
Оглавление:

Общие принципы обеспечения взаимозаменяемости цилиндрических резьб
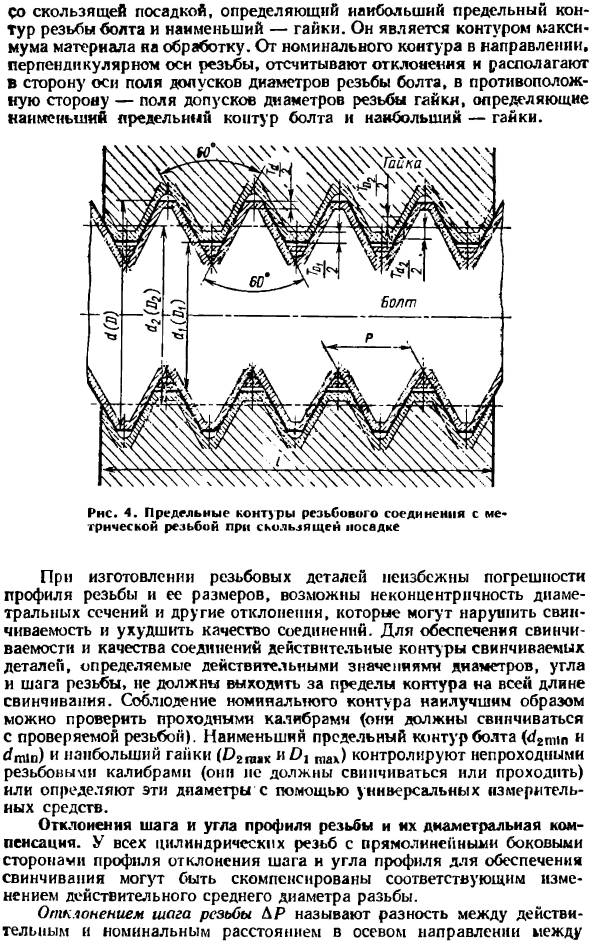
- Допуски и системы крепления, которые обеспечивают совместимость метрик, трапеций, упоров, труб и других цилиндрических винтов с прямыми сторонами профиля, Он построен по тому же принципу, принимая во внимание наличие структурных характеристик частей резьбы и взаимосвязь между ошибками отдельных параметров резьбы. Контур ограничения резьбы. Резьба резьбовой части имеет множество нитей, образующих контур резьбы. Рисунок 4.
Толстая линия показывает контур номинальной резьбы С скользящей посадкой, которая определяет максимальный профиль резьбы болта и минимальную гайку. Это максимальный материальный контур для обработки. От номинальной цепи Направление перпендикулярно основной резьбе, отклонения подсчитываются и помещаются в поле оси допусков диаметра болта, противоположное поле допусков диаметра винта Гайка, определяющая минимальный граничный контур и максимальную гайку болта. Рисунок 4.
Метрология органически связана со стандартизацией, и эта взаимосвязь определяется главным образом единицами измерения, системой национальных стандартов, средствами измерений и методами поверки при подготовке и составлении стандартных образцов материалов. Людмила Фирмаль
Ограничение винтового соединения офисом с метрической резьбой скользящей посадки При изготовлении резьбовых деталей неточность профиля резьбы и его размеров неизбежна, а также неконцентрированность диаметра и другие отклонения, которые могут быть нарушены. Уменьшает чувствительность и качество соединения. Фактический контур навинчиваемой детали определяется фактическими значениями для обеспечения навинчиваемой емкости и качества соединения.
Диаметр, угол и шаг пряжи не должны превышать контур по всей длине макияжа. Соответствие номинальной цепи лучше всего проверить с помощью датчика ( Нужно прикрутить с проверенной резьбой). Профиль минимального предела болта ( rt1l и ^ gh) и максимальная гайка (проверка Ohpih и ^ 1) контролируются резьбовыми манометрами (они Подтвердите или определите эти диаметры с помощью универсального измерительного инструмента. Шаг резьбы, отклонение угла и коррекция диаметра. Все цилиндрические винты с прямыми сторонами профиля будут смещать угол наклона и профиль профиля.
Макияж может быть компенсирован соответствующим изменением фактического среднего диаметра канавки. Отклонение между шагом резьбы и P представляет собой разницу между фактическим осевым расстоянием и номинальным расстоянием. Две средние точки стороны профиля одного и того же имени в пределах длины макияжа или указанной длины. Отклонение шага состоит из ошибки прогресса шага и увеличивается Пропорционально количеству нитей в длине макияжа I изменяется в соответствии с обычными, обычными правилами и не зависит от количества нитей в локальной длине макияжа.
Прогрессивные ошибки шага вызваны кинематическими ошибками станка и неточностью шага ведущего винта, износом по всей длине этой резьбы, температурой и мощностью. Деформация крепежных винтов и заготовок. Локальная ошибка шага является результатом локального износа резьбы шпинделя и ошибки шага при формировании многопрофильной резьбы. Инструменты, неравномерность материала заготовки и другие причины. Завинчивание винтовых деталей с неправильным шагом винта возможно только в том случае, если имеется средняя разница диаметров p, полученная путем уменьшения среднего диаметра винта болта.
