
Оглавление:

Влияние шероховатости, волнистости, отклонений формы и расположения поверхностей деталей на взаимозаменяемость и качество машин
- Шероховатость, волнистость, отклонение формы, изготовление и положение поверхности детали, возникающие во время работы станка, под воздействием силовой и температурной деформации и вибрации уменьшают жесткость контакта поверхности соединения детали, Измените начальные характеристики подгонки, установленные при сборке. О.Д.
В движущихся посадках, если поверхность трения детали отделена слоем смазки и не находится в прямом контакте, эти ошибки могут привести к неравномерным продольным и поперечным зазорам, нарушению ламинарного потока смазки и температуре Увеличивает несущую способность масляного слоя. При запуске, торможении, замедлении или перегрузке машины масляный слой не полностью разделяет поверхность трения, поэтому невозможно создать условия трения со смазкой.
Общий вид кривой вполне закономерен, и ряд можно воспринимать как стройный, что можно заподозрить по внешнему виду графика, изображенного на рисунке. Людмила Фирмаль
В этом случае из-за отклонений в форме, положении и шероховатости поверхности контакт сопрягаемых поверхностей деталей машины происходит вдоль максимальной вершины неровности поверхности. При таком типе контакта давление в верхней части нерегулярной части часто превышает допустимое напряжение, сначала вызывая упругую деформацию, а затем пластическую деформацию нерегулярной части.
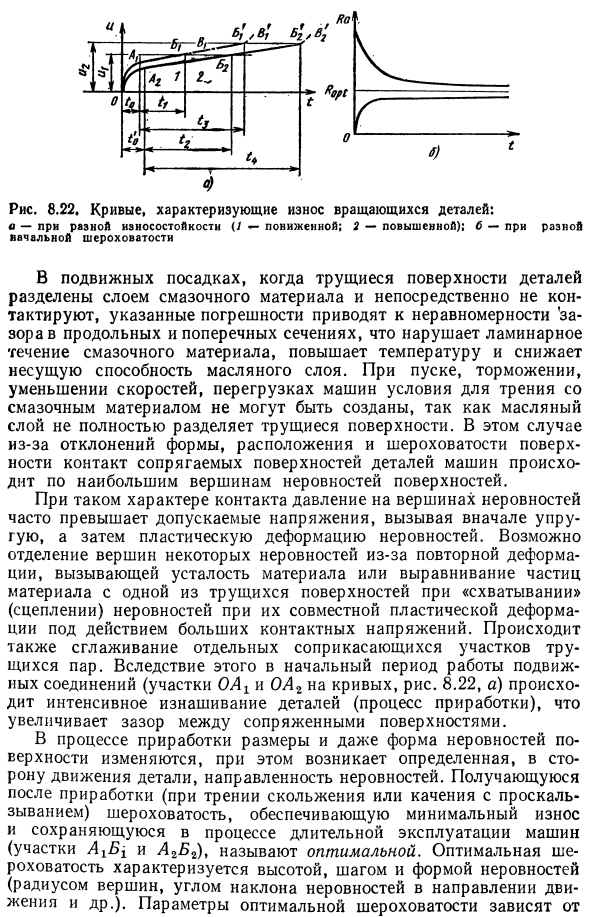
Можно выделить некоторые пики нерегулярности из-за многократной деформации и во время захвата (адгезии) неровностей при пластической деформации соединений под воздействием больших контактных напряжений, Вызывает выравнивание частиц материала с одной из усталых или фрикционных поверхностей. Отдельные контактные участки пары трения также сглажены. В результате в течение начального периода движения подвижного соединения (участки OA1 и OA2 на кривой, рис. 8.22, а) происходит интенсивный износ деталей (процесс приработки), и зазор между сопряженными поверхностями увеличивается.
В процессе приработки даже размеры неровностей и форма поверхности изменяются, и в направлении движения детали возникает определенное направление неровностей. Шероховатость из-за приработки (во время скольжения или трения качения со скольжением), шероховатость сводится к минимуму, а шероховатость, остающаяся во время длительной эксплуатации станка (сечение и A2B2), называется оптимальной. Оптимальная шероховатость характеризуется высотой, шагом и формой неровностей (радиус пика, угол наклона неровностей в направлении движения и т. Д.).
Оптимальный параметр шероховатости Качество смазки и другие условия работы деталей трения, его конструкция и материалы. Изменения исходной шероховатости можно отслеживать в примерах испытаний компрессора. Насколько шероховата внешняя поверхность поршня перед испытанием Соответствует A = 0,7 … 1 мкм, цилиндрическое зеркало = = 0,2 0,3 мкм. При использовании компрессора использовалось высококачественное масло, не содержащее твердых примесей и примесей. После испытания (через 1000 часов) шероховатость поршня не изменилась, и шероховатость зеркала цилиндра составила Na = 0,7 1,2 мкм.
Операция приработки зависит от начальной шероховатости поверхности трения, свойств материала детали, режима работы механизма и условий эксплуатации. Поскольку начальная шероховатость отличается от оптимальной, износ детали увеличивается (рис. 8.22, б), поэтому параметр шероховатости необходимо знать заранее и получить при обработке или выполнении детали на стенде. Это необходимо. При прочих равных условиях рабочее время конкретной детали, сборки или механизма достигается путем увеличения износостойкости детали (Рис. 8.22 2).
- Или увеличения коэффициента износа kt, то есть толщины и слоя металла, который можно носить Можно подробно ( , x; 4). Оптимальный показатель качества (твердость, шероховатость и т. Д.) Поверхностного слоя материала замедляет скорость износа детали, ускоряет работу детали и повышает долговечность и точность станка. Сглаживание неровностей снижает коэффициент трения (до определенного предела).
Поскольку увеличение зазоров может привести к дополнительным динамическим нагрузкам и интенсивному увеличению скорости износа, очень важно установить минимально допустимый износ детали при остановке и ремонте механизма (раздел 51B1 и VgVu. Шероховатость, которая является частью концентрации напряжений, снижает усталостное сопротивление деталей, особенно при резких переходах и углублениях.
Единица измерения температурного градиента-Кельвин / метр, равная температурному градиенту поля, а температура изменяется только на 1К в направлении наклона участка 1м. Людмила Фирмаль
Например, если параметр шероховатости поверхности канавки под болт для резки или шлифования шурупа уменьшается с я = 1,0 мкм до Na = 0, допустимая предельная амплитуда цикла напряжения увеличивается на 20-50% на 1 мкм. Кроме того, болты из высокопрочной легированной термообработанной стали увеличиваются в меньшей степени по сравнению с болтами из низколегированной и углеродистой стали. Легированная сталь с чувствительностью к концентрации напряжений.
Сглаживание поверхности алмазным наконечником со сферическим или цилиндрическим радиусом 2-3 мм (после точения или шлифования) увеличивает предел прочности на 25-40% и увеличивает износостойкость деталей из легированной стали на 15-30%. вы. На шероховатых поверхностях, особенно там, где сосредоточено напряжение, коррозия возникает и распространяется быстрее. Тара, усталостная прочность в этом случае снижается в несколько раз. Шероховатость поверхности и твердость являются контролируемыми факторами. Указанная шероховатость поверхности может быть получена из всех частей партии.
Вы можете проверить, не повредив детали. Во время установки и эксплуатации машины форма деталей может измениться. Отклонение формы и положения поверхности увеличивает ускорение движущихся частей и снижает точность четного числа. Чем меньше начальное значение этих отклонений, тем выше долговечность конструкции. Поэтому эллиптичность цилиндрических зеркал двигателей таких автомобилей, как ГАЗ-69, ГАЗ-51, ГАЗ-12, после работы двигателя при 400-часовой нагрузке увеличилась с исходного значения 0,04 до 0,1-0,12 мм, с 0,025 до 0. вы. 05-0,06 мм.
Если начальная эллиптичность цилиндров двух двигателей составляет 21 микрон и 45 микрон, износ после пробега 22 000 км составляет 31 микрон и 60 микрон соответственно. Другими словами, износ пропорционален эллиптичности. Когда конические, овальные и дополнительные шейки коленчатого вала этих автомобилей уменьшаются с 0,01 до 0,006 мм, срок службы вкладыша подшипника составляет от 2,5 до 5000 без трещин и сколов на рабочей поверхности.
В посадочных площадках без смещения формы волнистость и шероховатость поверхности могут привести к снижению прочности соединения компонентов из-за неравномерного воздействия и дробления неравномерных пиков на сопрягаемой поверхности во время прессования. Например, прочность соединения пресса между ступицей колеса и осью со средней шероховатостью поверхности 36 мкм составляет 18 мкм, несмотря на то, что в первом случае помехи перед прессованием на 15% выше. На 40-50% ниже, чем прочность соединения тех же деталей.
Смотрите также:
| Обозначение шероховатости поверхностей | Методы и средства измерения и контроля отклонений формы, расположения и шероховатости поверхностей |
| Волнистость поверхностей деталей | Измерение отклонений формы |
