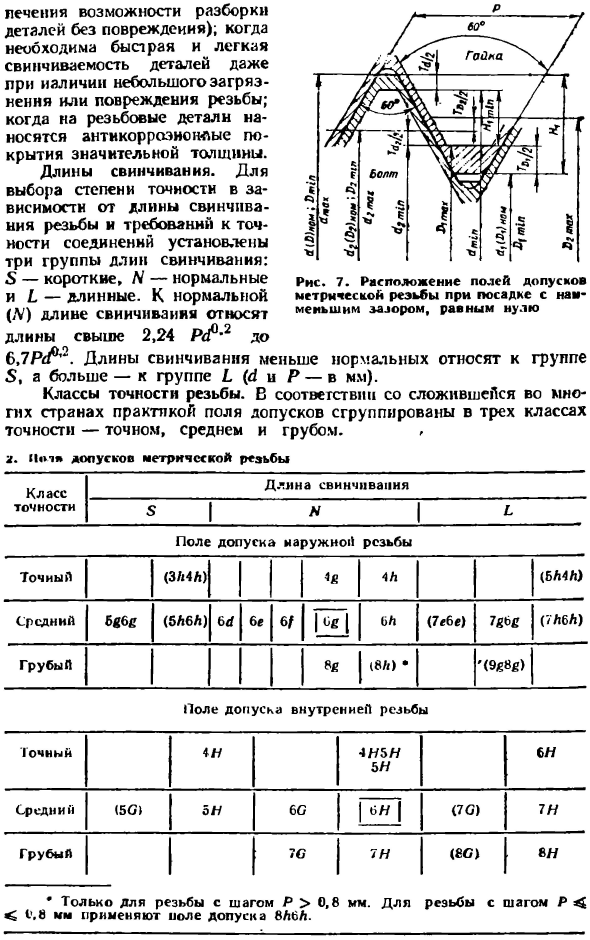
Комбинация основных отклонений I L образует посадку с минимальным зазором, равным нулю (рисунок 7). Ее, е, е, (я и 6, е, е с, е, е, а, посадочные комбинации Гарантированный клиренс. Наиболее распространенной является нить с небольшим зазором (6J 6 ) (Таблица 2). Гарантированная посадка с большим зазором используется в следующих случаях: когда резьбовые детали работают при высоких температурах (защита для компенсации температурной деформации) При введении смазки в зазор состав будет сожжен. Внешняя резьба 1. Внутренняя резьба. 2 метра пряжи.
Вам нужна быстрая и простая конфигурация деталей, даже если есть небольшое загрязнение или повреждение пряжи. Когда на Винтовая часть имеет довольно толстое антикоррозийное покрытие. Длина макияжа. В зависимости от длины нити и требований к точности соединения установите длину трех групп, чтобы выбрать степень точности: 5-короткая, N- нормальный и G длинные. Нормальная (L ) длина макияжа от 2,24 P40-2 6.7P * 2. Группе 5 назначается более короткая длина макияжа, а Группе I (4 в мм и P-) назначается больше. Класс точности резьбы.
В соответствии с общепринятой практикой во многих странах поля допусков подразделяются на три класса точности — штраф, средний и грубый. Поле допуска для внешних потоков. Винты с шагом P 0,8 мм. Для 0,8 мм используется допуск 8L6L. Шаг P Понятие класса точности является условным (класс не показан на чертеже, но является полем допуска) и используется для сравнительной оценки точности резьбы. Точный класс, рекомендуемый для ответственного лица Для статически нагруженных резьбовых соединений и небольших изменений в посадочных свойствах.
Винт в средний класс общего использования резьбы и грубые Hot В наличии вках, длинных глухих отверстиях и пр. Наиболее широко используемым является средний класс точности, который обеспечивает достаточную статичность и высокую периодичность. Прочность резьбового соединения. В том же классе точности рекомендуется увеличить допуск на средний диаметр для длины макияжа I. Для длины 5 она должна быть уменьшена на 1 градус по сравнению с допуском. Установите нормальную длину макияжа В. Например, вам нужно получить 5 градусов для длины 5, 6 градусов для N и 7 градусов для D.
