
Оглавление:

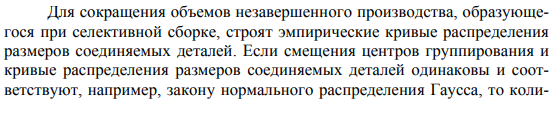
Определение основных элементов соединений при селективной сборке
Одним из наиболее эффективных способов повышения точности соединения деталей машин является выборочная сборка, которая широко используется в автомобильной промышленности, подшипниковой промышленности, станкостроении и приборостроении.
Это развитие основано на данных.
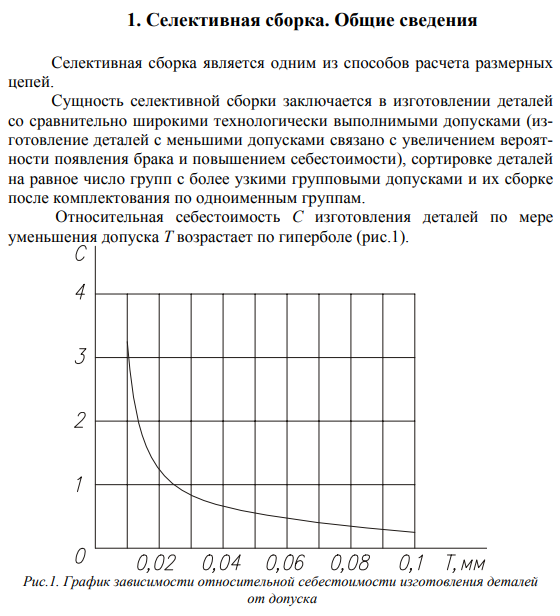
Целью работы является разработка студентами расчета допусков механических деталей при выборочной сборке. Выборочная сборка является одним из способов расчета размерной цепочки. Суть выборочной сборки — это изготовление деталей с относительно широкими технически выполнимыми допусками (изготовление деталей с более низкими допусками связано с повышенным потенциалом дефектов и повышенными затратами).
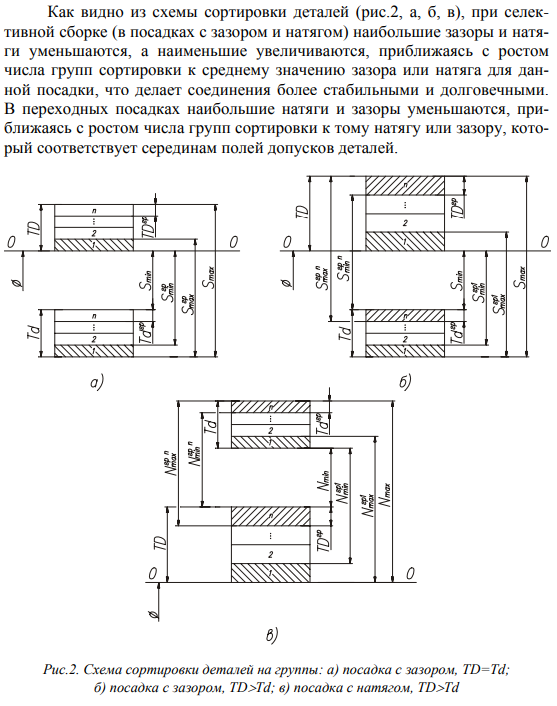
- Детали группируются в одинаковое количество групп с более узкими допусками, а затем собираются в группы с одинаковым именем и затем собираются вместе. ).
Самый большой зазор и помехи будут уменьшены, будет наименьшее увеличение, число групп сортировки увеличится до среднего значения конкретного посадочного зазора или помехи, соединения будут более устойчивыми, а бурная переходная посадка будет самой большой Помехи и зазор уменьшаются, а количество групп сортировки в помехе или зазоре, соответствующих центру поля допусков детали, увеличивается. ,
Чтобы задать количество групп сортировки деталей, допуски групповых допусков определяются условиями, обеспечивающими максимальную долговечность соединений, или экономической точностью сборки и сортировки деталей, а также размером возможных ошибок в форме.
