
Оглавление:

Методы и средства измерения и контроля отклонений формы, расположения и шероховатости поверхностей
- Измерение отклонения формы, отклонение формы определяется с помощью универсальных и специальных средств измерения. В этом случае чугунные плиты и плиты из твердых пород (ГОСТ 10905 75), калибровочные линии типа ЛЧ, ЛТ, ЛД, ШП, ШПХ, ШД, УТ, ШМ (ГОСТ 8026 75), квадраты UL, Тип ULP, ULC, УП, УШ (ГОСТ 3749-77), призма (ГОСТ 5641-82), измерение длины плоского конца (ГОСТ 9038-83), планка (ГОСТ 3059-75), натянутая струна, А в опто-механическом модельном ряду используются лучи. При измерении отклонений от прямолинейности и плоскостности.
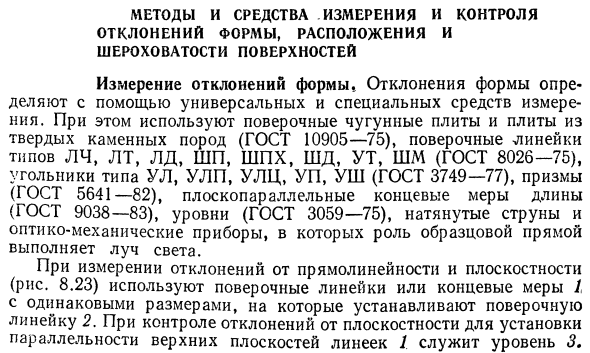
Используйте линейку или концевой манометр с теми же размерами, что и у установленной линейки 2. Если вы хотите контролировать отклонение от плоскостности, используйте уровень 3, чтобы установить параллельность верхней поверхности линейки 1 Рисунок 8.23. Схема контроля отклонения от прямолинейности и Отклонение определяется с помощью дополнительного измерения 4 и датчика или с помощью измерительной головки 5. Новый штатив. Отклонения от прямолинейности вытянутой, преимущественно вертикальной поверхности, можно определить путем сравнения с параллельно вытянутой нитью.
Необходимость проведения измерений обусловлена отсутствием информации о количественных характеристиках измерений. Людмила Фирмаль
Расстояние между струной и продуктом определяется с помощью микровинта или микроскопа. Чтобы контролировать неплоскостность, вы можете использовать счетчик с вращающимся плоским датчиком (рис. 8.23, б) с индикаторными головками со шкалами 10 и 20 микрон. С помощью прицела (рис. 8.23, в) измеряется расстояние от испытательной поверхности до оптической оси трубы 1, установленной рядом с продуктом D. Некоторые ценности. Угловое смещение измеряется с помощью компенсатора 3. Также генерируются вентиляторы с уровнями гидростатического давления.
В этом случае используются две или несколько измерительных головок 1, соединенных резиновыми шлангами 2. Прикрепите головку к контрольной точке, поверните микровинт 3 и считывайте на шкале, пока наконечник не коснется уровня жидкости. Погрешность измерения составляет около ± 0,01 мм. Чтобы определить отклонения от округлости, сравните одно-, двух- и трехточечные инструменты, датчики округлости с точным вращением деталей или головок, а также сравните контролируемые и примерные поверхности. Используйте интерферометр.
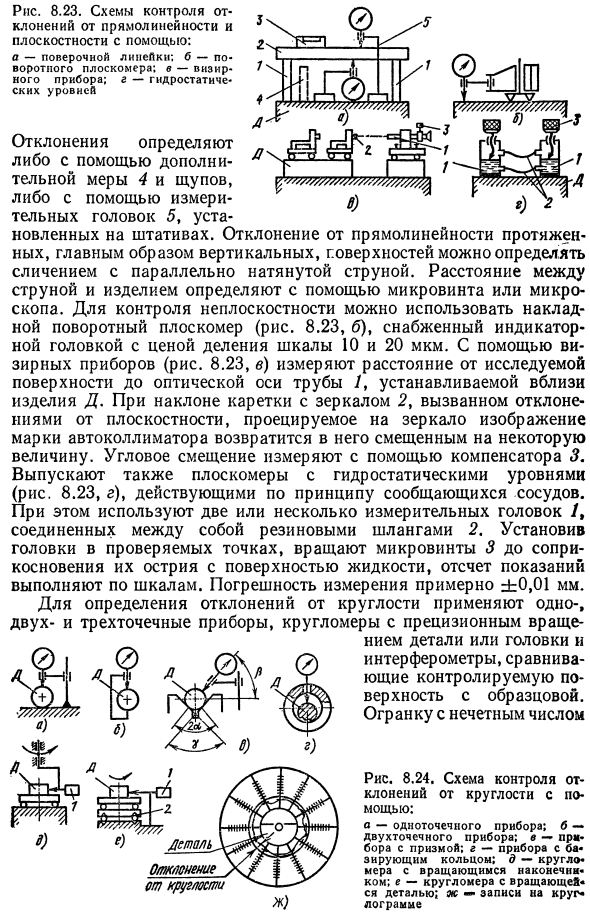
Вырезать нечетное число Рисунок 8.24. Отклонение от округлости контура с использованием: 8.4. Трехточечные параметры устройства для граней с разным количеством граней ° -p 5 7 3; 9 2: 3; 7; 8 2; 5; 7 5; 7 54 38,5 30 36 25 30 72 103 120 108 130 120 90 90 90 90 90 90 90 1,4 1,7 2 3; 5 7; 9 3; 5; 7; 9 3; 5; 7; 9 2 67,5 60 90 45 60 60 120 120 90 90 60 30 30 2 2 3 2 2,4 Лица не могут быть обнаружены одноточечными (рис. 8.24, а) или 2-точечными (рис. 8.24, б) устройствами. Для этого он основан на призмах.
При определении среза призмы умножьте показание устройства на коэффициент возврата k. Это зависит от количества граней n и угла призмы y = 180 ° 2a (таблица 8.4). При измерении с помощью кольца разница между максимальным и минимальным показаниями прибора принимается за отклонение. Чтобы воспроизвести фактический профиль детали D, используйте вращающийся измеритель 1 (ГОСТ 17353 80) с вращающимся наконечником 1 (рисунок 8.24, д) или деталь (таблица 2, рисунок 8.24, д). Наконечник движется радиально в контакте с поверхностью детали.
Это автоматически рисуется в масштабе, увеличенном в полярных координатах механизмом записи круговой диаграммы (Рис. 8.24, g). Некруглые числа определяются с использованием прозрачного концентрического шаблона, накладываются на круглую фигуру и перемещаются до тех пор, пока один из кругов не займет смежную позицию. На схеме кругового счетчика предусмотрены частотные фильтры для определения эксцентричной составляющей: эксцентриситета, эллипса, разрезов различного порядка, волнистых и т. Д.
Различные круглые счетчики могут контролировать внешние и внутренние поверхности деталей диаметром от 3 до 300 мм и длиной от 100 до 1600 мм. С погрешностью от 0,01 до 0,8 мкм движение стружки увеличивается с 2 до 2 104. Отклонения в выравнивании (параллельность, перпендикулярность, выравнивание.
