
Оглавление:

Калибры для контроля резьбы
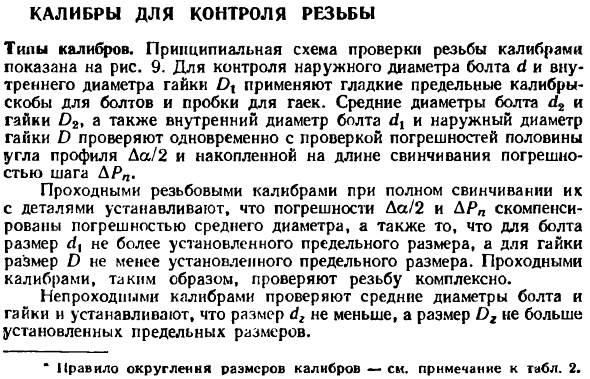
- Тип калибра. Принципиальная схема манометра проверки резьбы показана на рисунке 9. Для контроля наружного диаметра болта 1 и внутреннего диаметра гайки используйте гладкий кронштейн ограничителя для болта и заглушку для гайки. Средний диаметр болта и гайки O2, внутренний диаметр болта и внешний диаметр гайки O проверяются одновременно с погрешностью Da 2, равной половине угла профиля, и погрешностью шага, а Pn накапливается в длине подгонки.
При использовании винтового манометра при детальном ввинчивании ошибка Yes 2 и DRP компенсируются ошибкой среднего диаметра, размер болта ниже указанного максимального размера и размер гайки выше указанного максимального размера Это было подтверждено. Поэтому используйте датчики, чтобы получить полное представление о потоках. Для непроходимых манометров проверяется средний диаметр болтов и гаек, чтобы убедиться, что размер dg не мал и размер O меньше установленного предельного размера. * Правила округления RepLovooo ко чзо.
Классификация в зависимости от степени защиты от воздействия внешних и электрических полей постоянной величиной, влияющей на измерительный прибор, является магнитное поле Земли. Людмила Фирмаль
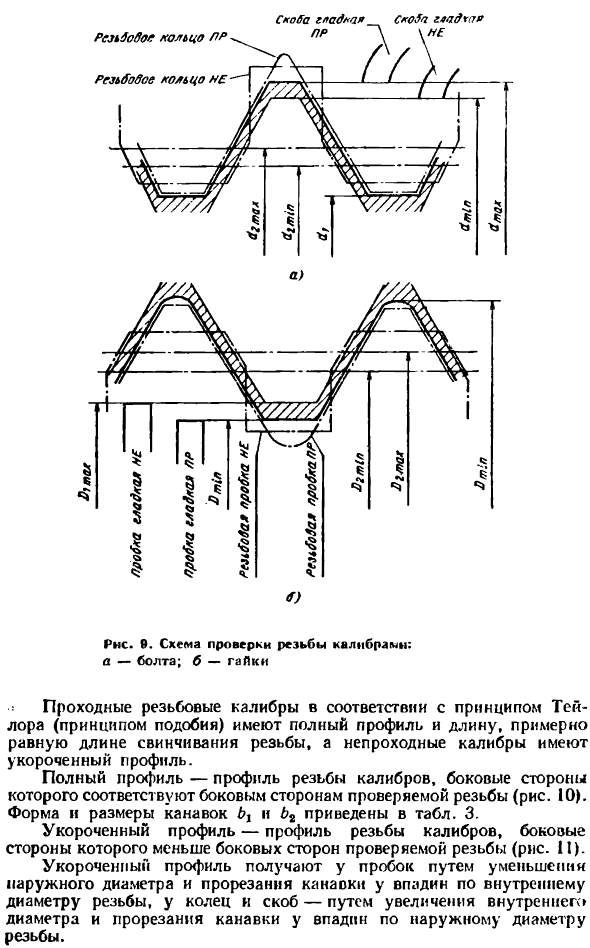
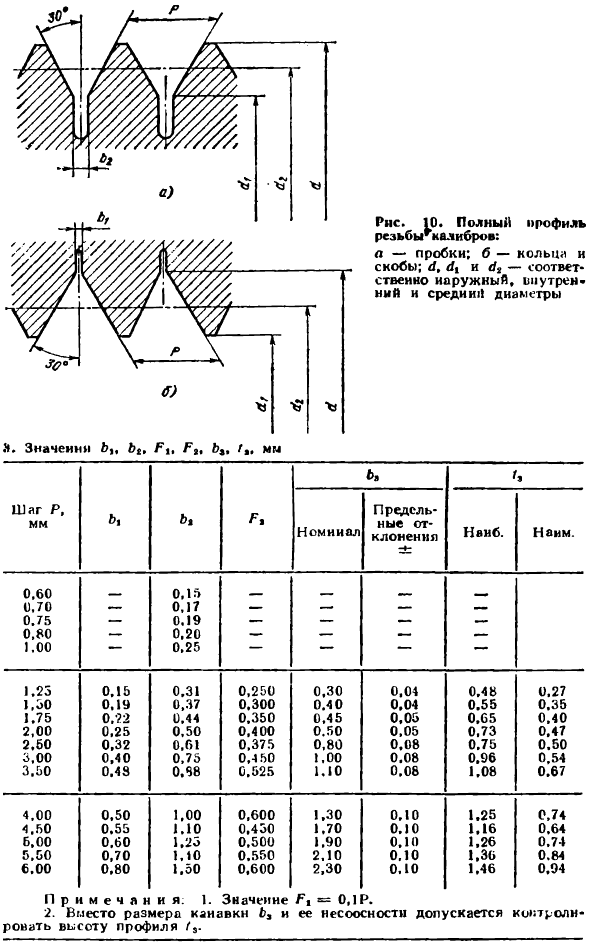
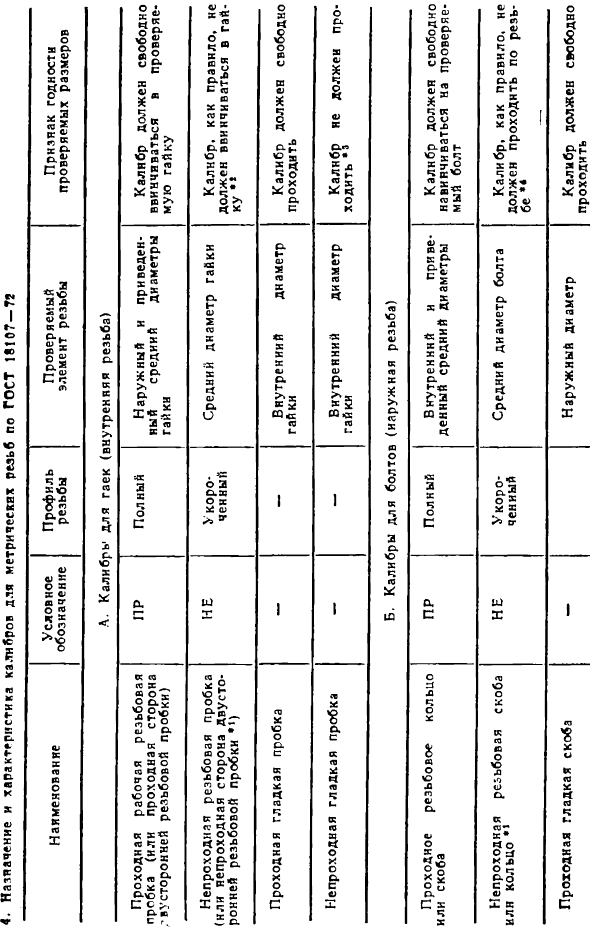
Манометры со сквозной резьбой, основанные на принципе Тейлора (принцип сходства), имеют полный профиль и длину, приблизительно равные длине резьбы, в то время как непроходные манометры имеют укороченный профиль. Полный профиль представляет собой профиль калибровочной резьбы, сторона которого соответствует стороне тестируемой резьбы (Рисунок 10). В таблице ниже показаны формы и размеры канавок bx и bg. 3. Укороченный профиль представляет собой профиль калибра с резьбой, сторона которого меньше, чем сторона тестируемой резьбы (Рисунок 11).