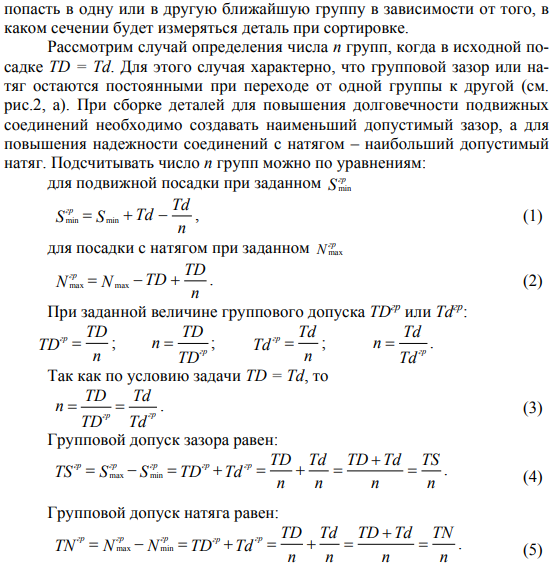
- Вам необходимо знать требуемый допуск группы или пределы помех, требуемые. Рассмотрим случай, когда число n групп определяется при первой посадке. В этом случае характеристика заключается в том, что разрыв группы или помехи остаются постоянными при переходе от одной группы к другой.
При сборке деталей необходимо создать минимально допустимый зазор, чтобы увеличить долговечность подвижного соединения, а максимальная допустимая герметичность необходима для повышения надежности затянутого соединения. Количество групп n можно рассчитать по уравнению.
Если, групповой разрыв (или помехи) при переходе от одной группы к другой не поддерживается постоянным, поэтому совместная однородность гарантируется нет. Поэтому рекомендуется использовать выборочную сборку.
Также обратите внимание, что если имеется большое количество групп сортировки, допуски групп немного отличаются от допусков для небольшого числа групп, что значительно увеличивает организацию управления и сложность сборки.
Фактически, а элемент качения n классифицируется как 10 или выше только в подшипниковой промышленности. Выборочные сборки используются не только для сопряжения гладких цилиндрических деталей, но и для более сложных форм (таких как резьбонарезание).
Выборочная сборка может повысить точность сборки (точность соединения) в n раз без уменьшения допусков на изготовление деталей. Он также обеспечивает указанную точность сборки (точность соединения). В то же время выборочная сборка имеет свои недостатки. Управление является сложным (требуется персонал контролера, более точные инструменты, средства управления и сортировщики).
Сложность процесса сборки возрастает (в результате создания группы сортировки). Вы можете увеличить объем незавершенного производства, потому что количество деталей в группе пар отличается. Что такое незавершенное производство? Предположим, что было создано 100 наборов отверстий и валов (см. Рисунок 2). Группа 1 отверстия и валы-40 и 38 соответственно.
Группа 2 отверстия и валы-28 и 30 соответственно. Группа 3 отверстия и валы — 15 и 18 соответственно. Группы 4-17 и 14 отверстий и валов. В процессе сборки мы получили 38 пар для группы 1, 28 пар для группы 2, 15 пар для группы 3 и 14 пар для группы 4. В общей сложности 95 сборок, 5 сборок не были выполнены, и детали были неполного производства. В зависимости от типа производства вышеперечисленные недостатки являются очень серьезными, а другие виды возмещаются, поэтому нет недостатков.
Поэтому использование выборочной сборки рекомендуется для массового производства и крупносерийного производства высокоточных составов, где дополнительные затраты на группировку деталей, маркировку, сборку и хранение оплачиваются из-за высокого качества соединения. Для производства подшипников качения и узлов с критическими резьбовыми соединениями выборочная сборка является единственным экономически целесообразным способом обеспечения требуемой точности. Выборочная сборка обеспечивает неполную совместимость групп.
В результате этот метод обычно используется в соответствии с требованиями производителя для обеспечения внутренней совместимости.
- Например, исключения составляют детали шатунов и поршневых групп (поршни, поршневые пальцы, шатуны) и другие запасные части двигателей внутреннего сгорания.
- Кривошипно-шатунный механизм, включающий в себя шатун и поршневую группу, является наиболее сложным и важным механизмом в двигателе внутреннего сгорания, поскольку он получает большую температурную нагрузку в дополнение к огромной производительности.
- В этом отношении сборка подчиняется особенно строгим требованиям, чтобы обеспечить зазоры и помехи, необходимые для сопрягаемых деталей.
