
Оглавление:

Калибры для контроля гладких изделий
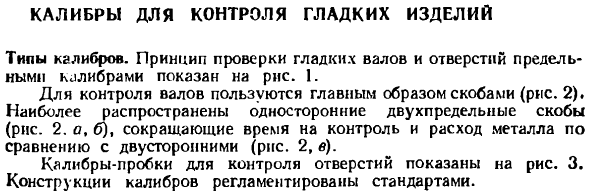
- Тип калибра. Принцип проверки гладкого вала и отверстия с помощью ограничительного указателя показан на рисунке. I. Кронштейны в основном используются для управления валом (рисунок 2). Наиболее распространенным является скрепка с двойным ограничением на одной стороне (Рис. 2.a, b), которая сокращает время контроля и расход металла по сравнению с обеими сторонами (Рис. 2, c).
Штекер для проверки отверстия показан на рисунке. 3. Конструкция калибра регламентируется стандартами. в) 6) я) Vis 2. Основной тип калибра Рыбалка Допуск для производства гладкого калибра. Производственные допуски для гладких и встречных калибровок регулируются СТ СЭВ 157 75. Номинальные размеры калибра должны соответствовать критическим размерам детали (см. Рисунок 1).
В настоящее время точность предпочтительно определять как более общее понятие, которое характеризуется как случайными, так и систематическими ошибками. Людмила Фирмаль
Гладкая колба СТ СЭВ устанавливает следующие производственные допуски: N — рабочий манометр (пробка) в отверстии (такой же манометр, но измерительная поверхность сферическая), а также — контролирует калибр (скобу) на валу и калибр на ир-скобе (рис. 4, 5). При сертификации продукции от 76 до 710, допусках и скобках допуск увеличивается примерно на 50%, а в случае пробок на дорогах это объясняется повышенной сложностью производственной скобки. Для квалификации -N и я эквивалентны.
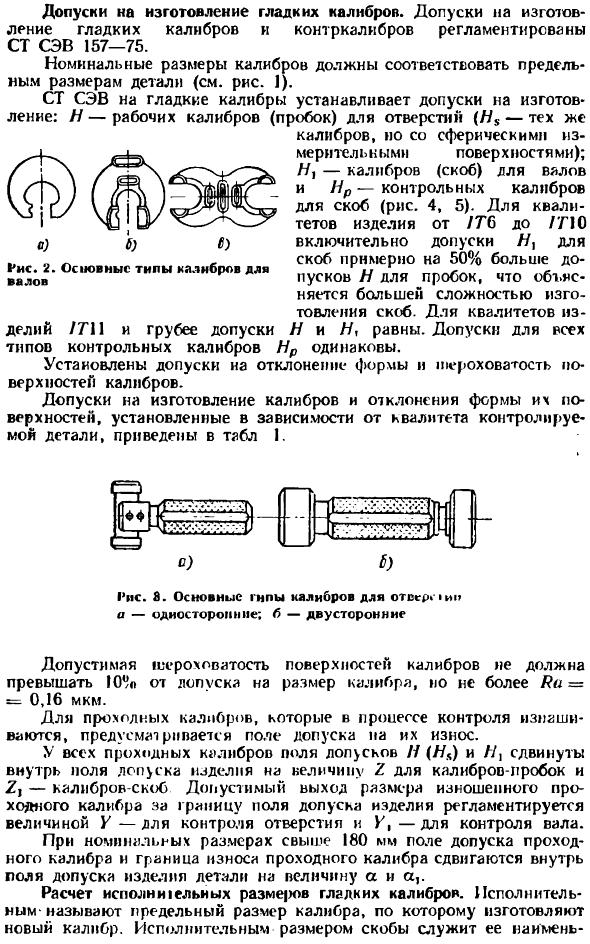
- Все допуски, тип контрольного отверстия Нр такой же. Он устанавливает отклонение формы апертуры и допуск шероховатости поверхности. В таблице 1 приведены производственные допуски калибра и отклонения формы поверхности, установленные в соответствии с качеством контрольных деталей. Delium 711 и грубые допуски о) я) Рисунок 8. Основные типы отверстий: a-one side . B- двусторонний Допустимая шероховатость поверхности датчика не должна превышать 10% от допустимого размера датчика. Na = 0,16 мкм или менее. Для датчиков, которые изнашиваются во время процесса контроля, предусмотрен допуск на износ.
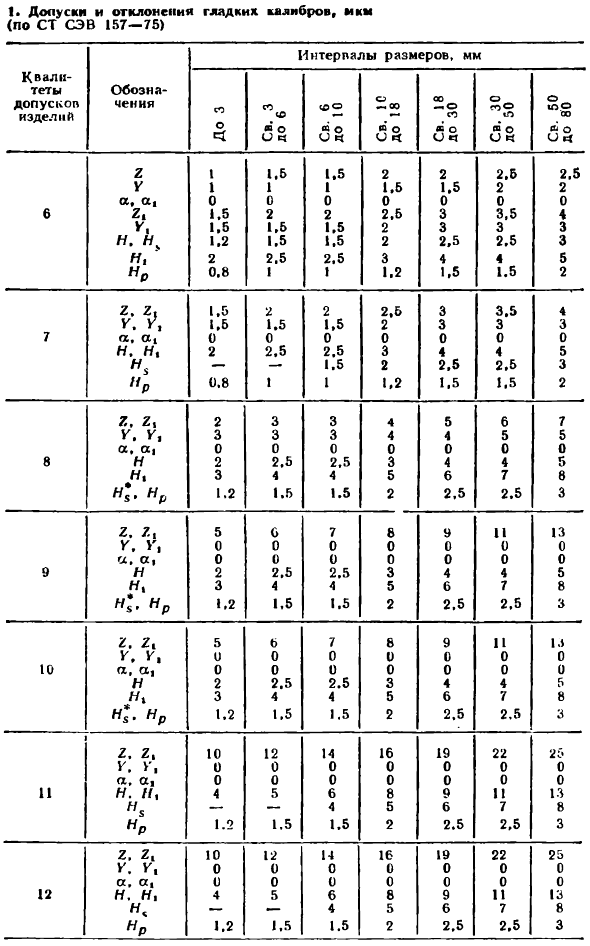
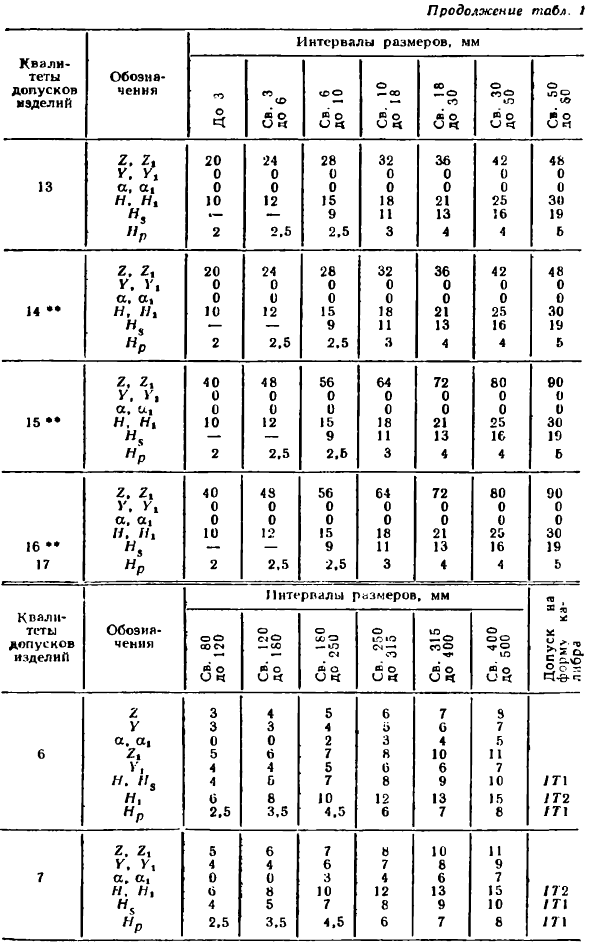
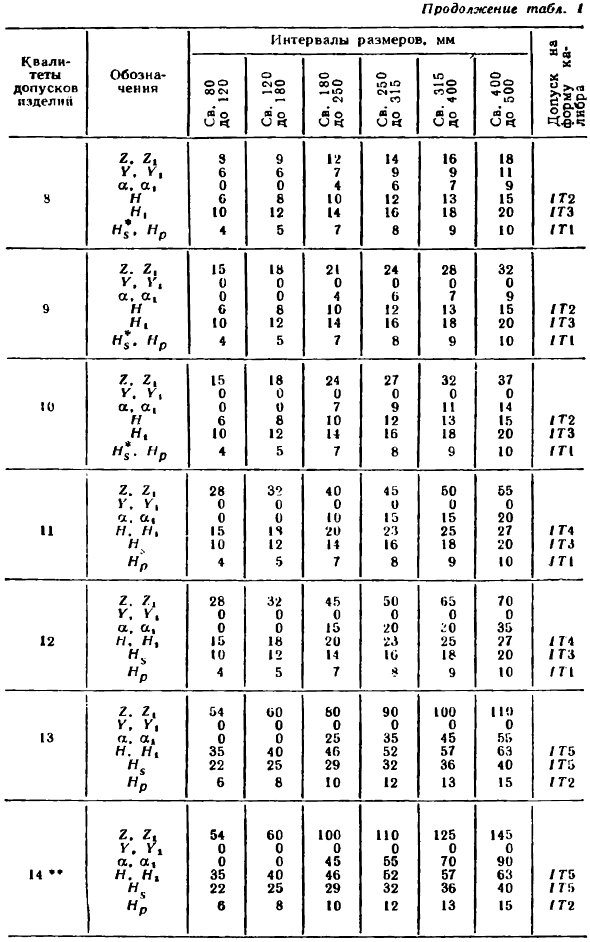
Для всех проходных приборов поля допусков (I,) и I смещены на значение 2 внутри поля допуска продукта для штекерных манометров и 21-го калибрного кронштейна. Контролируйте отверстие и Y-вал. Когда номинальный размер превышает 180 мм, диапазон допусков прямолинейного калибра и предел износа прямолинейного калибра