
Оглавление:


Методы регулирования и пригонки
- Метод регулирования. Метод регулирования понимает расчет размерной цепочки. В этом расчете желаемая точность начальной (закрытой) ссылки достигается преднамеренным предательством. Без удаления какого-либо материала (регулирования) предварительно выбранного размера компонента, называемого компенсацией (на диаграмме размерной цепи компенсационная связь окружена прямоугольником). Роль компенсатора обычно выполняют с помощью специальных звеньев в виде прокладок, регулируемых заглушек, клиньев и т. Д.
В этом случае для всех других размеров цепи детали обрабатываются в соответствии с расширенными допусками, экономически приемлемыми для этих производственных условий. Номинальный размер компенсационного звена K согласно уравнению (11.1) Ay = 2 A, yB-2 ^ A, сердце ± K (11,22) Значение K получается со знаком плюс, если размер увеличивается, и со знаком минус в противном случае.
К таким преобразователям предъявляются высокие метрологические требования: максимально возможное измерение при малой зависимости от температуры окружающей среды, низкая чувствительность к тряске и другим интерференционным воздействиям. Людмила Фирмаль
Согласно уравнениям (11.2), (11.3), (11.10) и (11.11) для размера, где K увеличивается, мы можем написать: Ldah = 2 A ^ + Km1n- D (A% ; (11,23) = 2 AJ + Kmax-A ^; (11,24) E. (Al) ~ 2 В, (A) UV- D (E, (A,) yM + E, (K); E, (Al) = 2 E, (A,) uv-E, (A,), + E, (K). Для размеров, которые уменьшают K, Ldah = 2 L вх-К тах-2 ° светодиодный; (11.25) = 1 = 4-1 л = 2 4 Из ув- 1 -Д1Ж (11.26) E. (Al) = 2 E, (A,) u-E, (K) -D (E, (A,) ^; E, (Al) = 2 E, (A;) uv- (K) Вычтите уравнение (11.24) из члена (11.23) для каждого члена и вычтите уравнение (11.26) из (11.25), чтобы учесть уравнение n 4-p = m-1 в обоих случаях. TLD = 217L -Kk, (11,27).
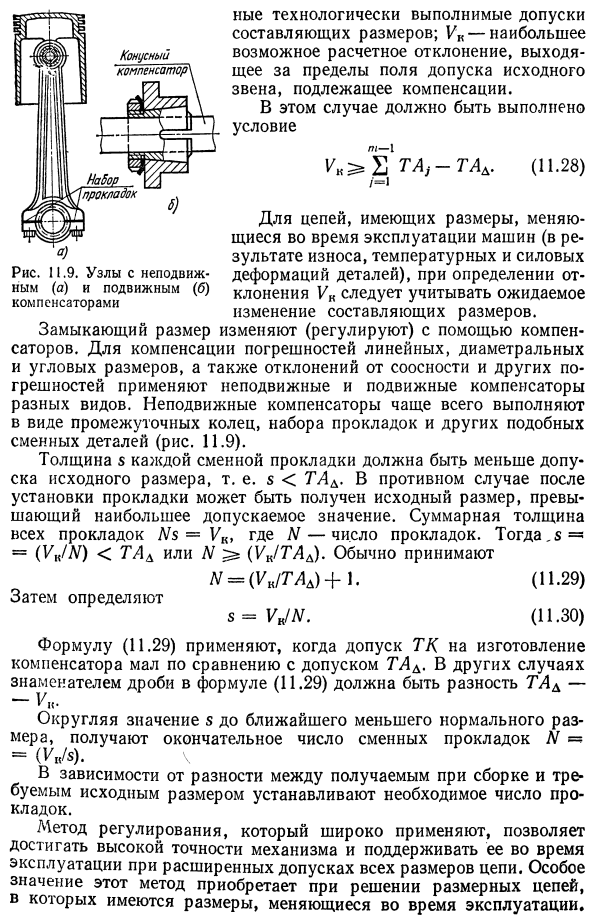
Где TAL — указанный допуск для начального размера, определенного на основании эксплуатационных требований. TA-принятое расширение Рисунок 11.9. Закрепленный узел компенсатор n Технически допустимые отклонения компонентов. Максимально возможное отклонение конструкции от допуска исходного звена при условии 7К-компенсации. В этом случае условие должно быть выполнено AI E TL, TLD. (11.28).
- Для цепей, размеры которых изменяются во время работы станка (в результате износа детали, температуры и силовой деформации), ожидаемые изменения в размерах компонентов должны учитываться при определении отклонений. Используйте компенсатор, чтобы изменить (отрегулировать) размер закрытия. Различные типы фиксированных и подвижных компенсаторов используются для компенсации погрешностей линейных, диаметров, угловых размеров, отклонений от выравнивания и других ошибок.
Неподвижные компенсаторы часто выполняются в виде промежуточных колец, комплекта прокладок и других аналогичных сменных частей (Рисунок 11.9). Толщина a каждой сменной прокладки должна быть меньше допуска на исходный размер, т. Е. TAL. В противном случае после установки прокладки можно получить исходный размер, превышающий максимально допустимое значение. Общая толщина всех прокладок Mz = Yk. Где М — количество прокладок. Тогда a = (Vk T) TAL или N (Vk T4e). Обычно берут = (Un TL4) +1. (11.29) Следующее решение а = гг гг. (11.30) Уравнение (11.29) используется, когда допуск TC для изготовления компенсатора мал по сравнению с допуском TAL.
Очищенный и стабилизированный воздух после блока 15 проходит через измерительный патрубок, установленный перед частью 14, входной патрубок 11 и выходной патрубок в атмосферу. Людмила Фирмаль
В остальных случаях дробный знаменатель формулы (11.29) должен быть разностью TAL — Округление значения a до ближайшего меньшего нормального размера дает конечное число сменных прокладок N- = (^ k a). В зависимости от разницы между тем, что было получено при сборке, и требуемым начальным размером, можно установить необходимое количество прокладок. Широко используемые методы контроля позволяют добиться высокой точности механизма и поддерживать его с расширенными допусками для всех размеров цепи во время работы.
Этот метод особенно важен при решении размерных цепей с размерами, которые изменяются во время работы. К недостаткам этого способа можно отнести увеличение количества деталей в машине, что усложняет конструкцию, сборку и эксплуатацию. Подходящий метод. Таким образом, при сборке детали в соответствии с одним из заданных размеров компонента цепи дополнительная обработка достигает заданной точности исходного размера. Здесь все размеры, включенные в цепь, изготавливаются с приемлемым допуском, который является экономически приемлемым для этих производственных условий.
Чтобы соответствовать заранее выбранному размеру, вам нужно оставить достаточно этого размера, чтобы компенсировать исходный размер. Этот допуск должен быть сведен к минимуму, чтобы уменьшить монтажные работы. Если никакой другой метод не может быть использован для обеспечения требуемой точности, метод подгонки можно использовать только для одиночного и мелкого производства. Для единичного и мелкосерийного производства также используется метод совместной обработки деталей в предварительно собранном виде или метод крепления на одном приспособлении и другие методы.
Смотрите также:
