
Оглавление:

Литье вакуумным всасыванием
- Отливка всасывания вакуума Литье (заливка) с вакуумной аспирацией заключается в заполнении формы металлом за счет образовавшегося в ней вакуума. При таком способе литья полость кристаллизатора заполняется перепадом давления от атмосферного (над расплавленным зеркалом) до низкого 10-80кпа (внутри полости кристаллизатора).
На практике реализуются две основные схемы вакуумно-всасывающего процесса литья: а) помещают форму в закрытую камеру и соединяют ее с металлической трубой, погруженной в тигель с расплавом, при этом можно использовать полученные формы известным способом, такие как металлические, песчаные, керамические оболочковые, гипсовые, графитовые.; б)
герметизация полости в форме, передаваемой по трубопроводу расплавленного металла; Людмила Фирмаль
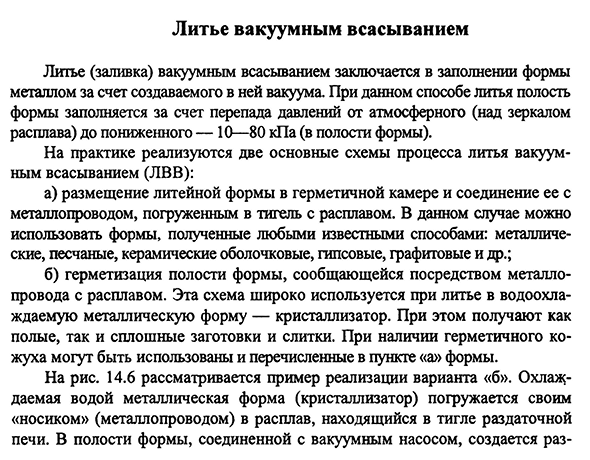
Этот способ широко используется для литья в водоохлаждаемую форму пресс-формы. При этом получают как полые, так и сплошные заготовки и слитки. Формы, перечисленные в пункте «а», при наличии герметичной упаковки также могут быть использованы. Для риса. 14.6 рассмотреть вопрос о реализации варианта «в». Водоохлаждаемая металлическая форма(кристаллизатор) погружается в тигель передаточной печи расположенным в ней»горловиной«расплава (металлическим каналом).
В полости пресс-формы, соединенной с вакуумным насосом, образуется вакуум.- Три тысячи четыреста шестьдесят один Установка для отливки всасывания вакуума риса 14.6: 1 прессформа;2 печи перехода Назначение. Расплав всасывается в полость кристаллизатора с последующей кристаллизацией. После затвердевания отливки форму поднимают для извлечения «носика» формы из расплава. Рабочая полость кристаллизатора соединяется с атмосферой путем открытия специального крана.
- В результате запуска атмосферного воздуха в полость литейной формы, выпадающего из нее в приемную коробку. Этим методом часто получают втулки, вкладыши, подшипники из сплавов цветных металлов (латунь, бронза), чугуна и стали. Высокая заполняемость формы расплава Лвв позволяет получать тонкостенные отливки толщиной 1 мм и менее. В связи с вакуумом формы их газопроницаемость теряет актуальность: необходимо обеспечить высокое качество поверхности отливки, независимо от их газопроницаемости. При литье в условиях низкого вакуума значительно снижается насыщение и окисление расплава газом, заполняющим форму.
Вакуумно-всасывающее литье способствует образованию мелкозернистых структур, особенно повышению герметичности и сложных механических свойств тонкостенных (толщина стенки до 0,5 мм) отливок. Например, при литье алюминиевых сплавов AL4 и AL9 с разрежением до 60 кПа их прочность на разрыв увеличивается на 20-70%, а относительное удлинение увеличивается на 100% и более. производительность зависит от количества кристаллизаторов: в машине с
Кристаллизатором она составляет отливку за 100-120 часов, а в двойном кристаллизаторе-170-180. Людмила Фирмаль
Преимущества вакуумно-всасывающего способа литья: высокая плотность литья; отсутствие газовых и усадочных пор, а также литниковой системы и усиления; хорошее качество поверхности; повышенная эффективность литья. Недостатки Лвв(для кристаллизатора-кристаллизатора): его применимость для получения простой формы литья; волнистость внутренней поверхности отливки (например, втулки) и, как следствие, механические свойства отливок.
Смотрите также:
| Литье с кристаллизацией под давлением | Литье в оболочковые формы |
| Центробежное литье | Литье под низким давлением |