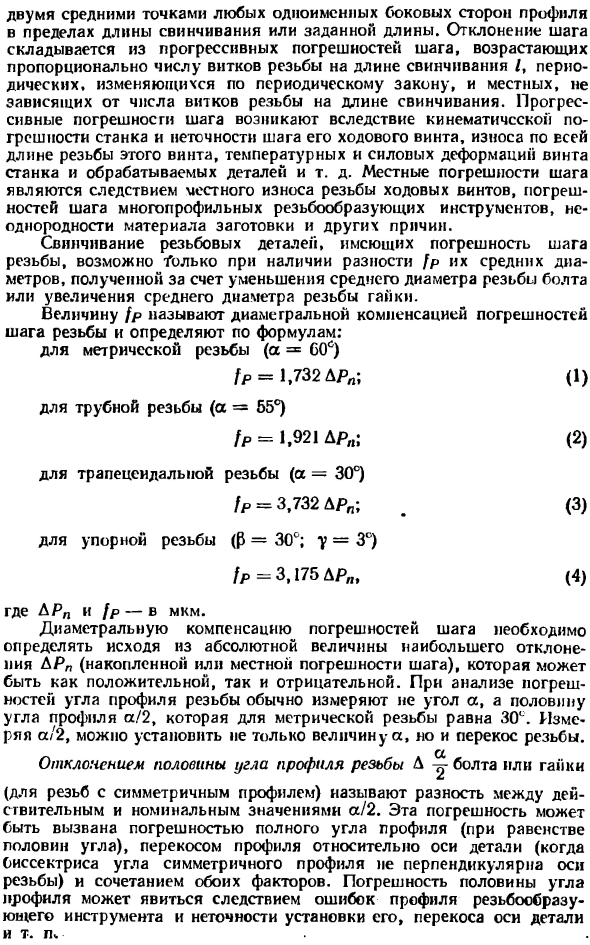
Увеличьте средний диаметр резьбы гайки. Значение p называется коррекцией диаметра для ошибки шага винта и определяется по следующей формуле: Для метрической резьбы (а = 60е). Коррекция ошибки шага в диаметральном направлении должна определяться на основе абсолютного значения максимального отклонения ДР (кумулятивная или локальная ошибка шага). Положительный и отрицательный. При анализе погрешности угла профиля резьбы обычно измеряют половину угла профиля a 2, а не угла a. Это 30 для метрической резьбы. Измеряя 2 В дополнение к значению, вы также можете установить искажение потока.
Отклонение на половину угла болта или гайки профиля резьбы D (Для симметричных профилей резьбы) Разница между фактическим значением 2 и номинальным значением называется. Эта ошибка может быть вызвана ошибкой в общем угле профиля ( Половина угла), смещение профиля относительно оси детали (если биссектриса угла симметричного профиля не перпендикулярна оси винта) и комбинация обоих факторов. Ошибка полуширины Профиль может быть результатом ошибок профиля профиля и неточностей, таких как установка и искажение основной детали.
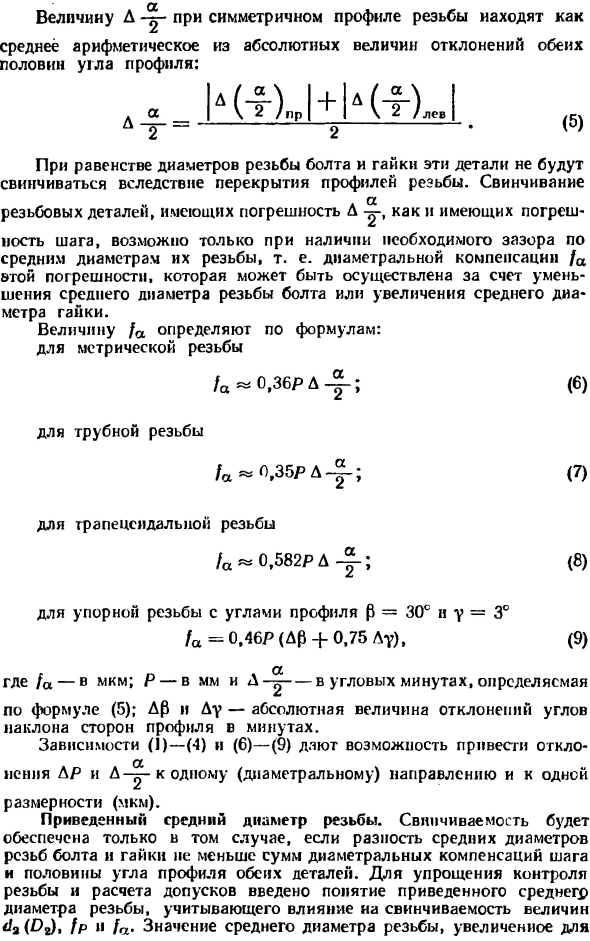
- Значение D с симметричным профилем резьбы определяется как среднее арифметическое от абсолютных значений отклонений обеих половин угла профиля. Если диаметры резьбы болта и гайки равны, эти детали не закручиваются из-за перекрытия резьбы. Фиксация винтовых деталей с ошибкой D и ошибкой Это возможно только в том случае, если шаг шага среднего диаметра резьбы имеет требуемый зазор, то есть коррекцию диаметра для этой ошибки Уменьшите средний диаметр резьбы болта или увеличьте средний диаметр Метр ганк.
