
Оглавление:

Производство специальных видов проката
- Производство специальных видов проката Профиль специального назначения изготавливается методом прокатки и имеет различные вариации. Многие из них производятся не в металлургии, а на машиностроительных предприятиях.
Все они могут быть отнесены к двум группам. Как правило, все виды специальных профилей изготавливаются на перекрещивающихся или перекрещивающихся винтопрокатных станках. Принцип периодической профильной прокатки, которая служит заготовкой для других видов обработки,
заключается в использовании валков, которые периодически перемещаются по мере продвижения заготовки вперед. Людмила Фирмаль
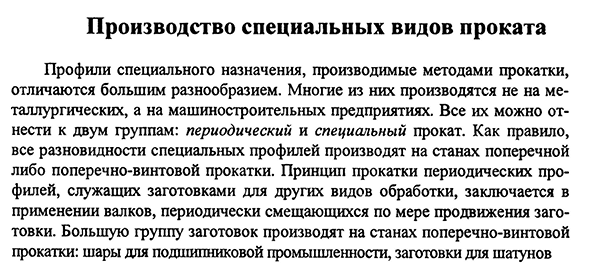
На стане поперечно-винтовой прокатки производится большая группа заготовок: шарики для подшипниковой промышленности, заготовки для шатуна 409 страница 19.7. Шарик завальцовки:1-пробел; 2-ограничитель; 3-крен завальцовки / Рис 19.8 яркость гибки профиля Двигатель, ролик, поликлиновой пробки, фуры оси, цельнокатаные вагонные колеса, шестерни и т. д. (Инжир. 19.7). Использование специальных технологий и оборудования для производства многих изделий методом
прокатки вместо традиционных методов позволяет резко повысить производительность труда и улучшить качество выпускаемой продукции. Поперечное сечение горячекатаного профиля очень часто значительно преувеличено по сравнению с расчетными требованиями и конструктивными особенностями изделия. Однако технические характеристики прокатки не позволяют получить сечения меньшей толщины. При необходимости уменьшения веса конструкции часто приходится прибегать
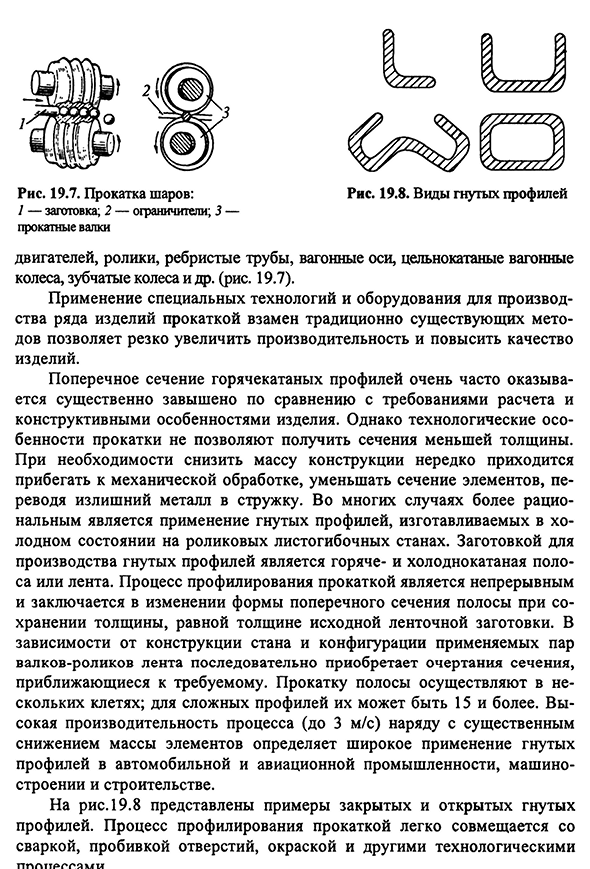
- к механической обработке, уменьшая поперечное сечение элемента и превращая избыток металла в стружку. Часто более целесообразным является использование гибочного профиля, который производится в холодном состоянии на валковом гибочном стане. Заготовка для производства гнутых профилей является непрерывной и зависит от конфигурации конструкции стана и используемой роликовой пары, в то время как процесс профилирования холоднокатаной полосы поддерживает толщину, равную толщине заготовки исходной полосы, лента имеет последовательную форму, близкую
к необходимой, при сохранении толщины полосы и для получения. Полосы сворачиваются в несколько стоек; для сложных профилей их может быть 15 и более. Высокая производительность процесса (до 3 м/с) наряду со значительным снижением массы элементов является результатом широкого применения в автомобильной и авиационной промышленности
гнутых профилей в машиностроении и строительстве. Людмила Фирмаль
Для риса. 19.8 примеры закрытых и открытых гибочных профилей. Процесс профилирования прокатки легко сочетается со сваркой, пробивкой отверстий, покраской и другими технологическими процессами.
Смотрите также:
| Волочение | Производство распространенных видов проката |
| Прессование | Производство бесшовных и сварных труб |