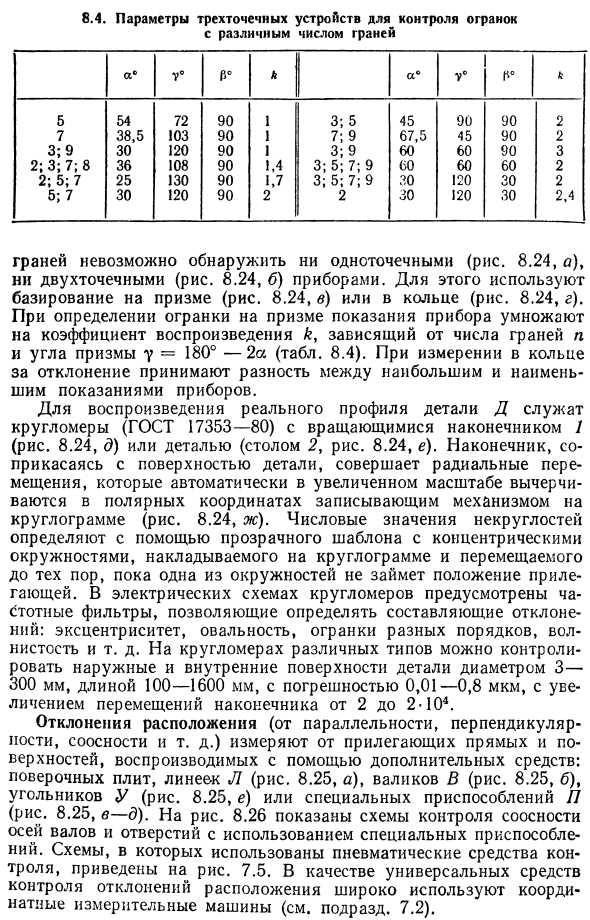
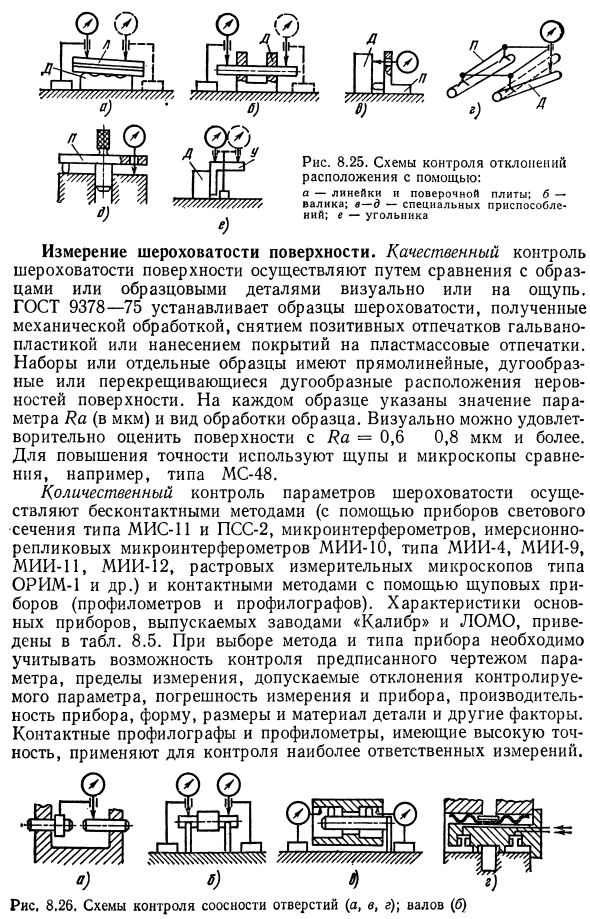
Измеряются от смежных прямых линий и поверхностей, воспроизводимых с использованием дополнительных средств: калибровочной пластины, линейки L (рис. 8.25, а), ролика B (Рисунок 8.25, b), Квадрат U (Рисунок 8.25, e) или Специальное устройство P (Рисунок 8.25, c — e). На рисунке 8.26 показана схема управления выравниванием оси вала и отверстия с помощью специального устройства. На схеме показана схема, в которой используется пневматическое управление. 7,5.
Координатно-измерительные машины широко используются в качестве универсального средства контроля отклонения положения (см. Раздел 7.2). Измерение шероховатости поверхности. Качественный контроль шероховатости поверхности выполняется путем визуального или сенсорного сравнения с образцами или деталями модели. ГОСТ 9378 75 устанавливает образцы шероховатости, полученные механической обработкой, и принимает гальванические или позитивные отпечатки с пластиковыми отпечатками. Наборы или отдельные образцы имеют нерегулярные прямые линии, арки или места поперечных дуг.
Для каждого образца показаны значение параметра Ka (в микронах) и тип обработки образца. Визуально поверхность с Ka = 0,6 0,8 мкм или более может быть оценена полностью. Для большей точности используйте зонд, такой как MS-48, и сравнительный микроскоп. Количественный контроль параметров шероховатости осуществляется бесконтактными методами (оптические устройства поперечного сечения типа MIS-11 и PSS-2, микроинтерферометры, точные микроинтерферометры IERS MII-10, MII-4, MII-9). , MII-11, MII-12, используя растр) Метод измерения, такой как тип ORIM-1) и метод зонда (профилометр и профилограф).
