
Оглавление:

Измерение отклонений формы
- Отклонение формы определяется с помощью универсальных и специальных измерительных приборов. В этом случае чугунные плиты и плиты из твердых пород (ГОСТ 10905 75), калибровочные линии типа ЛЧ, ЛТ, ЛД, ШП, ШПХ, ШД, УТ, ШМ (ГОСТ 8026 75), квадраты UL, Тип ULP, ULC, УП, УШ (ГОСТ 3749-77), призма (ГОСТ 5641-82), измерение длины плоского конца (ГОСТ 9038-83), планка (ГОСТ 3059-75), натянутая струна, А в опто-механическом модельном ряду используются лучи.
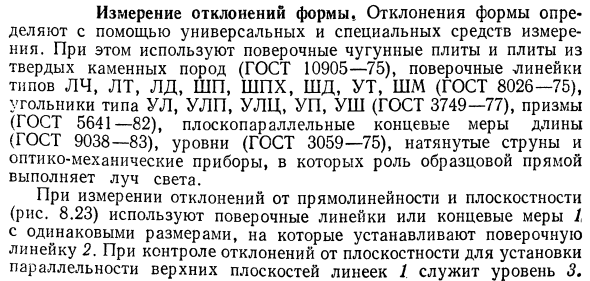
При измерении отклонений от прямолинейности и плоскостности (Рисунок 8.23) используйте линейку с такими же размерами, как линейка 2 или концевой датчик 1. Рисунок 8.23. Схема контроля отклонения от прямолинейности и Отклонение определяется с помощью дополнительного измерения 4 и датчика или с помощью измерительной головки 5. Новый штатив. Отклонения от прямолинейности вытянутой, преимущественно вертикальной поверхности, можно определить путем сравнения с параллельно вытянутой нитью.
Постоянная систематическая погрешность измерения также возникает из-за ошибок в настройке измерений и из-за неправильно градуированных ссылок на шкалу. Людмила Фирмаль
Расстояние между струной и продуктом определяется с помощью микровинта или микроскопа. Чтобы контролировать неплоскостность, вы можете использовать счетчик с вращающимся плоским датчиком (рис. 8.23, б) с индикаторными головками со шкалами 10 и 20 микрон. С помощью прицела (рис. 8.23, в) измеряется расстояние от испытательной поверхности до оптической оси трубы 1, установленной рядом с продуктом D. Некоторые ценности. Угловое смещение измеряется с помощью компенсатора 3.
Также генерируются вентиляторы с уровнями гидростатического давления (рис. 8.23, а), которые влияют на принцип сообщения судна. В этом случае используются две или несколько измерительных головок 1, соединенных резиновыми шлангами 2. Прикрепите головку к контрольной точке, поверните микровинт 3 и считывайте на шкале, пока наконечник не коснется уровня жидкости. Погрешность измерения составляет около ± 0,01 мм.
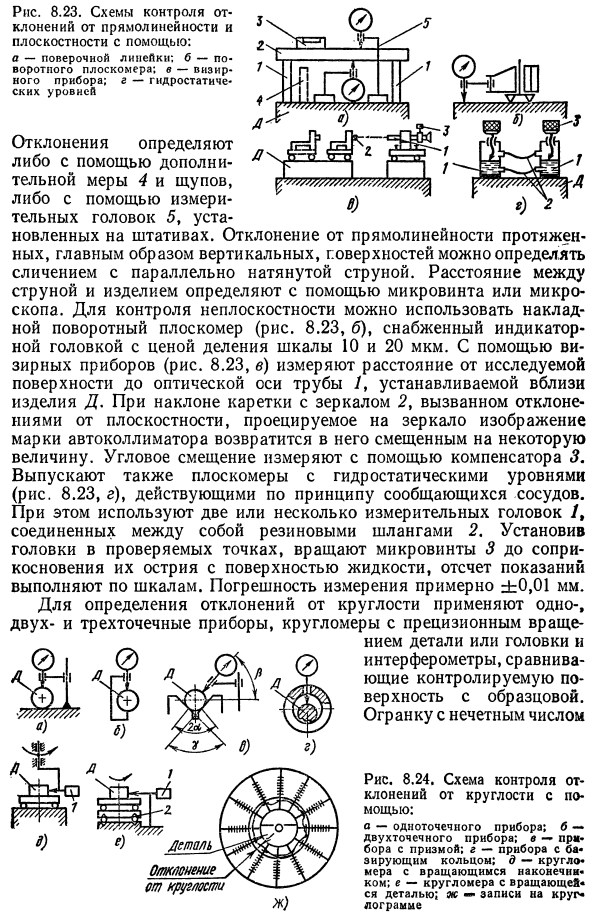
- Чтобы определить отклонения от округлости, сравните одно-, двух- и трехточечные инструменты, датчики округлости с точным вращением деталей или головок, а также сравните контролируемые и примерные поверхности. Используйте интерферометр. Вырезать нечетное число Рисунок 8.24. Отклонение от округлости контура с использованием: 8.4.
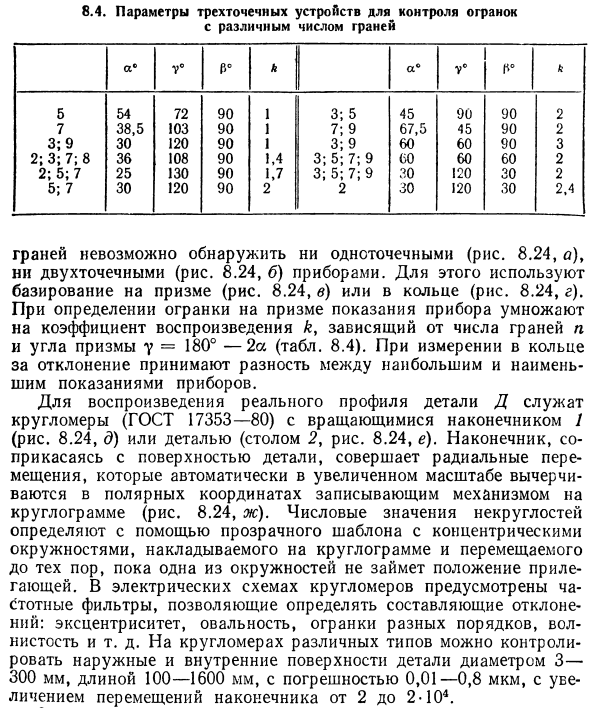
Трехточечные параметры устройства для граней с разным количеством граней ° -p 5 7 3; 9 2; 3; 7; 8 2; 5; 7 5; 7 54 38,5 30 36 25 30 72 103 120 108 130 120 90 90 90 90 90 90 90 90 1,4 1,7 2 3; 5 7; 9 3; 5; 7; 9 3; 5; 7; 9 2 67,5 60 30 90 45 60 60 120 120 90 90 60 30 30 2 2 3 2 2,4 Лица не могут быть обнаружены одноточечными (рис. 8.24, а) или 2-точечными (рис. 8.24, б) устройствами.
При построении машины параметрической, типоразмерной и конструкционной серий необходимо обеспечить эквивалентность параметров теплового и силового напряжения всей машины и ее частей. Людмила Фирмаль
Для этого он основан на призмах (рис. 8.24, в) или кольцах (рис. 8.24, г). При определении среза призмы умножьте показание устройства на коэффициент возврата k. Это зависит от количества граней n и угла призмы y = 180 ° 2a (таблица 8.4). При измерении с помощью кольца разница между максимальным и минимальным показаниями прибора принимается за отклонение. Чтобы воспроизвести фактический профиль детали D, используйте вращающийся измеритель 1 (ГОСТ 17353 80) с вращающимся наконечником 1 (рисунок 8.24, д) или деталь (таблица 2, рисунок 8.24, д).
Наконечник движется радиально в контакте с поверхностью детали. Это автоматически рисуется в масштабе, увеличенном в полярных координатах механизмом записи круговой диаграммы (Рис. 8.24, g). Некруглые числа определяются с использованием прозрачного концентрического шаблона, накладываются на круглую фигуру и перемещаются до тех пор, пока один из кругов не займет смежную позицию.
На схеме кругового счетчика предусмотрены частотные фильтры для определения эксцентричной составляющей: эксцентриситета, эллипса, разрезов различного порядка, волнистых и т. Д. Различные круглые счетчики могут контролировать внешние и внутренние поверхности деталей диаметром от 3 до 300 мм и длиной от 100 до 1600 мм. С погрешностью от 0,01 до 0,8 мкм движение стружки увеличивается с 2 до 2 104.
Смотрите также:
