
Оглавление:
Теоретико-вероятностный метод расчета размерных цепей
- При выводе формул размерной цепочки (11.2) — (11.4) и других с использованием метода максимального минимума можно комбинировать максимальный размер увеличения и минимальный размер уменьшения одновременно во время обработки или сборки или наоборот. Предполагалось. Использование одной из этих комбинаций может обеспечить минимальную точность закрывающего звена, но отклонения по размерам в основном сгруппированы вблизи центра поля допуска, и соединение деталей с такими отклонениями является наиболее распространенным. Там почти нет (см. Главу 4).
Нарушение ограничения на конечный размер с незначительной вероятностью (например, 0,27%) может значительно увеличить допуски на размеры компонентов и снизить затраты на изготовление деталей. Вероятностные методы вычисления размерных цепочек основаны на этих принципах. Задача 1. Допустимо предположить, что ошибки компонентов и замкнутые измерения следуют закону нормального распределения и что их расчетные границы дисперсии (6 °) совпадают с границами поля допуска (см. Главу 4). = 6о ^ или да. = TA) c, TLD = 6a ^ d или aDl = TA 6.
Новый холодильник обладает самыми высокими эстетическими характеристиками благодаря своей современной форме и внешнему виду. Людмила Фирмаль
В то же время, при 0,27% продукта размеры замкнутого звена могут превышать допустимый диапазон. Подстановка значений aL и aLd в уравнение (4.18) и выполнение простого преобразования приводит к уравнению, которое определяет допуск размера закрытия. 7H, — E (GL,) -. (11.15) После определения 7 LD рассчитайте значение Ec (Ld), значение уравнений (11.7) -E (Ld) и E1 (Ld), используя уравнение (11.12).
Уравнение (11.15) было получено в предположении, что фактическое распределение по размерам соответствует закону Гаусса, центр группировки соответствует центру поля допуска, а поле рассеяния соответствует допуску. В производственных условиях случайные ошибки размера детали не могут быть распределены в соответствии с законом Гаусса. Чтобы определить допуск на размер конца любого закона распределения, в уравнение (11.15) вводится относительный коэффициент рассеяния d .
Коэффициенты k1 и kl характеризуют разницу в распределении ошибок i-го и замкнутого звеньев от распределения по закону Гаусса. Если (m-1) 6, вводится замкнутый размерный коэффициент k . Коэффициент k) = 6 ° T , где T1 — поле рассеяния A . Если 7y = 6o, то Закон нормального распределения ^ = 607 60; = 1; Закон равной вероятности L; = 6a, 2 3o7 = 1,73; Треугольный закон (Симпсон) ^ = 6 °; 2 65; = 1,22. Следующий пример демонстрирует эффективность применения принципа теории вероятностей при расчете допуска для размерной цепочки.
Предположим, что цепочка измерений состоит из четырех компонентов с допуском TA = TAg = TA3 = TA. Далее, согласно уравнению (11.15), допустимый размер закрытия равен TAL = Y 4 (TA ) 3 = 2TL, из которого TA = TLd 2. Закрытый допуск на размер при решении задачи с помощью метода расчета максимума и минимума с использованием уравнения (11.4) TLD = TA, + TA, + TA3 + TA, = 4TA , отсюда TA = TLD 4.
Примеры решения, формулы и задачи
| Решение задач | Лекции |
| Расчёт найти определения | Учебник методические указания |
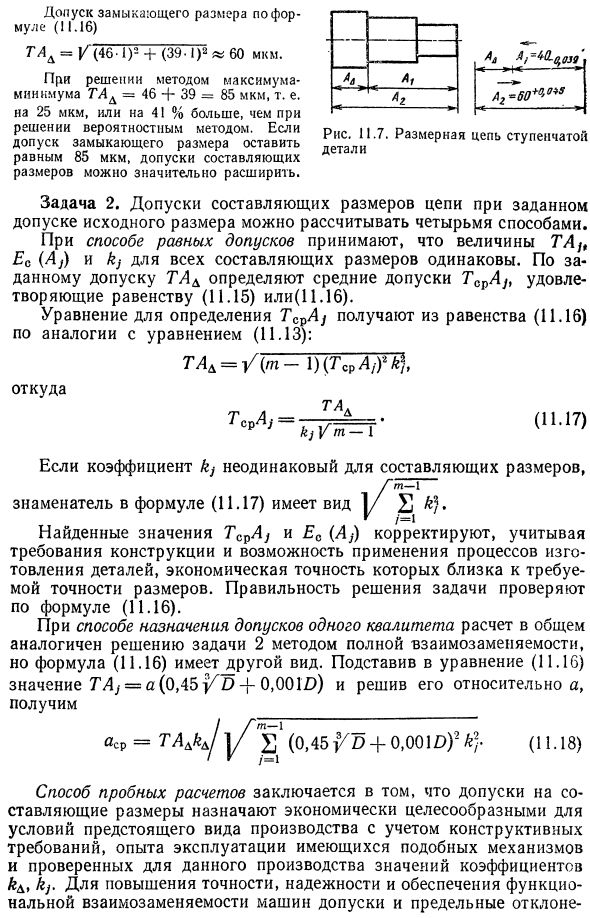
- Применяя теорию вероятностей в приведенном выше примере, вы можете расширить допуск на размер компонента в два раза, если закрытые ссылки имеют одинаковые допуски. В то же время он может поддерживать только 0,27% от закрытого размера (т. Е. 3 1000) (то есть возможность вступления в брак) (в соответствии с законом нормального распределения). Пример. Определите номинальное значение размера закрытия LD и допуск ступенчатого вала (Рисунок 11.7).
Распределение отклонения по размеру следует закону нормального распределения, промежуток идеально вписывается в поле допуска, а кривая распределения считается симметричной относительно центра поля допуска. Тогда Лу = 1. Согласно формуле (11.7) номинальный размер Лд = 20 мм. Допустимый конечный размер выражения (11.16) T4L = I (46 1) = + (39-1) 60 мкм. Решение ^ методом максимума дает 25 мкм, что на 41% больше, чем при использовании вероятностного метода. если Рисунок 11.7. Ступенчатая цепь Задание 2.
В наибольшем функциональном напряжении мы выбираем посадку, обеспечивающую запас прочности соединения и детализации. Людмила Фирмаль
Допуск составляющих размеров цепи для конкретного допуска исходного размера можно рассчитать четырьмя способами. Для методов равных допусков значения TA, Ee (A;) и k) предполагаются одинаковыми для всех размеров компонентов. Учитывая допуск TAd, определяется средний допуск для TorAu для удовлетворения уравнения (11.15) или (11.16). Уравнение для определения TspA получается по аналогии с уравнением (11.16) и уравнением (11.13). TAd = (m-1) (Te A ) * A , Откуда GSRA Тав AuK t-1 (А.17) Если коэффициент k не одинаков для размера компонента, знаменатель в форме уравнения (11.17) имеет вид ^ 2k .
Найденные значения TorAu и Eo (Au) модифицируются с учетом требований к проектированию и возможности использования процесса изготовления детали. Его экономическая точность близка к требуемой точности размеров. Корректность решения задачи проверяется уравнением (11.16). При использовании метода присвоения одного допуска на качество вычисление в целом аналогично решению задачи 2 полностью совместимым образом, но форма уравнения (11.16) отличается. Подставляя значение TAu = a (0,45 ^ 0 +0,0010) в уравнение (11.1b) и решая его относительно, asr = TA ^ р (0,45 у + 0,0010) к .
Тестовый метод расчета учитывает требования к конструкции, опыт эксплуатации существующих аналогичных механизмов и значения проверки для этого фактора производства Ad, k), так что допуски на размеры компонентов являются экономичными для будущих условий производства. Состоит из того, что назначается исполняемым.
Повысить точность и надежность и обеспечить функциональную совместимость станков, допуски и максимальные отклонения Начальные размеры и размеры компонентов критических частей изготовленной машины должны быть отрегулированы в направлении затяжки, чтобы освободить место для износа. Точность этого расчета размерной цепочки проверяется уравнением (11.16). Если уравнение не выполняется, допуски и номинальные значения размеров компонента снова корректируются. Метод равного влияния используется при решении цепочек равных и пространственных измерений.