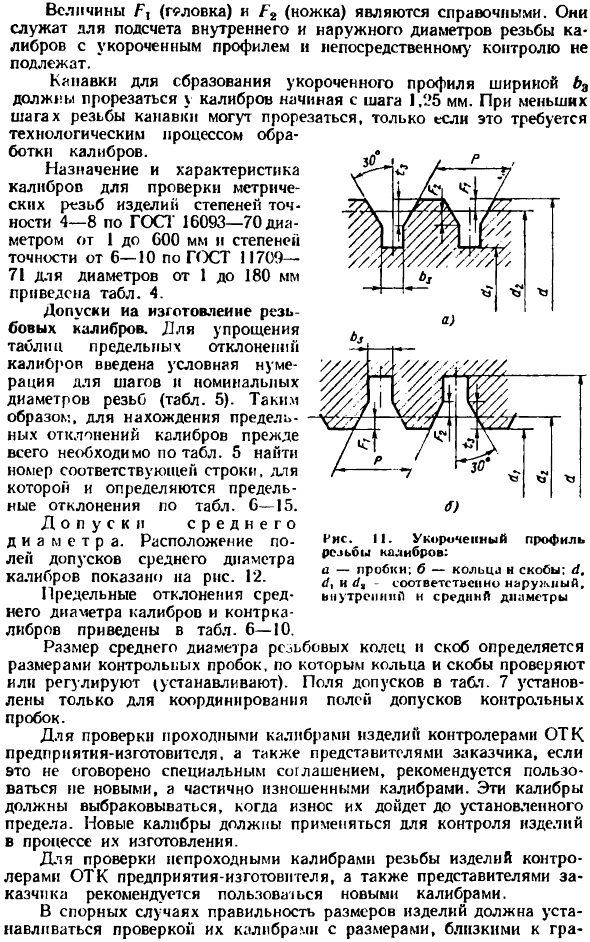
Уменьшая наружный диаметр пробки и обрезая канавку в выемке вдоль внутреннего диаметра нити с помощью кольца и скобки, можно получить более короткий профиль пробки — увеличить внутренний диаметр и сделать канавку в выемке наружного диаметра резьбы. Отрежь это. Значения E, (g trap) и Gg (ножка) являются эталонными. Они полезны для расчета внутреннего и внешнего диаметров резьбового калибра с укороченным профилем и не контролируются напрямую. Канавка для формирования профиля ширины шины должна быть нарезана калибром, начиная с шага 1,25 мм.
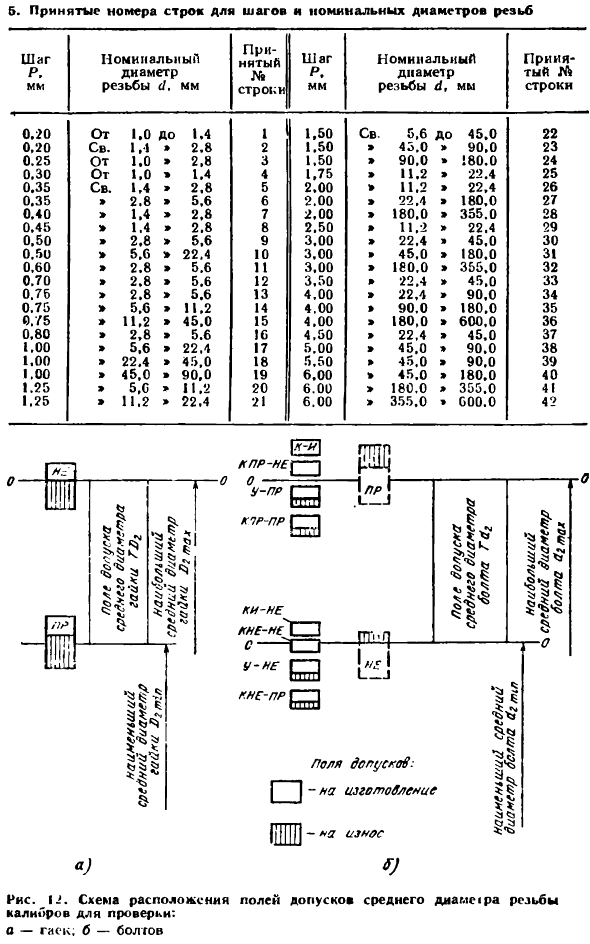
Если шаг резьбы невелик, в канавку можно проникнуть, только если это требуется процессом калибровки. Целью и характеристиками калибра для проверки метрической резьбы изделия являются точность 4-8 градусов по ГОСТ 16093-70 с диаметром 1-600 мм и 6-10 градусов по ГОСТ 11709-71 с диаметром 1-180 мм. это. 4. Допуск на изготовление резьбы Для упрощения таблицы максимальных отклонений диаметра была введена условная нумерация шагов резьбы и номинальных диаметров (таблица 5). Поэтому нахождение максимального отклонения калибра в основном необходимо по данным таблицы. 5.
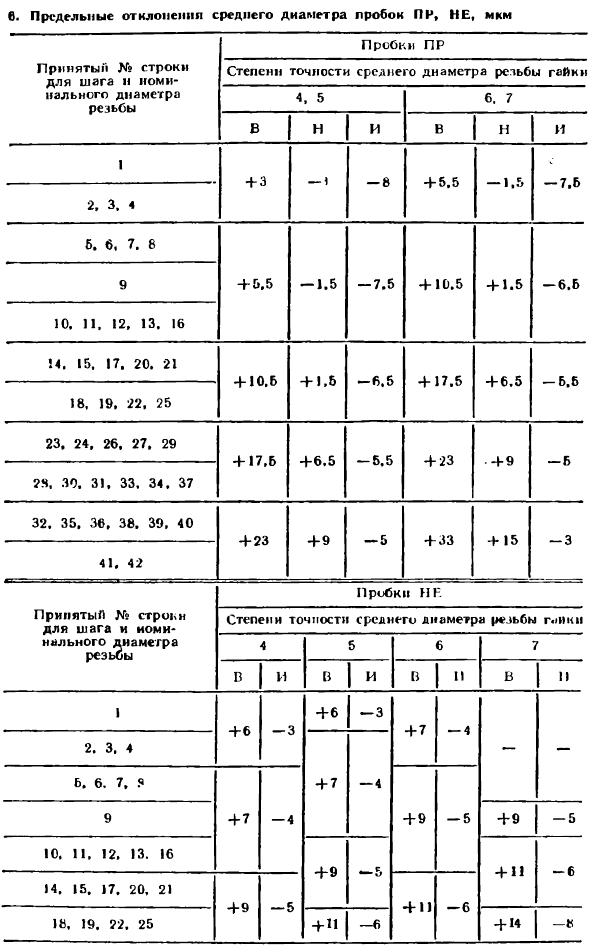
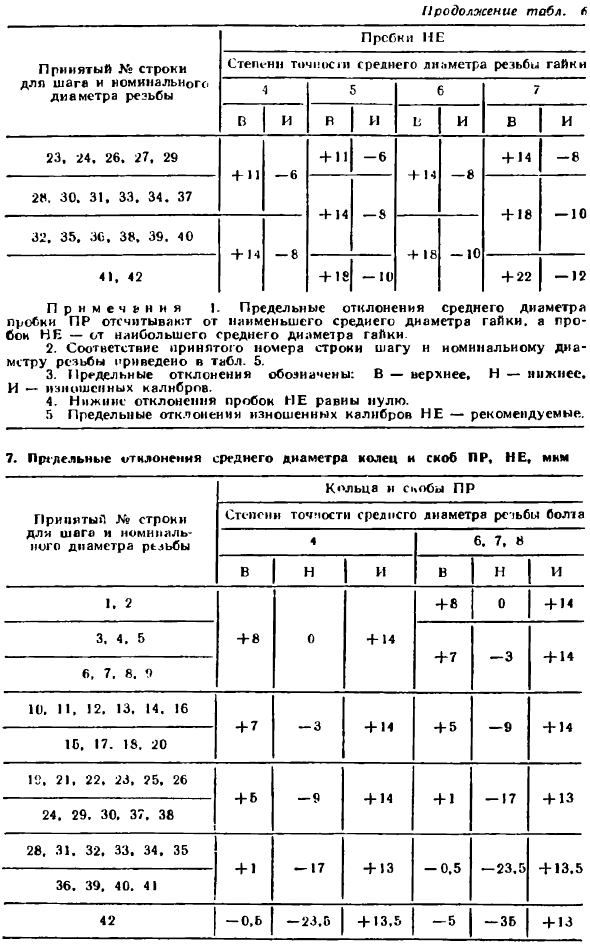
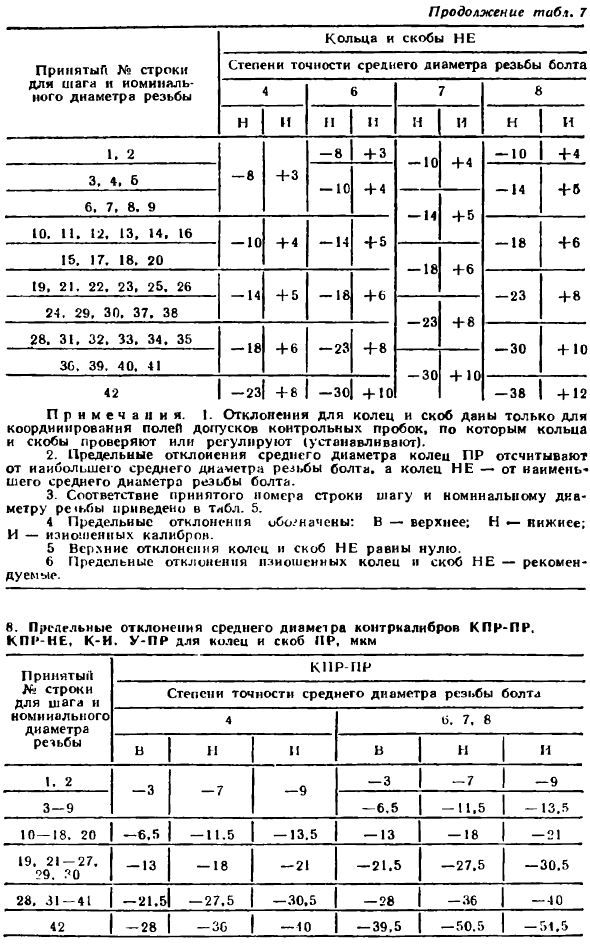
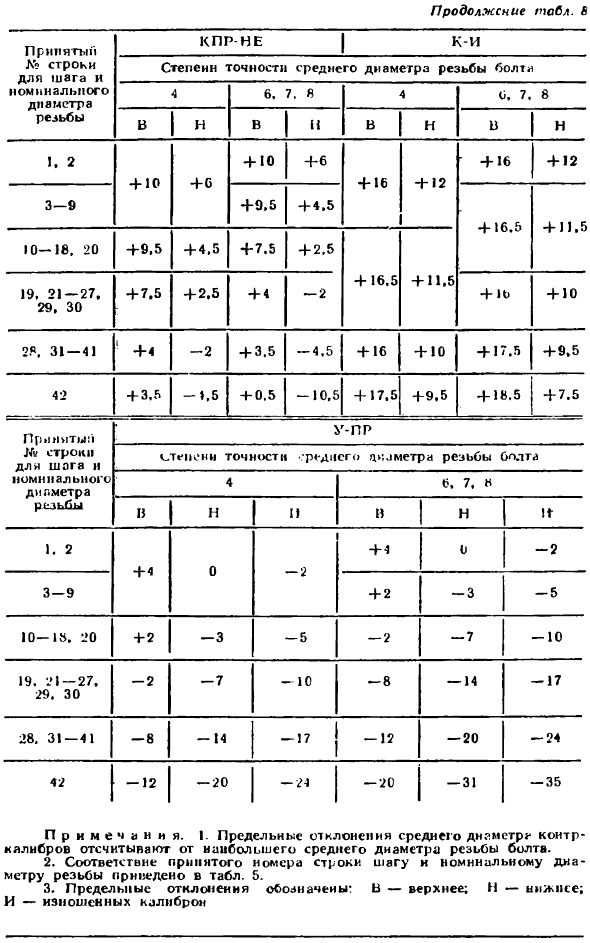
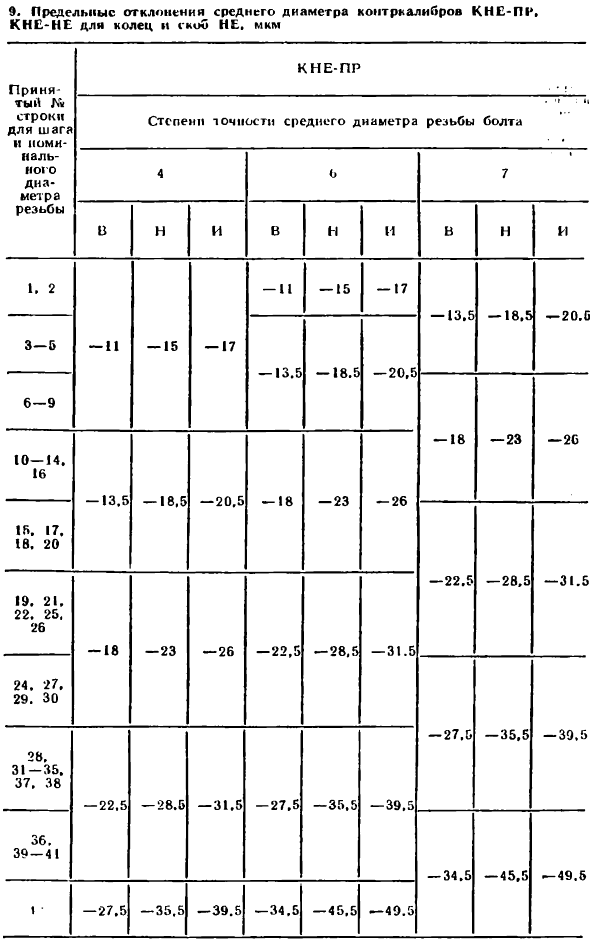
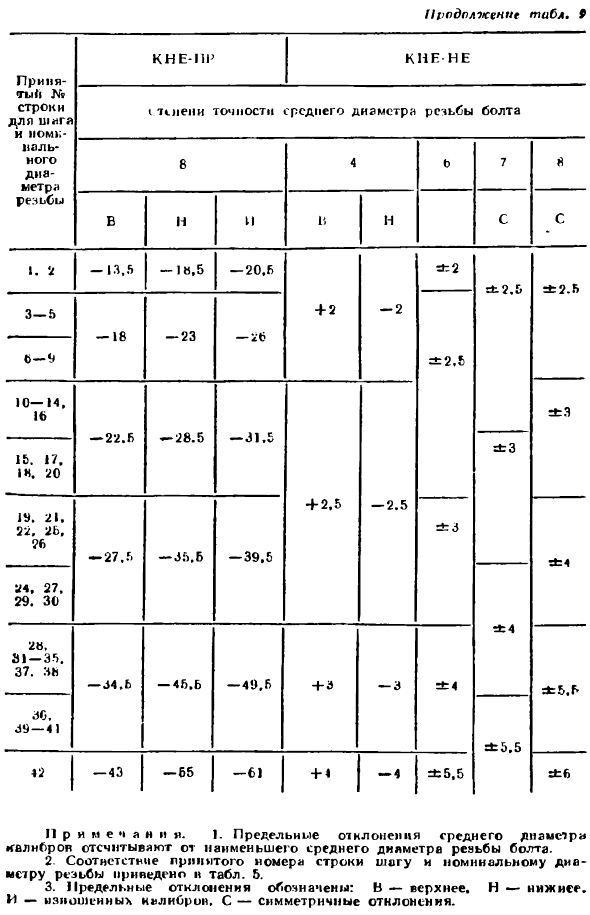
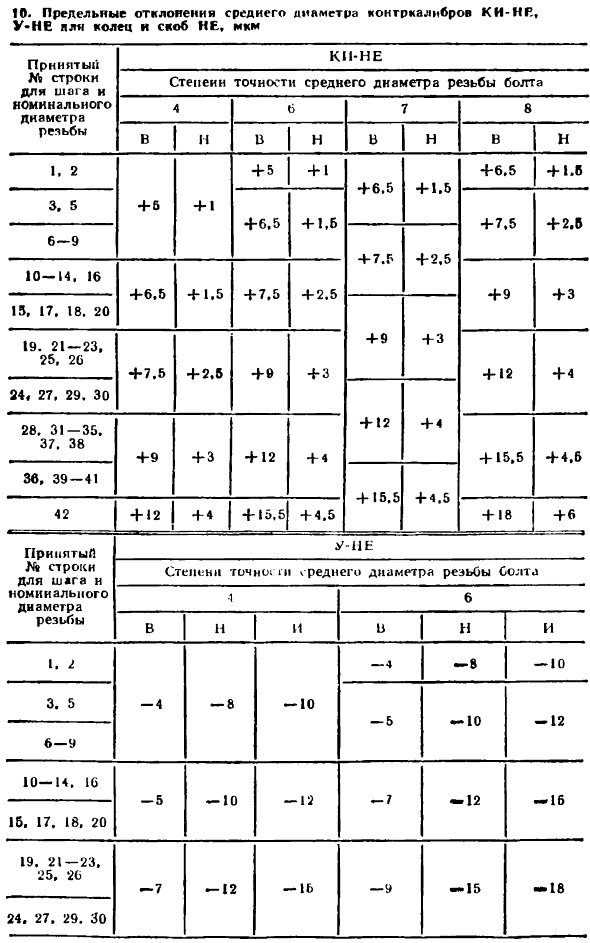
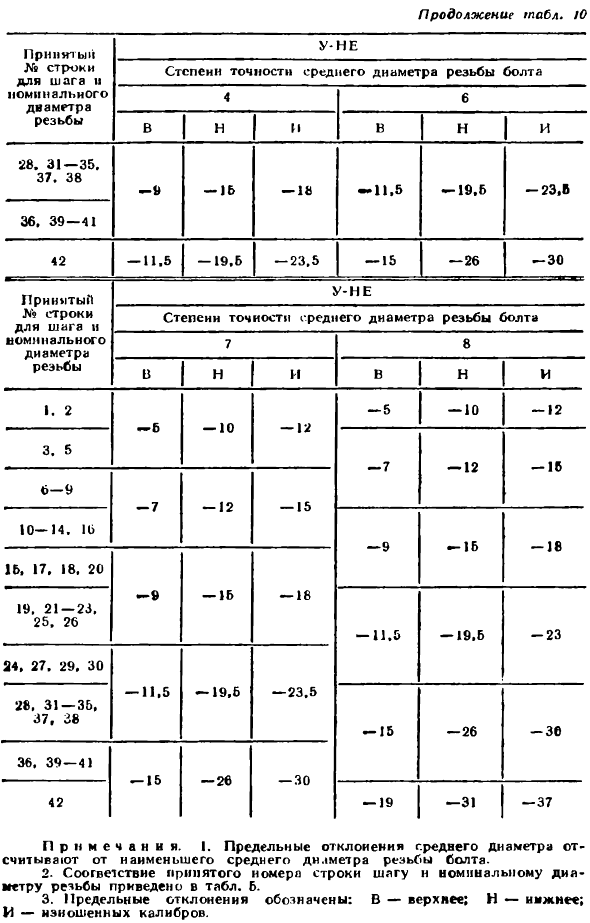
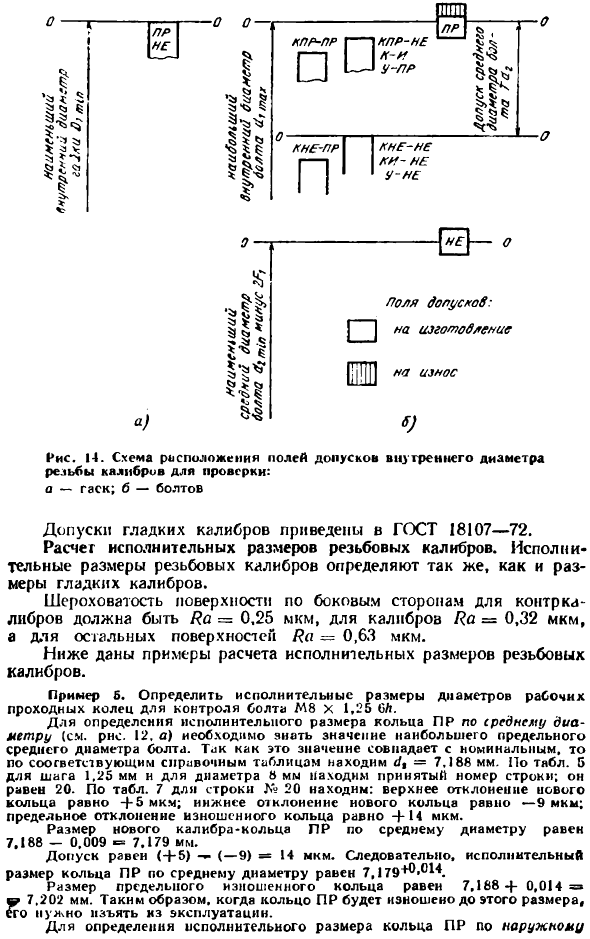
Предельное отклонение определяется таблицей, чтобы найти соответствующий номер строки. 6-15. Допуск среднего диаметра. На рисунке показано расположение поля допусков для среднего диаметра отверстий. 12. Максимальное отклонение среднего диаметра калибра и контр калибра приведено в таблице. 6-10. Средний размер диаметра резьбового кольца и скобок зависит от размера контрольной заглушки, которая проверяет или регулирует (устанавливает) кольца и скобки. Разрешенное поле в таблице. 7 устанавливается только для настройки поля допуска контрольной вилки.
Рекомендуется, чтобы производитель OT K контроллера и представители заказчика использовали частично изношенные калибры, а не новые, если иное не указано в специальном контракте, для проверки калибра, проходящего через продукт. вы. Эти датчики должны быть выброшены, когда износ достигает установленного предела. Для контроля продукта во время производства необходимо использовать новый калибр. Мы рекомендуем использовать новый калибр, чтобы проверить резьбовые манометры продукта у контролера качества производителя и представителей заказчика.
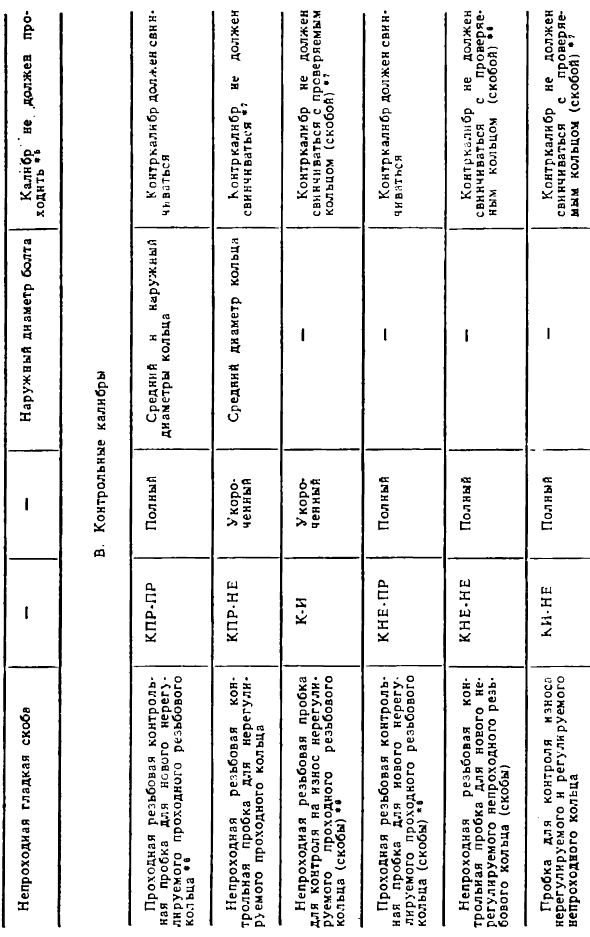
Гладкая скобка, которая не может пройти Новая неконтролируемая нить через путь KPR-PR контрольная заглушка нити Непроходная резьбовая пробка для нерегулируемых проходных колец KPR-NG Нерегулируемый ^ резьбовая пробка для сквозной резьбы KI контроль износа Пробка для проверки сквозного резьбового соединения для нового нерегулируемого кольца (скоба) для сквозной резьбы * KNE-P Новая нерегулируемая заглушка для контроля резьбовых (штапельных) нитей с резьбой для KNE-N Нерегулируемый стопорный ограничитель износа KINE Болт наружный диаметр калибр B.
Эталонный датчик Продолжение плитки. Знак действия дюбеля L проверить винтовой элемент проверить размеры указаны по названию Должен быть привинчен к регулируемому кольцу с резьбовым кольцом U-PR полный средний и внешний контр-кольцо PR-кольцо (резьбовая скоба) Монтажная заглушка для регулируемого резьбового кольца. 1. до 2. Команды CRC-PR. K в изготовлении кольца и ввода 3. Максимальное отклонение pr 4.
- Длина резьбы проходной резьбы и указатель пути U-NOT доли рабочего o-control 1P-NOT. KNE-abalnie kalp (пробка для PR, работа KNE-NO. ГОСТ 18P 3, калибровочный наконечник не предусмотрен, и используется только заводской калибр, поэтому для устройства установлено значение 72.
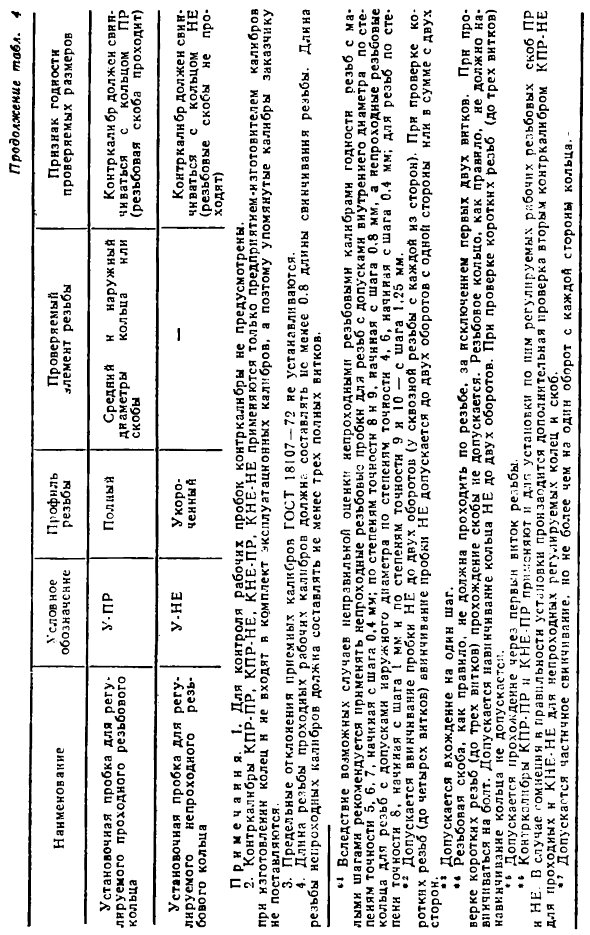
Длина резьбы Это неправильно из-за возможного случая ) Чтобы оценить пригодность резьбового манометра с манатом, используйте резьбовую пробку, в которую невозможно проникнуть для винтов с допуском внутреннего диаметра 5, 6, 7, начиная с шага 0,4 мм. Рекомендуется использовать с шагом 0,8 мм. Резьба И Резьба с допуском внешнего диаметра, начиная с шага с точностью до 0,4. Начните с шага 0,4 мм. Для резьбы из нержавеющей стали 8.1 точность с шагом 1 мм и шагом 10-1,25 мм. Винтовая заглушка не может быть привинчена до 2 оборотов (в случае сквозных винтов с обеих сторон).
Основная цель измерения-воспроизвести известное количество единиц заданной величины для целей измерения. Людмила Фирмаль
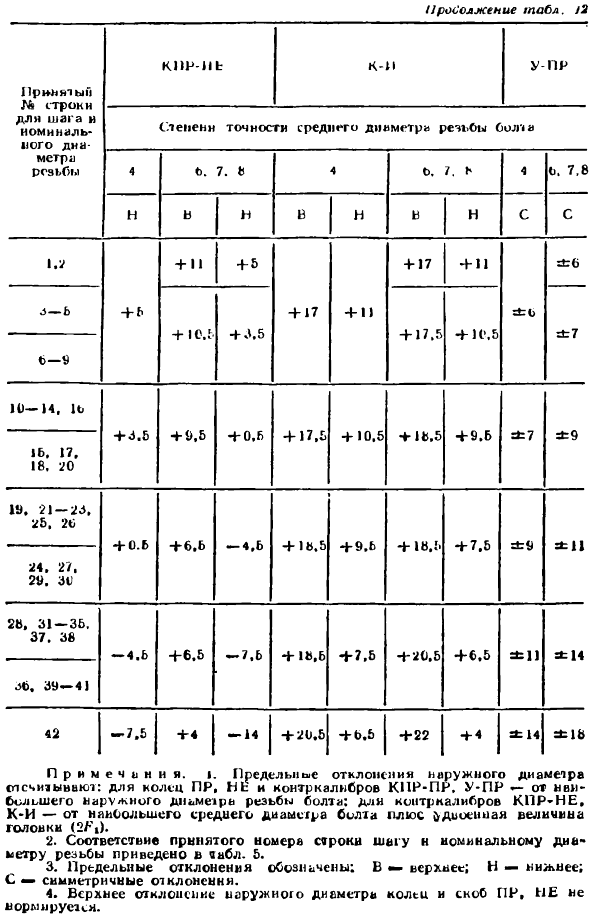
Проверьте Coban напрямую (до 4 оборотов). VVI не допускается до 2 оборотов с одной стороны или до 2 оборотов. Разрешено Кронштейн, как правило, не имеет резьбовых соединений ( Максимум 3 на пути болта ). более Пройдите нить, кроме первых двух ходов. Если образец не допускается. Как правило, резьбовые кольца должны иметь максимум два оборота. При проверке коротких ниток (до 3 витков) Регулируемая рабочая винтовая скоба PR check со вторым счетчиком калибра KPR-NOT PR Пробка Допустимый номер строки Точность среднего диаметра гайки Общий диаметр резьбы 4,5 5 6,7 V N I N I 1 + 5,5-7,6 2.
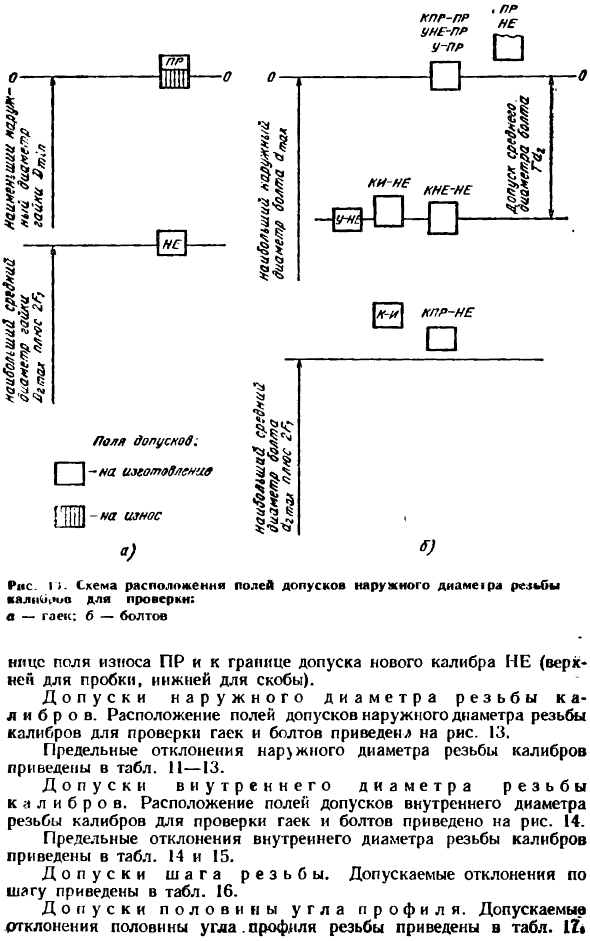
Допуск контрольной вилки, круглая скобка 2. до и больше Совместимый 3.Meter Измерительная одежда. Я дую. Продолжение таблицы. Продолжение таблицы. 9 10 * Ограничить отклонение среднего дл метра счетчика калибра KI-HP. Y-НЕ набирается, а кронштейн НЕ. мкм Продолжение таблицы. 10 , ) H Race G . Расположение поля допусков внешнего диаметра винта a-гайка: b-болт Nyatss зоны износа PR, а не границы нового калибра допуска (верх стопора, низ кронштейна). Допуск наружного диаметра винтового датчика.
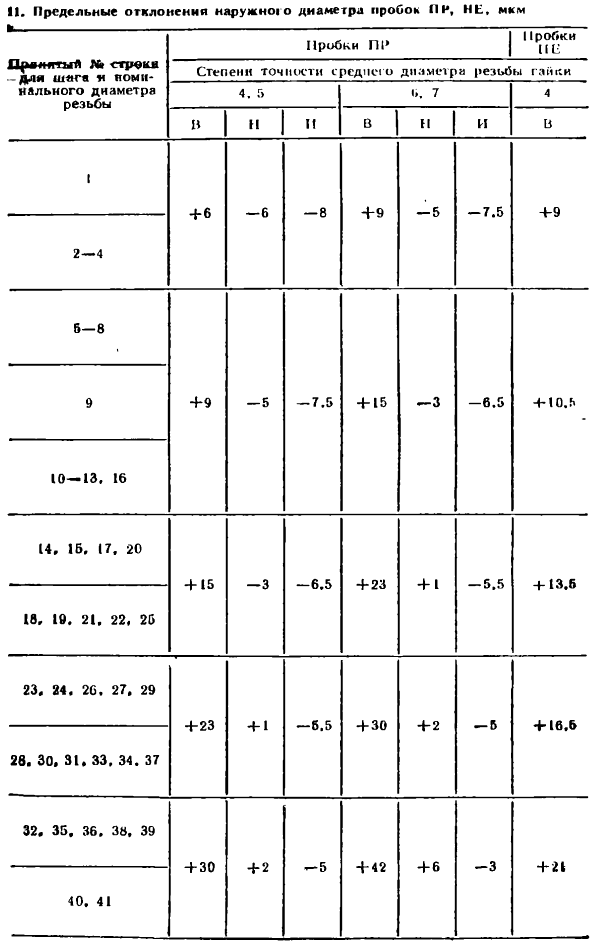
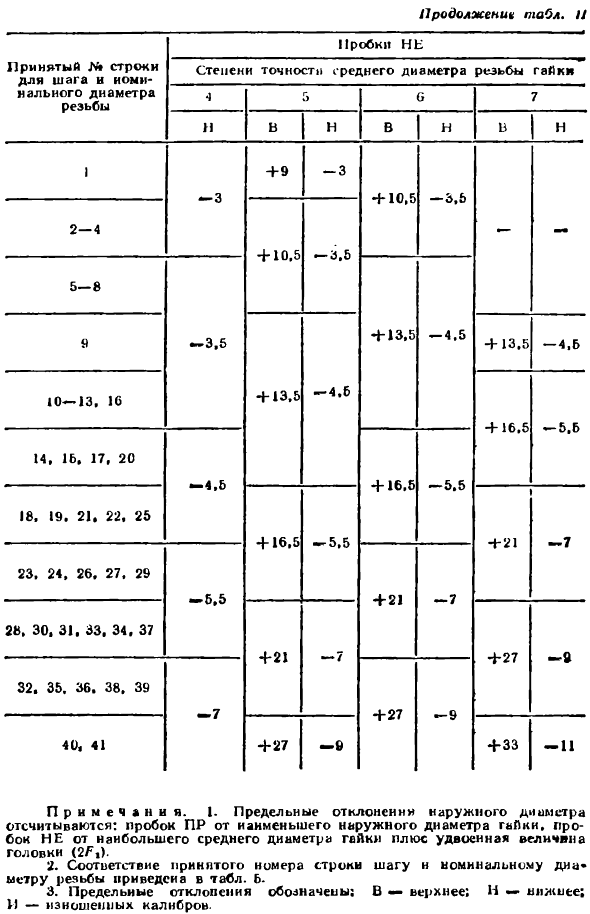
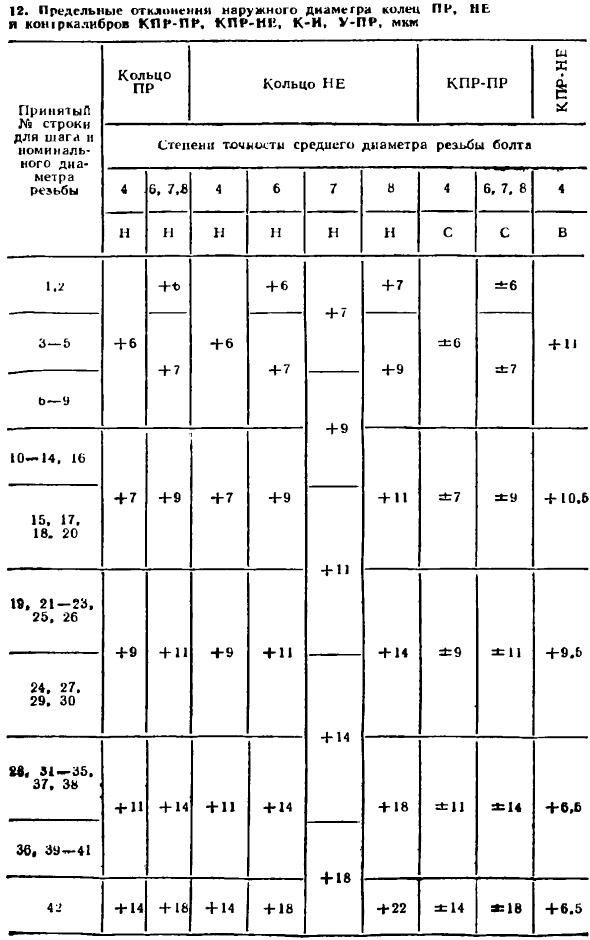
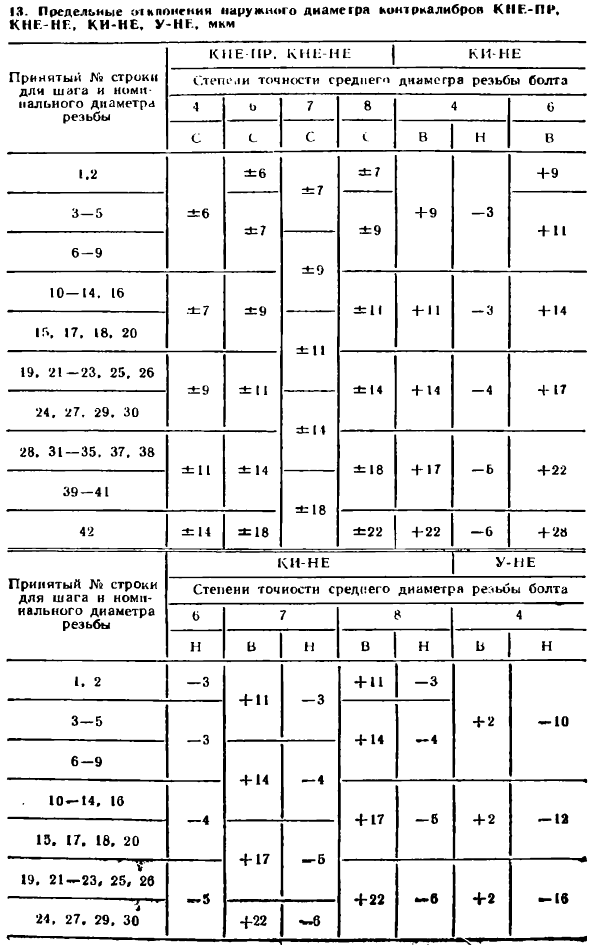
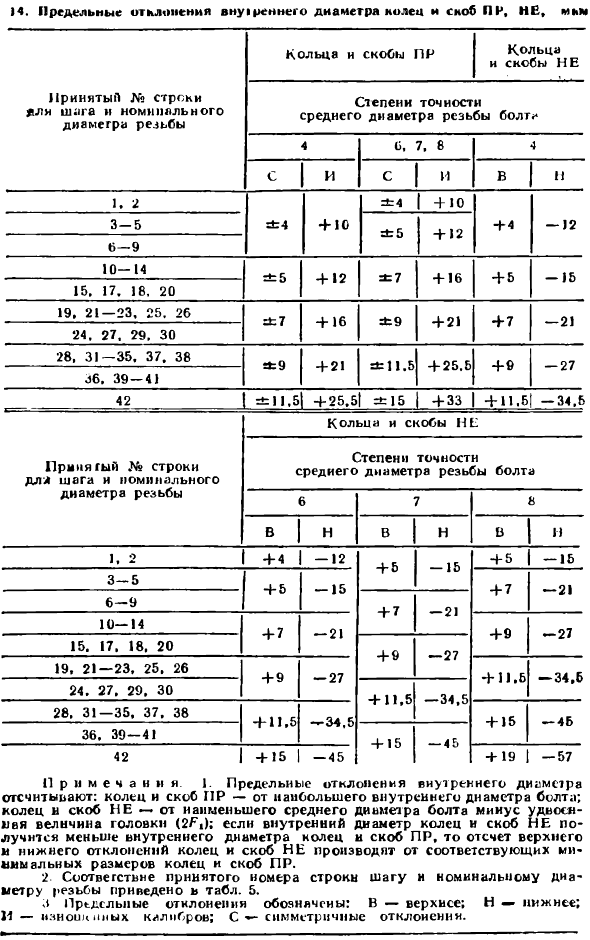
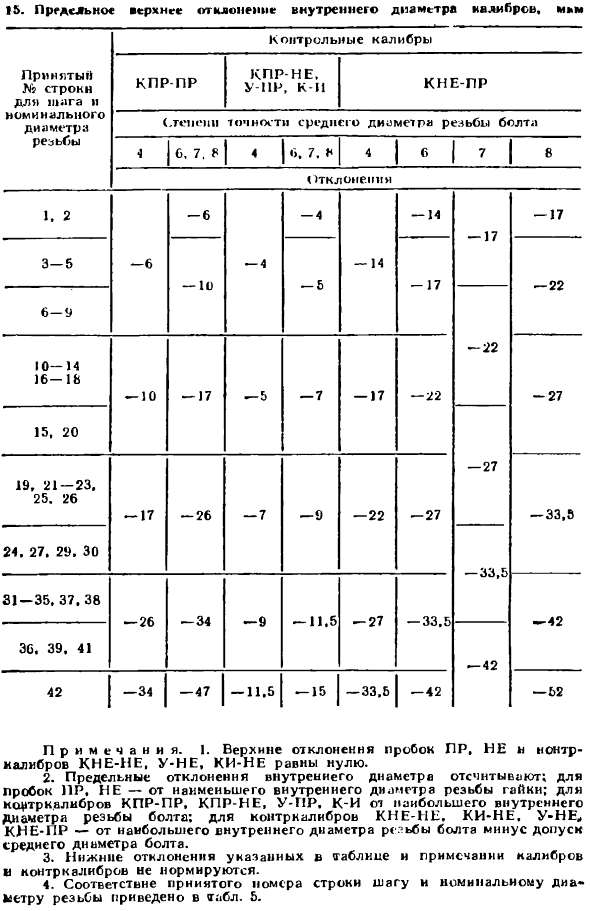
Положение поля допуска наружного диаметра калибровочного винта для проверки гаек и болтов показано на рисунке 3. 13. В таблице ниже показано максимальное отклонение наружного диаметра резьбового манометра. 11-13. Допуск внутреннего диаметра резьбового манометра. На рисунке показано положение поля допуска внутреннего диаметра резьбового манометра для проверки гайки и болта. 14.
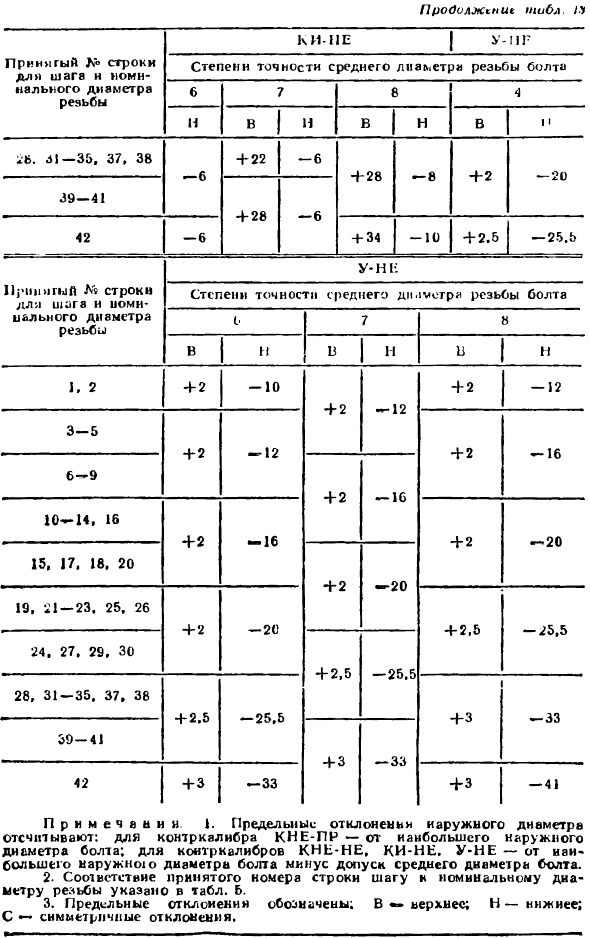
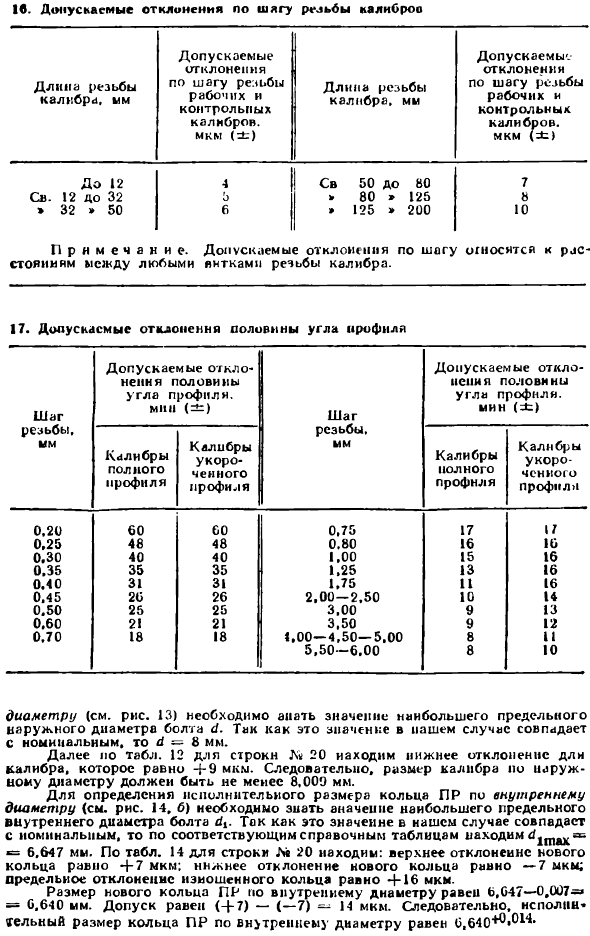
В таблице ниже показано максимальное отклонение внутреннего диаметра резьбового манометра. 14 и 15 Допуск шага резьбы Шаговые допуски приведены в таблице. 16. Полупрофильный угол допуска. В таблице ниже показаны допуски на половину угла и профиль резьбы. 1 I. Предельное отклонение На внешней стороне Я Диаметр пробки PR, Прапитцы L-образная пробка PR среднего диаметра с точностью до среза до 11 Диаметр 4,5 . 7 4 Во II а затем 2-4 + 6- + 9-6 +9 6-8 9 10-13.
В приведенной ниже таблице показано соответствие между принятыми номерами строк и шагов и номинальным диаметром винта. 5. Необходимо проанализировать значения диаметра (см. Рисунок . ()) И наружного диаметра болта 4. Поскольку это значение находится в пределах номинального значения, th составляет 8 мм. Кроме того на столе. 12 для строки 7y 20 Диаметры должны быть равны, чтобы определить калибр и диаметр (см. Рисунок 14) Диаметр отверстия Щ. В этом случае это значение соответствует номинальному значению, поэтому согласно соответствующей справочной таблице y1ax = 6,647 мм.
Согласно таблице найдите 14 20 для линии L: верхнее отклонение нового кольца составляет +7 микрон. Нижнее отклонение нового кольца составляет -7 мкм. Максимальное отклонение изношенного кольца составляет + 16 мкм. Размер нового внутреннего диаметра PR-кольца составляет 6,647-0,007 = 6,640 мм. Допуск составляет (+7) — (- 7) = 14 мкм. В результате исполнительный размер кольца PR для внутреннего диаметра составляет 6,64O10 01,1-.
Из-за ограничений по размеру, PR кольцо Пример с. Чтобы контролировать проходную сторону мотка КПР-ПР, определяют рабочий размер среднего диаметра контрольного прохода калибра. Кронштейн предназначен для управления болтом M8X 1.25 6 1 (см. Пример 5). KPR-PrTravno- 3 микрон; отклонение От низа нового калибра составляет -nGykm. Максимальное отклонение изношенного калибра составляет -21 мкм. Максимальный размер нового контрольного калибра KPR-PR в пересчете на средний диаметр составляет 7,188-0,013 = 7,175 мм. Допуск составляет (-13) — (- 18) = 5 мкм.
Следовательно, исполнительный размер счетчика диаметров KPR-PR составляет 7,175 1 (x) 5 со средним диаметром gru. Максимальный размер калибра износа составляет: 7,168-0,021 в = 7,167 мм. Поэтому, если калибр Sudere изнашивается до этого размера, сервис должен быть остановлен.
Смотрите также:
Решение задач по метрологии с примерами
| Калибры для цилиндрических гладких и резьбовых деталей. Общие сведения | Стойки и штативы для измерительных головок |
| Калибры для контроля гладких изделий | Штангенинструменты |