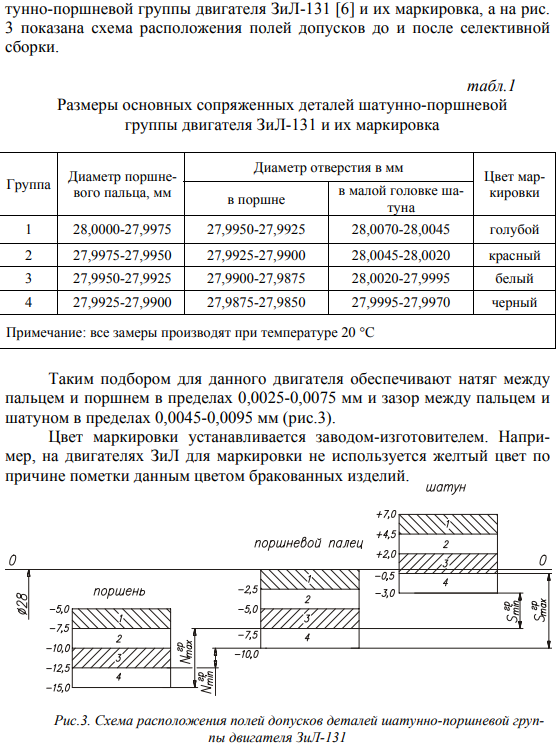
- Поэтому после производства и непосредственно перед сборкой детали (шатуны, поршни, поршневые пальцы) предварительно классифицируются по классам и группам с соответствующей маркировкой (буквенно-цифровой или цифровой).
Маркировка выполняется краской: внутренняя поверхность поршневого пальца, нижняя часть поршня, шатун, наружная цилиндрическая поверхность шатуна малой головки. При сборке палец, поршень и шатун изготавливаются только из частей одной группы.
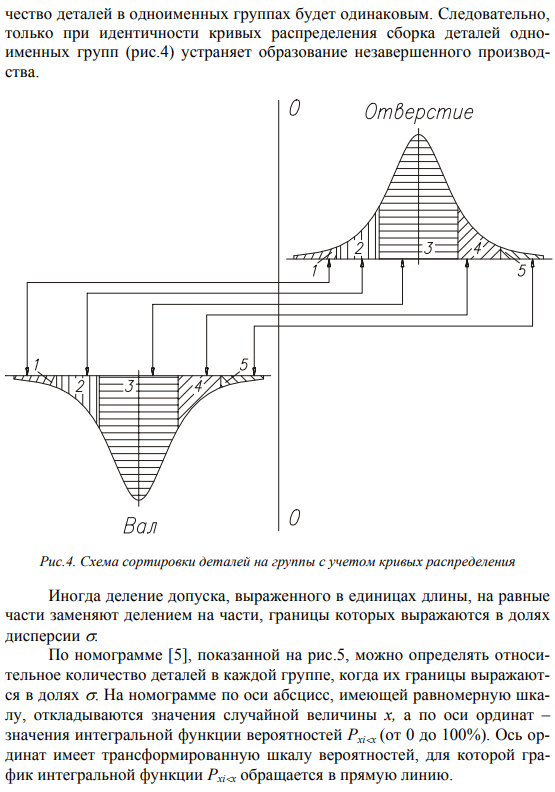
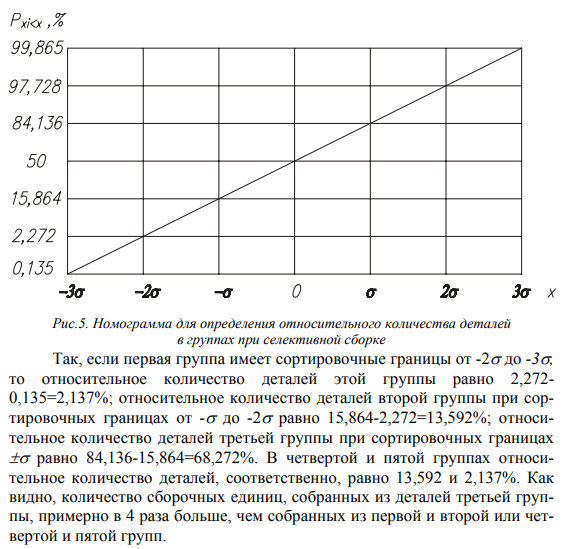
Как пример, в таблице. На рисунке показаны размеры основной области спаривания. Деление значений допуска, выраженных в единицах длины, на равные части может быть заменено делением границы на части, представленные дисперсионными долями.
Смотрите также:
Решение задач по метрологии с примерами