Значение о определяется по формуле. Для метрической резьбы (6) Для трубного винта (7) Для трапециевидных винтов 1a 0,582R D; (8) Для резистивных винтов с углом профиля P = 30e и y = 3 ° 1a = 0,46P (DR + 0,75 Du), (9) Где 1А в микронах. P-мм и D- ^ угол, предопределенный Согласно уравнению (5) абсолютное значение (в минутах) отклонения угла наклона сторон Dr и Du-профилей. Зависимости (1) — (4) и (6) — (9) позволяют отклонению между DR и D приближаться к одному (диаметру) направлению и одному измерению (мкм).
Группа основных критериев устанавливает порядок стандартизации измерительных характеристик измерительного прибора. Людмила Фирмаль
Уменьшен средний диаметр шнека. Герметичность гарантируется только в том случае, если разница между средними диаметрами резьбы болта и гайки равна или больше, чем сумма компенсации шага и диаметра. Половина угла профиля обеих частей. Чтобы упростить расчет управления винтом и допусков, была введена концепция уменьшения промежуточного диаметра винта с учетом влияния на согласованность значений a (G a), 1p и a.
Увеличенный средний диаметр резьбы В случае наружной или наружной резьбы профиль уменьшается до общей компенсации в диаметральном направлении отклонения угла наклона и угла наклона профиля и называется уменьшенным средним диаметром. Указанный средний диаметр определяется по следующей формуле: 4APR = ^ gnzm + + ; (10) Для внутренней резьбы ^ epr = Ogyaz * — p + o) — (W) При точном определении величины уменьшенного диаметра необходимо учитывать отклонение формы боковой поверхности и другие ошибки резьбы. Пример.
Определите уменьшенный средний диаметр (3 мм) резьбы болта М24, измеренный (фактический) размер которого равен 4 = 21,900 мм. (T) pr — 4 (ts- Отклонение угла половинного профиля согласно уравнению (5) Когда средний диаметр дан в соответствии с уравнением (10) Spr = a2 + GR + a = 21 -9 +1 732 * pn + 0-36 d T Чтобы привинтить болт с помощью гайки, как положительные, так и отрицательные ошибки шага и половина угла профиля болта и гайки должны быть скомпенсированы диаметрально.
Следовательно, в уравнении (10)) р и 1a всегда вводится со знаком плюс, а в уравнении (11) вводится со знаком минус. Если есть ошибка шага и угол, который составляет половину профиля резьбы обеих частей, результирующий зазор в соединении определяется с учетом как значения, так и знака этих отклонений. 4 = 21,900 предел диаметр Дальнейшие обозначения 4 * NZM и O IZI и Изм колоды 4n опущен. Посадка с натягом винтового соединения определяется аналогичным образом. Общий допуск на средний диаметр резьбы. Средний диаметр, шаг и угол профиля являются основными параметрами резьбы, поскольку они определяют контактный характер резьбового соединения.
Сила, точность перевода и другие эксплуатационные качества. Однако из-за зависимости между отклонением шага, углом профиля и фактическим средним диаметром Допуски на эти параметры не стандартизированы индивидуально (за исключением резьбовых манометров и инструментов). Только общий допуск на средний диаметр болта Ta и гайки 7 o установлен. Это включает допуски для фактического среднего диаметра DL2 (DR2) и поправки диаметра для ошибок шага и углов профиля. PM, (^ 0.) = (M 2) + P + .
Верхний предел общего допуска среднего диаметра охватываемого винта ограничивает значение уменьшенного среднего диаметра, , protoax, а нижний предел — фактическое значение среднего диаметра Для 2t1n-внутренней резьбы — это допуск, нижний предел которого, например, уменьшает средний диаметр. Верхний предел — это фактический средний диаметр O1ta1. Поэтому допуски T и To должны быть определены как 2 Ex допуски соответственно. Нажмите на болт, загляните и вставьте гайку между O2 и O2.
Разница (T — ( p + 1a) представляет собой часть общего допуска на средний диаметр, который можно использовать в качестве фактического допуска на средний диаметр при наличии отклонения шага и угла. Профиль. При отдельной проверке шага, угла профиля и среднего диаметра фактическое отклонение среднего диаметра болта и гайки должно быть больше или равно абсолютному значению, необходимому для компенсации с помощью абсолютного значения. Есть отклонения в поле и угле профиля и соответствующие знаки. Удельный вес Dg отдельных компонентов 2 (DO2), p и a не постоянны и зависят от типа и размера резьбы, технологии Его изготовление.
Смотрите также:
Решение задач по метрологии с примерами