Эта система позволяет выбрать точность резьбы От дизайна и технических требований. Допуск нити при отсутствии специального кольца относится к нормальной самой длинной длине макияжа или к общей длине нити, если она короче Максимальная нормальная длина макияжа. Если длина подпитки относится к 1 или 5 (но короче, чем общая длина нити), это указывается в спецификации нити или технических требованиях. Поток терпимости. Допуск для среднего диаметра винта является суммой. Основной диапазон допусков для всех диаметров в соответствии с рекомендацией 180 использует серию шестой точности.
Диаметр резьбы для шестой точности при нормальной длине подгонки определяется по следующей формуле: Где P мм. d-среднее геометрическое предельное значение расстояния между номинальными диаметрами в Т-микронах. Оставшиеся допуски точности определяются путем умножения шестых допусков точности, найденных в уравнениях (12) — (16), соответственно, на следующие факторы: Из уравнения (14), допустимый допуск T0 на точность резьбы * 3 больше, чем допуск TL. В отечественной системе, которая действовала до введения Допуск новой системы — средний диаметр болтов и диаметров резьбы гайки.
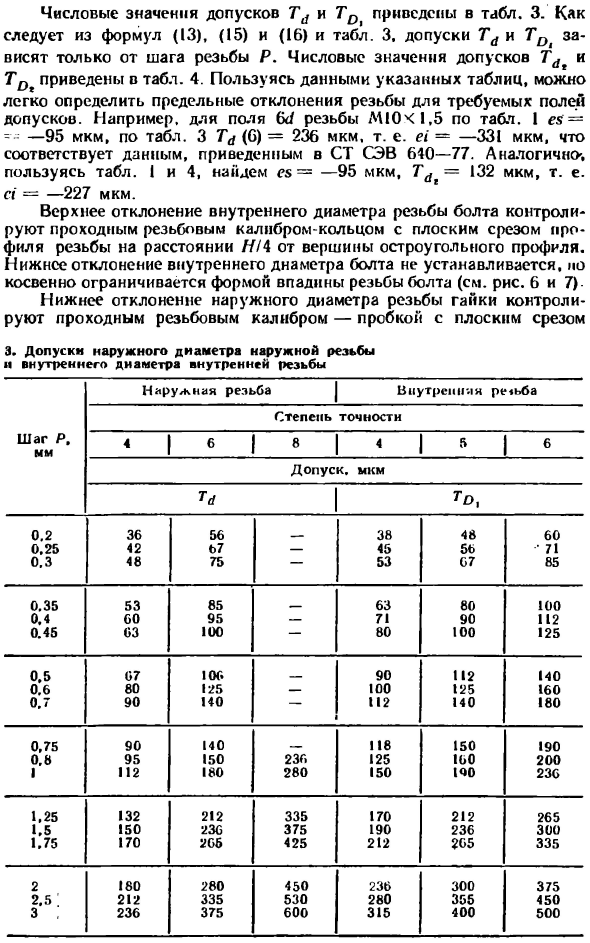
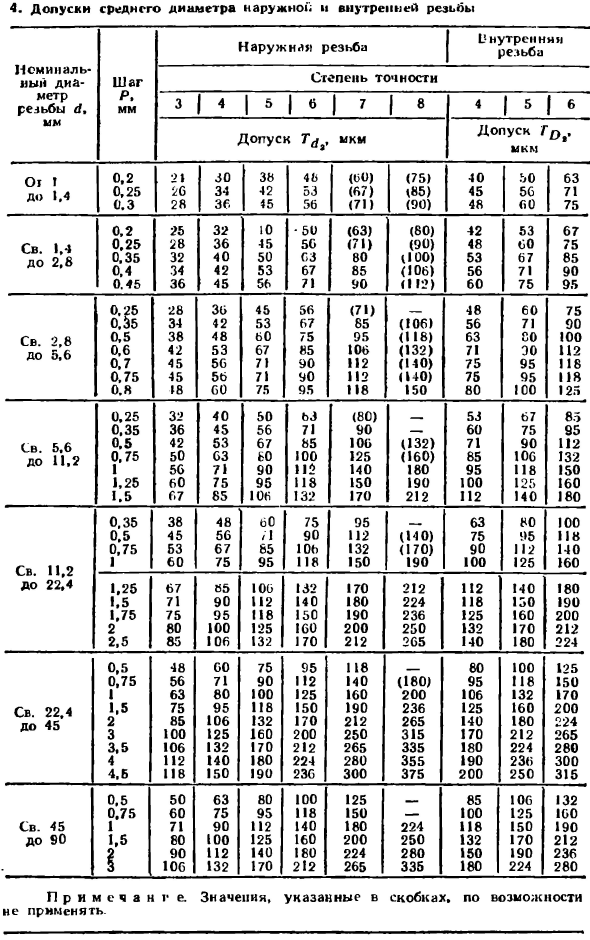
Допустимые значения Ta и To приведены в таблице. 3. Из формул (13), (15), (16) и таблицы это выглядит следующим образом. 3. Допуски Та и К зависят только от резьбы R. Шаг. Допуск Та и К числам Это указано в таблице. 4. Используя данные этих таблиц, вы можете легко определить максимальное отклонение требуемой резьбы поля допусков. Например, для поля (согласно таблице, x1 поток M10X1.5. — Согласно таблице, это 95 микрон.
Это соответствует данным, приведенным в СТ СЭВ 640-77. Точно так же используйте таблицу. I и 4: e = — 95 мкм, Ta = 132 мкм, то есть = 227 мкм. Верхнее отклонение внутреннего диаметра резьбы болта контролируется кольцом резьбового калибра с плоским разрезом профиля резьбы, которое находится на расстоянии 7 4 от вершины острого профиля. Нижнее предельное отклонение внутреннего диаметра болта не установлено, но косвенно ограничено формой полости резьбы болта (см. Рисунки 6 и 7).
Нижнее отклонение наружного диаметра резьбы гайки контролируется трубкой с плоской нарезкой с резьбой. Резьбовой профиль на расстоянии H 8 от вершины острого углового профиля. Верхнее предельное отклонение наружного диаметра гайки не установлено Если толщина нанесенного покрытия не требует большого базового значения, максимальное отклонение резьбы, покрытой защитным покрытием, должно соответствовать СТ СЭВ 640-77. Отклонение.
- Если задано предельное отклонение размера резьбы с предварительно нанесенным покрытием и никаких других оговорок не предусмотрено, размер резьбы с последующим покрытием не должен превышать. Определяется номинальным профилем резьбы и основным отклонением Спецификация прецизионных и метрических резьбовых соединений. Спецификация поля допуска на диаметр резьбы состоит из рисунка, показывающего степень точности, и букв, показывающих основное отклонение. (Пример: C 1, Ce. 6 ).
Спецификация поля допусков винта состоит из спецификации поля допусков среднего диаметра, который помещается первым, и спецификации поля допусков диаметра выступа (наружный диаметр болта). А для внутренних орехов) (например, 7 ^ 6 ; 5 76 ). Если спецификация допуска диаметра выступа соответствует спецификации поля допуска среднего диаметра, она указана в спецификации поля допуска Тема не повторяется (например, 6 ^; 6 7). Спецификация поля допуска резьбы соответствует спецификации размера резьбы. Пример обозначения резьбы: 1) Значительное увеличение: внешняя резьба M12-6§.
Из различных потоков необходимо назначить метрические фиксированные потоки, допуски и посадки тем, которые нормированы по критериям, указанным в таблице. Людмила Фирмаль
Внутренняя резьба M12-6 7; 2) Маленькими шагами: наружная резьба M12X 1-6 ^; Внутренняя резьба M12X1-6 ; 3) Левая резьба: Внешний M12X E 7-6 ^; Внутренний M12X . — 6 7. Посадка резьбовой части указана в долях, числитель показывает поле допуска гайки, а знаменатель показывает поле допуска болта (например, M12-6 7,6 , M12X -6 7 6 ^; M12X . 7-6 7 6 ). Если длина макияжа отличается от нормальной, это обозначается обозначением M12-7 ^ 6 t-30.
Здесь 30 — длина макияжа, мм. Система винтовых допусков является технической. Увеличенные допуски для среднего диаметра гаек класса точности и промежуточного класса, а также повышенные допуски для гаек и болтов GO. Дополнительный буст Технологичность изготовления резьбы обусловлена возможностью указания различных степеней среднего диаметра выступа и допуска на диаметр, где это применимо. Целостность. Помехи подходят.
Интерференционная посадка среднего диаметра используется, когда конструкция сборки не может использовать винтовое соединение типа болт-гайка, потому что это возможно Нарушение затяжки шпилек и автоматическое ослабление болтов под воздействием вибраций, колебаний нагрузки и изменений рабочей температуры. Примером является прикрепление шпильки к корпусу Двигатель. Шпильки можно затянуть при сборке и эксплуатации или гайки ( Раздвижная посадка с другим концом шпильки)), для ремонта и осмотра механизма.
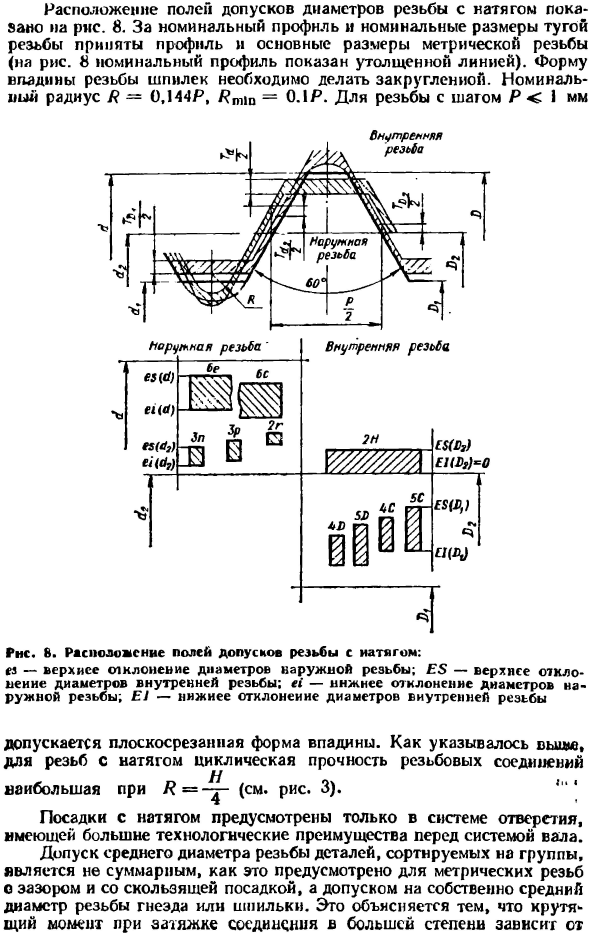
Посадка с натягом регулируется стандартом ST SEV 306 76 и применяется к метрической резьбе диаметром от 5 до 45 мм и шагом от 0,8 до 3 мм. Расположение поля допусков диаметра резьбы с интерференцией показано на рисунке. 8. Для номинального профиля и номинальных размеров натянутой резьбы принимаются профиль метрической резьбы и основные размеры ( Рис. 8 Номинальный профиль выделен жирными линиями). Корень формы шпильки должен быть закругленным. Номинальный радиус -0.144Р, Т П = 0,1Р. Для винтов с шагом P I мм Допускается плоская форма среза полости.
Как показано выше, для резьб повторная прочность резьбового соединения наиболее высока при К = (см. Рис. 3). Посадка с натягом предлагается только в системе отверстий и имеет технические преимущества перед системой вала. Допуск среднего диаметра резьбы деталей, классифицированных по группам, не является суммой, как это предусмотрено для метрической резьбы с зазорами и посадками, но фактический допуск Средний диаметр раструба или шпильки резьбы. Это связано с тем, что момент затяжки соединения более зависим Фактический средний диаметр, а не средний диаметр резьбы Герметичность.
Поэтому максимальное отклонение от фактического среднего диаметра резьбы раструба и шпильки указано в стандарте Используется при группировке для выборочной сборки. Допуски на средний диаметр резьбы для деталей, не отнесенных к группе, являются общими. Допуск наружного диаметра Тема не установлена. Ограничен крайними отклонениями формы выемки резьбы. Верхнее предельное отклонение наружного диаметра внутренней резьбы не регулируется. создание Допуски и места посадки указаны в СТ СЭВ 306-76.
Например, чугунные и алюминиевые сплавы с шагом до 1,25 мм будут соответствовать 2 750 2 , а шаг более 1,25 мм — 2 75C 2g. Сталь и Титановый сплав: шаг до 1,25 мм, посадка 2 4 4 (3) 3л (3). — шаг 1,25 мм или более, посадка 2 74С (3) Зл (3). Количество групп сортировки указано в скобках.
Длина винта Если плотная посадка должна быть в следующих пределах: А от 1,254 — Если материал детали с внутренней резьбой — от 1,254 до 1,54 — Если материал — чугун и от 1,54 до 24 — Когда материал алюминиевый и магниевый сплав. Дополнительные проверки подгонки требуются для других длин макияжа или других материалов. При посадке с плотной посадкой требуется очень маленький допуск на средний диаметр. Для больших допусков комбинация размеров, которая создает минимальную посадку, Гарантируется от вращения шпильки и максимальное вмешательство может повредить шпильку или сломать резьбу гнезда.
Таким образом, для резьбы фактический допуск среднего диаметра Набор винтов: -2 для вложенности, -3 для шпильки и 2-й точности Nosuti. Допуск на резьбу гнезда на 33% превышает допуск на шпильку Чтобы увеличить прочность соединения, чтобы обеспечить более равномерное взаимодействие, резьбовые детали сгруппированы и собраны из одной группы. Максимальная периодическая прочность соединения не является максимальной, но создается с оптимальными помехами. Оптимальное количество помех зависит от материала соединяемых деталей и рабочей температуры.
При изготовлении плотной резьбы на наружном и внутреннем диаметрах обеспечивается гарантированный зазор для устранения засорения. После того, как они прикрутили пару ниток Из-за остаточной пластической деформации витка внешний диаметр резьбы шпильки увеличивается, а внутренний диаметр резьбы раструба уменьшается (в случае пластикового металла). Это пропорционально увеличению помех. В результате фактический зазор между внешним и внутренним диаметрами намного меньше, чем нормализованный.
Увеличить силу повторения шипа Даже после ввинчивания деталей необходимо обеспечить зазор по внутреннему диаметру резьбы. Что касается наружного диаметра, зазор после настройки детали может быть нулевым. Если резьба затянута, задается допуск на половину угла профиля и шаг резьбы шпильки и гнезда по длине привинчивания.
Отклонение между углом половинного профиля и регулировкой шага резьбы Только для шпилек во время изготовления предусмотрены гнезда благодаря точности соответствующего инструмента для формирования резьбы. Опыт показывает, что погрешность шага и угол профиля резьбы, близкие к максимально допустимому значению, уменьшают момент затяжки на 10-25%, а погрешность шага составляет более 1. От ошибки угла профиля. Поэтому необходимо стремиться к созданию винтов с посадкой с натягом, которые сводят к минимуму половину угла наклона, особенно ошибки шага винтов.
На качество винтовых соединений с помехами также влияют отклонения в форме резьбовых частей. Следовательно, согласно стандарту, отклонение формы определяется внешней резьбой и внутренней резьбой Разница между максимальным фактическим диаметром и минимальным фактическим средним диаметром не должна превышать 25% от среднего допуска на диаметр. Перевернутый конус (т.е. увеличение диаметра от конца) Шпильки до середины этой длины не допускаются. Точность формы резьбы в гнезде технически гарантирована и не может контролироваться напрямую.
Приземления ZNYNZr и ZN6N13p теперь могут использоваться без классификации по группам. Эти посадки являются временными, и приложение требует дополнительной проверки. Пример спецификации винта с посадкой с натягом: M12-2H5C (2); Зр 2) (Поле допуска наружного диаметра наружного винта в спецификации не показано) Переходная посадка. Они используются, например, для одновременного дополнительного заклинивания шпилек наряду с выполнением резьбы.
Смотрите также:
Решение задач по метрологии с примерами