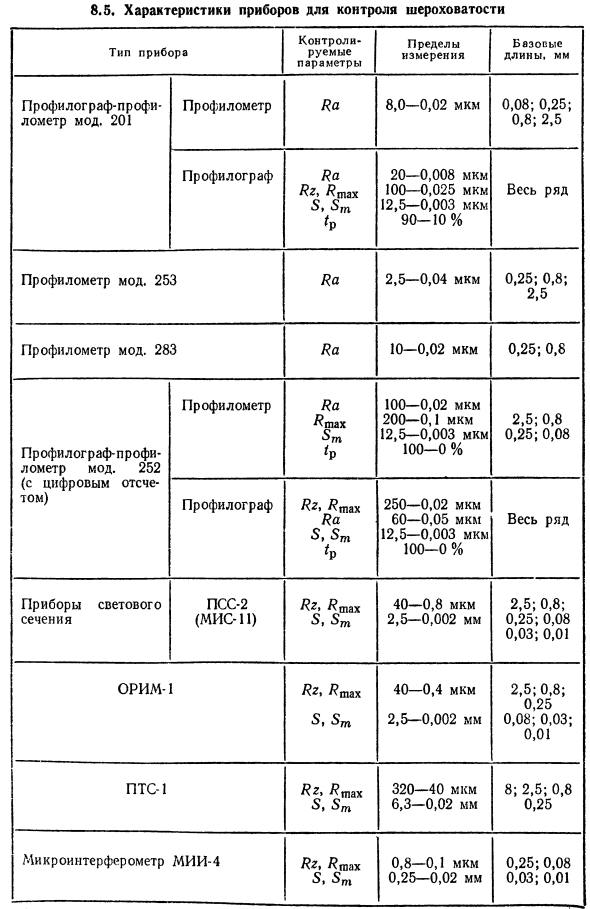
- В таблице приведены характеристики основных устройств, выпускаемых на заводах Caliber и LOMO. 8,5. При выборе метода и типа устройства параметры, указанные на чертеже, пределы измерения, допуск параметра управления, погрешность измерения и устройства, производительность устройства, форма, размер и материал детали и другие факторы Вам необходимо рассмотреть возможность мониторинга. Высокоточные контактные профилографы и профилометры используются для контроля наиболее важных измерений. Рисунок 8.26. Схема контроля расположения отверстий (a, b, d); вал (b) 8,5.
Функция контроля шероховатости Предел 2H Профилировщик Профилировщик Профилировщик Ka 8,0-0,02 мкм 0,08; 0,25; 0,8; 2,5 Профилограф Па Кг, Pi 8,8 м 20-0,008 мкм 100-0,025 мкм 12,5-0,003 мкм 90-10% всего ряда Профилировщик мод. 253 Па 2,5-0,04 мкм0,25; 0,8; 2,5 Профилировщик мод. 283 Ka 10-0,02 мкм0,25; 0,8 Профилировщик Профилировщик мод.
Точность ряда измерительных приборов с различными пределами измерения может быть сравнима только по уменьшенным погрешностям. Людмила Фирмаль
Профилировщик Kax 5t 1p 100-0,02 микрона 200-0,1 микрона 12,5-0,003 микрона 100-0% 2,5; 0,8 0,25; 0,08 (Цифровой дисплей, Profilograph Kg, tm 5, 5t 250—0,02 микрона, 60 0,05 микрона, 12,5 0,003 микрона, 100 0% всего ряда Световой секционный прибор ПСС-2 (МИС-11) кг, Шах 5,5 т 40-0,8 мкм 2,5-0,002 мм 2,5; 0,8; 0,25; 0,08 0,03; 0,01 ОРИМ-1 кг, Ка 8, 8т 40 0,4 мкм 2,5 0,002 мм 2,5; 0,8; 0,25 0,08; 0,03; 0,01 ПТС-1 кг, нпых 5,5т 320-40 мкм 6,3-0,02 мм 8; 2,5; 0,8 0,25 Микроинтерферометр МИИ-4 Кг г 8t 0,8-0,1 микрон 0,25-0,02 мм 0,25; 0,08 0,03; 0,01 а) Рисунок 8.27.
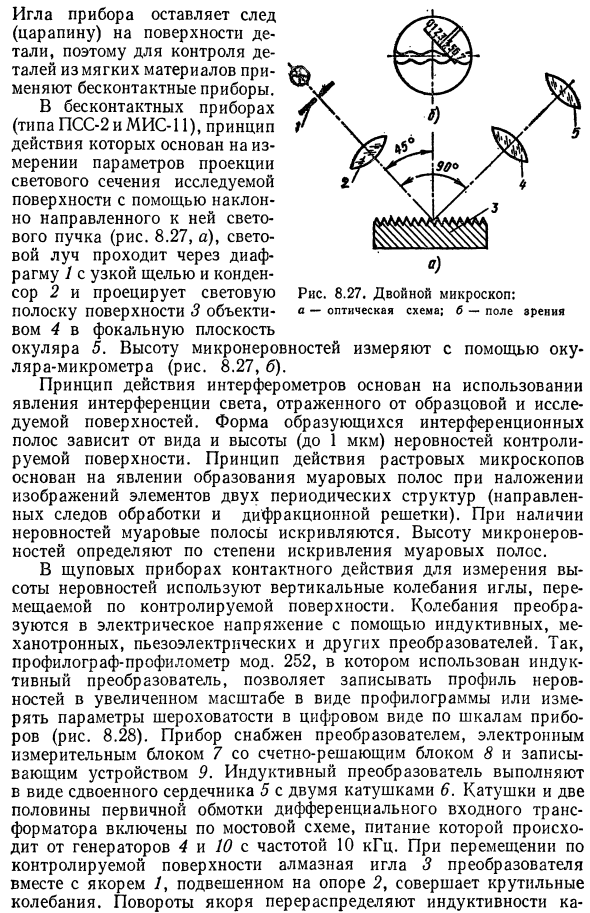
Двойной микроскоп: Игла устройства использует бесконтактное устройство для управления деталью из мягкого материала, чтобы оставить след (царапину) на поверхности детали. Для бесконтактных устройств (таких как PSS-2 и MIS-11) принцип действия основан на измерении параметров проекции световой части исследуемой поверхности с использованием световых лучей, наклоненных к ней ( Рисунок 8.27, а), лучи проходят через узкую апертуру 1 Используя щель и конденсатор 2, спроецируйте световую полосу поверхности 3 на фокальную плоскость с линзой 4 Окуляр 5.
Высота микрошероховатости измеряется с помощью микрометра окуляра (рис. 8.27, б). Принцип действия интерферометра основан на использовании явления интерференции света, отраженного от опорной поверхности исследуемой поверхности. Результирующая форма интерференционной полосы зависит от типа и высоты (до 1 мкм) неровностей поверхности, подлежащих контролю.
Принцип действия сканирующего микроскопа основан на том явлении, что муаровые полосы образуются при наложении изображений элементов двух периодических структур (индуктивная обработка следов и дифракционная решетка). Если есть нарушения, муаровые полосы будут сгибаться. Высота микрошероховатости определяется степенью кривизны муарового пояса. Сенсорные контактные инструменты используют вертикальную вибрацию иглы, которая движется вдоль контролируемой поверхности, чтобы измерить высоту неровностей.
