
Оглавление:

Взаимозаменяемость кинематических резьб
- Кинематическая резьба, используемая для винтовой пары, обеспечивает зазор на сопряженной поверхности. Зазор необходим для размещения смазки и уменьшения трения и компенсации Термическая деформация и создание одного профиля контакта с обеих сторон профиля резьбы. Основным показателем точности винтовой пары является разница между реальными и теоретическими значениями Движение в одном осевом направлении пары.
В отличие от затягивания винта, требуется высокая устойчивость к самонарезанию, поэтому важно снизить кинематическое трение резьбы. Другие равны (шероховатость поверхности, род (Смазка, материал деталей, угол резьбы) ( Коэффициент трения) 4% для трапецеидальных винтов и 15% больше для прямоугольных винтов. Однако прямоугольные нити сложнее в изготовлении и имеют низкую прочность и износостойкость.
Для уменьшения возможного негативного влияния увеличенного диаметрального зазора, например, на точность вращения, используется шпиндель прецизионной металлообрабатывающей машины, установленный на подшипнике скольжения. Людмила Фирмаль
Для соединений с трапецеидальными винтами посадка гайки на наклонной стороне профиля (средний диаметр) центрирует деталь должным образом, а радиальный и осевой зазор (мертвый ход) Затяните шплинт, чтобы выбрать. Это невозможно с прямоугольными винтами. Поэтому прямоугольные винты не стандартизированы и не рекомендуются для использования. Трапециевидный винт. Профиль. Размеры и допуски трапецеидальных винтов одинаковы в Советском Союзе и странах-членах СЭВ.
Наружный диаметр и внутренний диаметр одинаковы Гарантированный зазор; в зависимости от среднего диаметра (исключая посадочные соединения L) обеспечивается соответствующее расположение полей допусков резьбы. Верхнее отклонение гайки наружный диаметр Не установлено Предельные отклонения не устанавливаются отдельно для шага и угла профиля. Только общий допуск среднего диаметра винта для болта и гайки.
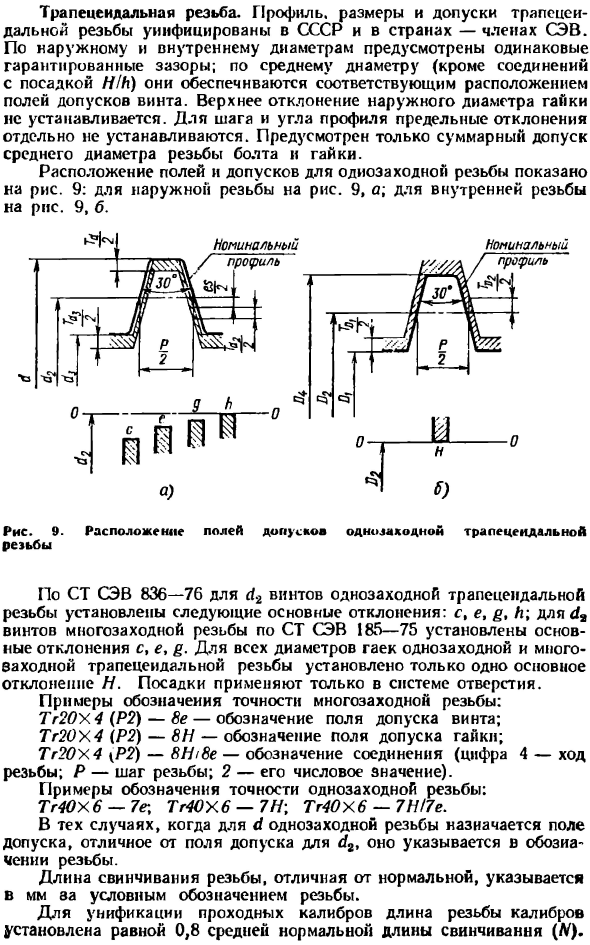
- На рисунке показано поле с одной резьбой и допуски. Для шурупа 9 a; для шурупа Согласно ST SEV 836 76, для однопоточных трапецеидальных винтов, s, e, L; 2 Многопоточные винты согласно ST SEV 185 75, основной Отклонение s, e, c. Только одно основное отклонение N установлено для всех диаметров односторонних и многоходовых трапецеидальных гаек. Пример указания нескольких потоков: Tg20X4 (P2) -8e —Укажите поле допусков для винтов. Спецификация поля допуска гайки Tg20H4 (P2) -8H. Тг20х4 Р2) -8Н 8Е.
Обозначение соединения (номер 4-х ходовой ход, шаг Р-нити, 2-х рядный). Пример спецификации точности одного потока: Tg4OXb-7e; Tg4OX6-7H; Tg40x.6-7H 7e Если поле допуска, отличное от поля допуска s g, назначено (одиночный начальный поток), оно указывается в спецификации потока. Длина винтов ненормальных винтов указывается в мм аа символом винта. Чтобы унифицировать датчик, длина резьбы датчика устанавливается равной нормальной нормальной длине подпитки (L), равной 0,8. Упорная нить.
Если название изделия соответствует единице, то префикс присоединяется к названию первой единицы, входящей в состав изделия. Людмила Фирмаль
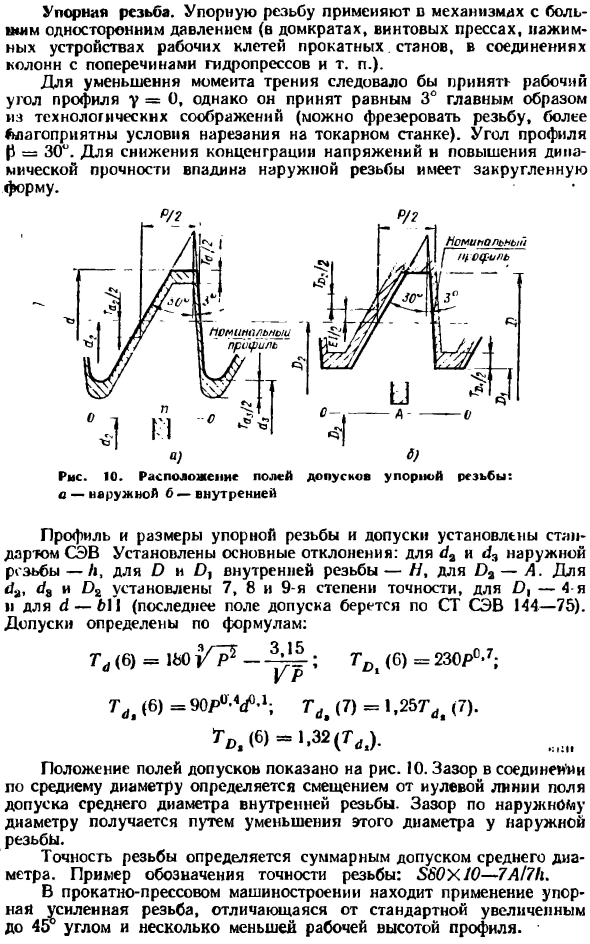
Упорные резьбы используются в механизмах с большим однонаправленным давлением (домкраты, винтовые прессы, устройства давления рабочего стола прокатного стана, соединения колонн) Гидравлический пресс поперечина). Чтобы уменьшить момент трения, необходимо принять рабочий угол профиля y = 0, но теперь он равен 3 ° в основном по техническим причинам (возможно фрезерование резьбы, более Условия, подходящие для токарной резки). Угол профиля Р = 30 °.
Полость с наружной резьбой округлена для уменьшения концентрации напряжений и увеличения динамической прочности а-внешний б-внутренний Основные отличия: 4a и 13 внешняя резьба — L, O и O внутренняя резьба -H, Oa -A. 4a, 8 А для 0-го и 4-го и с 8-го по 611-й были установлены 7-я, 8-я и 9-я точность (последнее поле допуска берется согласно ST SEV 144-75). Толерантность определяется по следующей формуле: (6) = 230 ° -7; (6) = 90 ^ -V-1; Та (7) = 1,257 ^ (7). TC (6) = 1,32 (TY1).
Положение поля допуска показано на рисунке. 10. Зазоры швов по среднему диаметру определяются смещением от нулевой линии поля допуска для среднего диаметра внутренней резьбы. Внешний зазор Диаметр получается путем уменьшения этого диаметра снаружи Точность винта определяется полным допуском среднего диаметра. Пример указания точности резьбы: 880X10-7A17H. В прокатной и прессовой технике используются армированные нити. Это увеличивает угол до 45 ° от стандартного, а рабочая высота профиля несколько ниже.
Смотрите также:
Решение задач по метрологии с примерами
| Общие принципы обеспечения взаимозаменяемости цилиндрических резьб | Эксплуатационные требования к зубчатым передачам |
| Допуски и посадки метрических резьб | Системы допусков зубчатых передач |