смещаются к диапазону допусков изделия детали на a и a. Выполните расчет Елка размером х гладкого калибра. Создайте новый калибр, который называется максимальным размером представительского калибра.
Химотроны могут использоваться на низких частотах и постоянных токах, где использование электронных устройств затруднено. Людмила Фирмаль
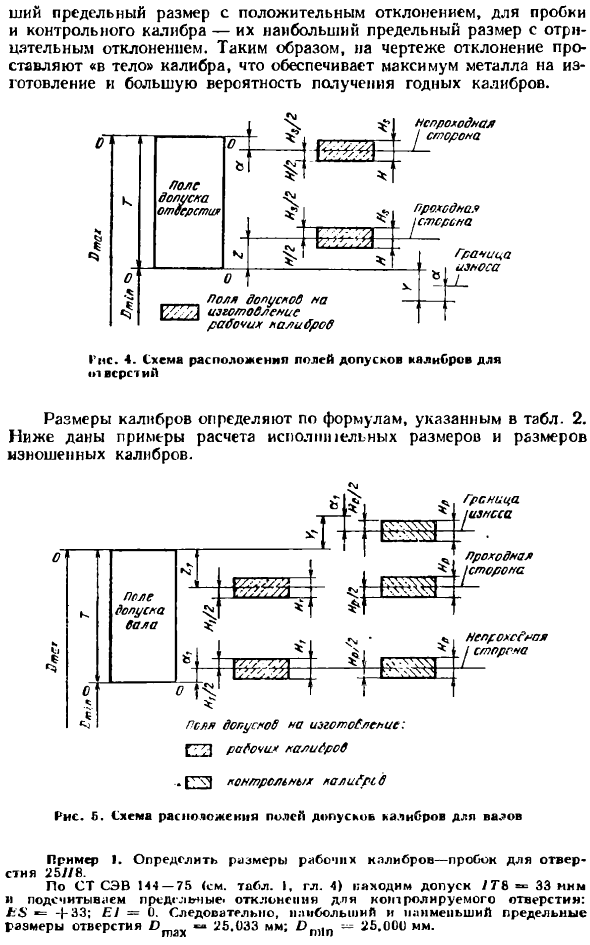
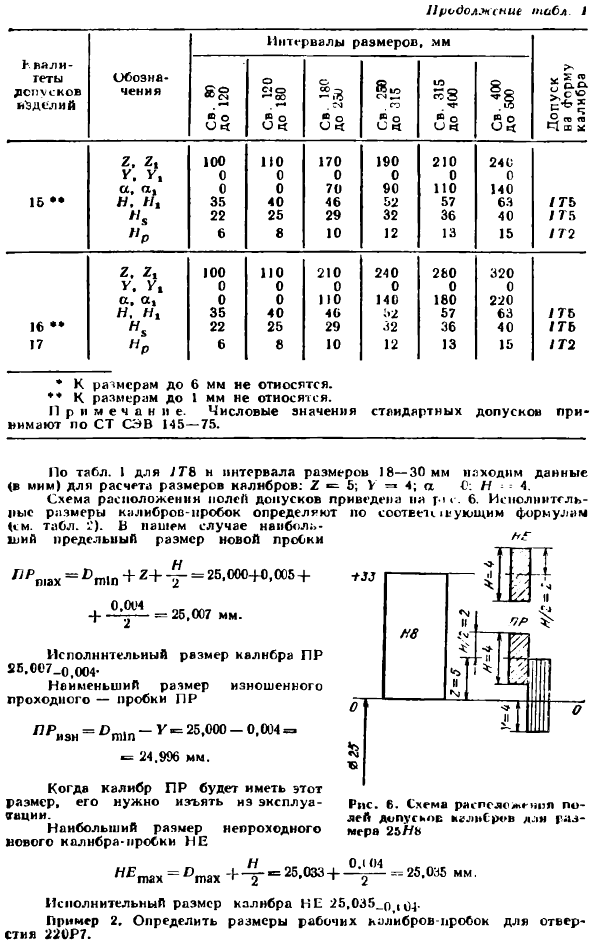
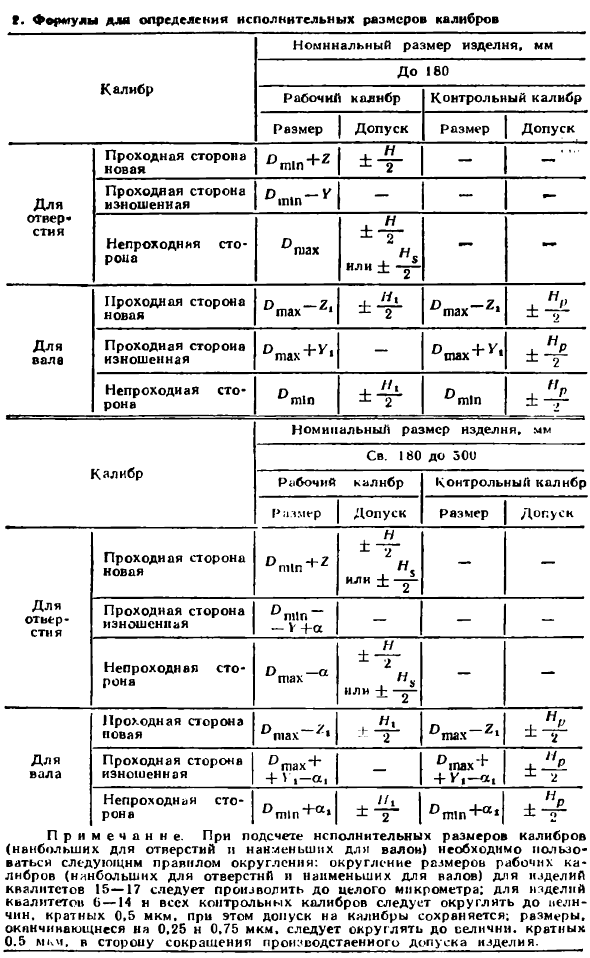
Исполнительный размер кронштейна самый маленький Максимальный размер с положительным отклонением, для пробки и контрольного датчика, максимальный размер с отрицательным отклонением. Таким образом, на чертеже отклонение размещено в корпусе калибра, что обеспечивает высокую вероятность получения самого большого металла для производства и подходящего калибра. Пример расчета IP1 о 2. stprgpa Я С.З. -ez 16 I.
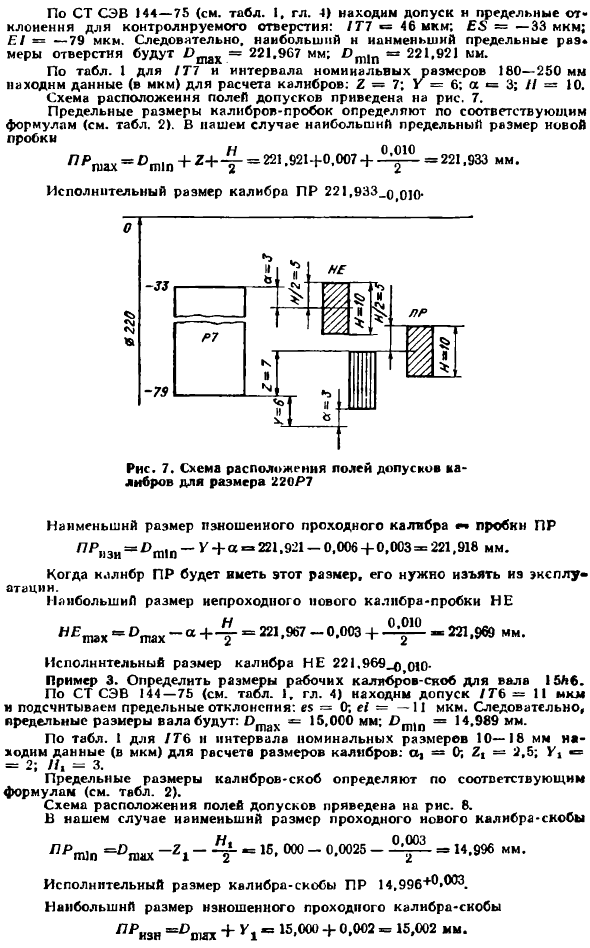
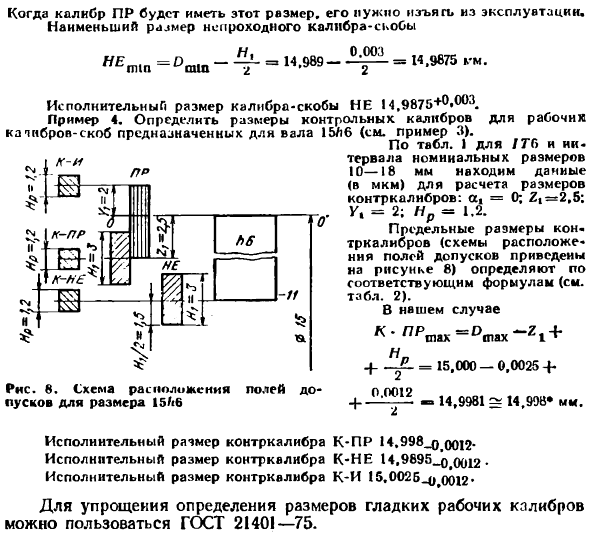
Рисунок 7. Схема поля допусков для калибра размера 220P7 Кронштейн представительского размера PR 14.996 + 0-003. Л iz 15,90 ° + 0,002-15,002 хм. Когда PR-калибр достигает этого размера, он должен быть снят с эксплуатации. Минимальный неспособный суппорт YaEPIP = ° ШШ -Г = 14,989- = 14,9875 км. Исполнительный размер счетчика калибра K-PR составляет 14.998 o oo12. Счетчик калибра KNE 14.9895 o (счт. Исполнительный размер контр-калибра K-15 составляет 15.0025 ^ 0012- Для упрощения определения гладкого рабочего размера калибра можно использовать ГОСТ 21401-75.
Смотрите также:
Решение задач по метрологии с примерами
| Штриховые меры длины и их поверка | Калибры для контроля резьбы |
| Калибры для цилиндрических гладких и резьбовых деталей. Общие сведения | Стойки и штативы для измерительных головок |