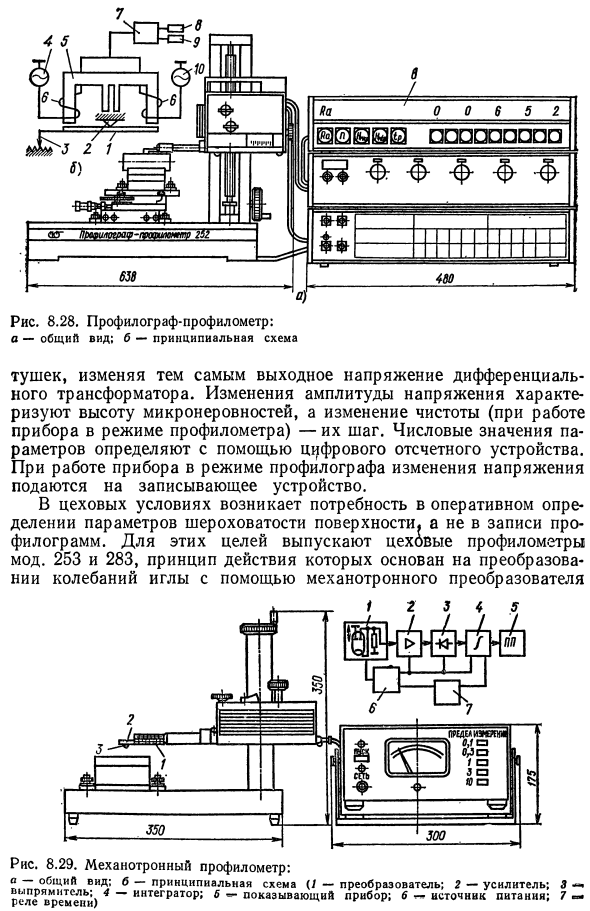
Вибрация преобразуется в напряжение с помощью индукционных, механотронных, пьезоэлектрических и других преобразователей. Итак, профилировщик, профилировщик мод. 252 с индуктивным преобразователем может записывать неровный профиль в увеличенном масштабе в виде профилограммы или измерять параметры шероховатости в цифровом формате на шкале устройства (рисунок 8.28). Прибор содержит преобразователь, электронный измерительный блок 7 со счетным блоком 8 и записывающее устройство 9. Индуктивный преобразователь выполнен в виде двухжильного сердечника 5 с двумя катушками 6.
Две половины катушки и первичная обмотка дифференциального входного трансформатора соединены мостовой схемой, мощность которой составляет генераторы 4 и 10 с частотой 10 кГц. При перемещении вдоль контролируемой поверхности алмазная игла 3 преобразователя выполняет крутильные колебания вместе с якорем, прикрепленным к опоре 2. Твист якоря перераспределяет индуктивность В результате выходное напряжение дифференциального трансформатора изменяется.
Изменение амплитуды напряжения характеризует высоту микрошероховатости, а изменение чистоты (когда устройство находится в режиме измерителя профиля) является шагом. Значение параметра определяется с помощью цифрового считывателя. Когда устройство работает в режиме профилографа, изменения напряжения поступают на записывающее устройство. Условия проведения мастерской требуют оперативного определения параметров шероховатости поверхности, а не записи профилограммы.
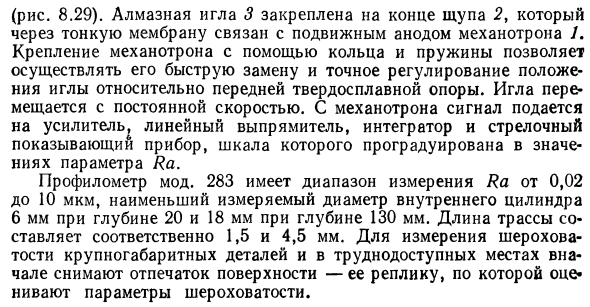
Для этих целей создан профилировщик мод мастерской. 253 и 283. Принцип основан на преобразовании вибрации иглы с использованием мехатронного преобразователя. Рисование (Рисунок 8.29). Алмазная игла 3 закреплена на конце зонда 2. Зонд 2 соединен с подвижным анодом механотрона 1 через тонкую пленку. Игла движется с постоянной скоростью. Сигнал от Mecotron поступает на усилители, линейные выпрямители, интеграторы и индикаторы, шкала которых регулируется значением параметра P.a. Профилировщик мод.
Диапазон измерения составляет 0,02 ~ 10 мкм, внутренний цилиндр Минимальный измеряемый диаметр составляет 6 мм на глубине 20 и 18 мм на глубине 130 мм. Длина дорожек составляет 1,5 и 4,5 мм соответственно. Чтобы измерить шероховатость крупных деталей и труднодоступных участков, сначала обнаруживаются следы на поверхности.
Смотрите также:
