
Оглавление:

Производство распространенных видов проката
- Производство распространенных видов проката Производство цветов, плит и сортового проката. Первой заготовкой при изготовлении длинномерного изделия или листа является слиток. Перед прокаткой слиток нагревают до температуры 1300 ° с, прокатывают с Блумом и получают квадратную заготовку со сторонами 450×450-150×150, называемую Блумом.
(Сегодня БРЭМ и слябы получают чаще всего методом непрерывной разливки стали.), Блюмы получают крупнотоннажную мельницу большого профиля или разрезают на куски с размерами и устанавливают серийную заготовительную мельницу вблизи среды и расцветают от 150×150 до 60×60мм после охлаждения и обработки поверхности, а также закатывают их сразу
после бланширования без дополнительного нагрева. Людмила Фирмаль
Более крупные слитки-до 60 тонн-раскатывают в прямоугольные плиты максимальной толщиной 350 мм и шириной 2300 мм. Плита является исходным материалом для прокатки на толстом листе. После прокатки по слябу часть прокатываемой стали направляется на заготовительный стан. Полученную полосу разрезают на мерные куски необходимой длины-сутунки-и переносят на склад для охлаждения.
Последующая обработка включает в себя отделочные операции: устранение дефектов поверхности, устранение травления. В зависимости от качества слитка и степени раскисления выход соответствующего продукта при этих операциях составляет 90-80%. Полученная таким способом заготовка после отделочных работ направляется на сортопрокатные и листопрокатные станы.
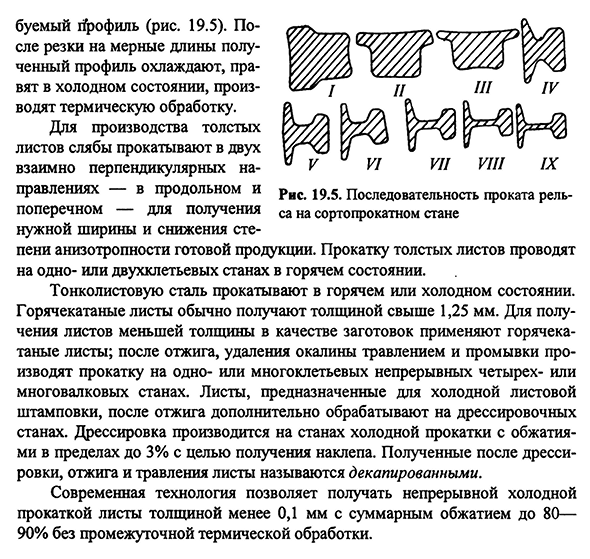
- На сортовой фабрике заготовку после нагрева в печи непрерывно прокатывают в калибре 7-15, а в конце- 406 erotic эротические Фили(рис. 19.5). После резки на размерную длину полученный профиль охлаждают, выдерживают в холодном состоянии и подвергают термообработке. Для производства толстых листов слябы прокатывают в двух взаимно перпендикулярных направлениях в продольном направлении и 12,5 ri.
С целью получения требуемой ширины прокатного стана sa и снижения степени анизотропии готового изделия, Rel — последовательность поперечной прокатки. Прокатку толстого листа осуществляют в один или два сельвиля в горячем состоянии. Стальные листы прокатываются горячим или холодным способом. Горячекатаные листы обычно получают толщиной
1,25 мм и более, а для получения листа более тонкой толщины в качестве заготовок используют горячекатаные листы. Людмила Фирмаль
Листы предназначены для холодного прессования листов после отжига, а также для технологической подготовки на мельницах. Сверление проводят в компрессионном стане холодной прокатки в пределах до 3% для получения упрочнения. После полученной подготовки листы отжига и травления называют обезглавленными. Современные технологии позволяют обеспечить полное сжатие до 80-90%, что позволяет получать непрерывный холоднокатаный лист толщиной менее 0,1 мм без промежуточной термообработки.
Смотрите также:
| Производство бесшовных и сварных труб | Влияние различных факторов на пластичность металлов и сопротивление пластическому деформированию |
| Производство специальных видов проката | Нагревательные устройства |
