
Оглавление:

Производство бесшовных и сварных труб
- Производство бесшовных и сварных труб Он разделен на трубы для бесшовной сварки. Бесшовная труба прокатывается диаметром 30-650 мм и сваривается с толщиной стенки 2-160 мм и диаметром 5-225 мм.
В качестве заготовок для изготовления бесшовных труб использовались круглые или граненые слитки, а также круглые стержни большого диаметра.
Основная операция заключается в получении прошивки заготовки, то есть сквозного отверстия заготовки. Людмила Фирмаль
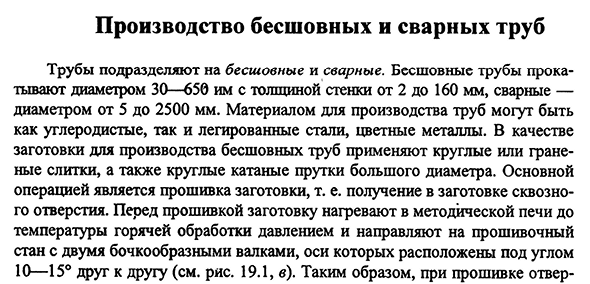
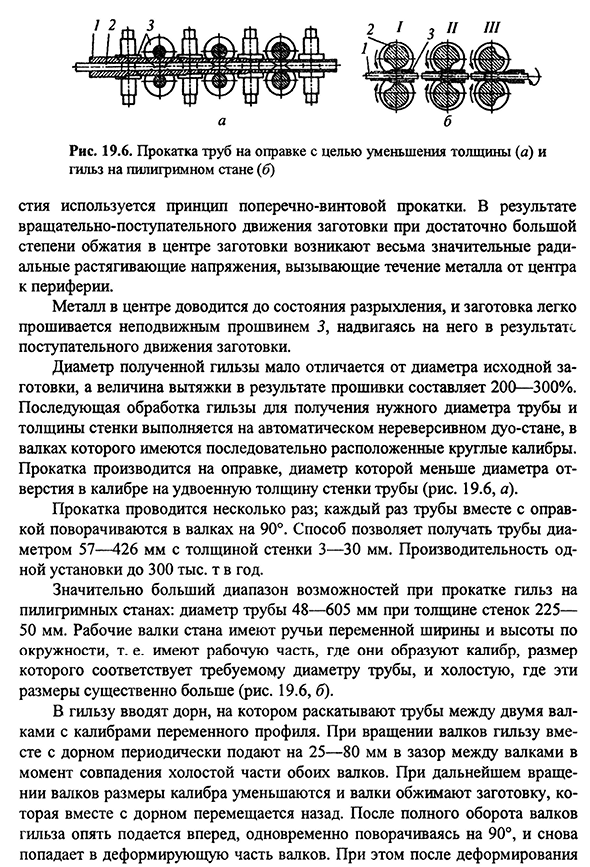
Перед прошивкой заготовку нагревают в печи способом до температуры горячей обработки давлением, двумя бочкообразными валками, оси которых расположены под углом 10-15°друг к другу и равны 19.1, б). Поэтому при мигании.- 4071 2 3. И III б Рис. 19.6 втулка оправки прокатной трубы (а) и прокатного стана (Б) для уменьшения толщины)
Он использует принцип завальцовки крест-винтовой линии. Существует очень важное радиальное растягивающее напряжение, которое вызывает перетекание металла из центра на периферию при вращательном поступательном движении заготовки с достаточной степенью сжатия в центральной части.
- Металл в центре переходит в состояние рыхлости, и заготовка легко сшивается с неподвижным прошвинем3, перемещаясь вперед в результате поступательного движения заготовки. Диаметр полученной втулки мало отличается от диаметра исходной заготовки, а величина вытяжки в результате прошивки составляет 200-300%.
Последующая обработка втулки для получения требуемого диаметра трубы и толщины стенки осуществляется в автоматическом нереверсивном дуо-стане, в валках, которые последовательно расположены вокруг калибра. Прокатку производят на оправке, диаметр которой в два раза меньше диаметра отверстия расточки по толщине стенки трубы(рис. 19.6, а).
Прокатку осуществляют несколько раз; каждый раз труба вместе с оправкой поворачивается в валке на 90°. Людмила Фирмаль
Данный способ позволяет получить трубу с толщиной стенки 57-426 мм и диаметром 3-30 мм. Гораздо более широкий диапазон возможностей: труба диаметром 48-605 мм имеет толщину стенки 225-50мм. 19.6, б). Дорн вводят в гильзу, где труба наматывается между двумя валками с переменным профилем калибра. При повороте валка втулка вместе с оправкой периодически перемещается на 25-80 мм в зазор между валками в момент совпадения холостых частей обоих валков. При дальнейшем вращении валка размер калибра уменьшается и валок сжимает заготовку, перемещающуюся вместе с оправкой.
После полного вращения валка втулка снова выдвигается вперед, поворачиваясь при этом на 90°, и снова попадает в деформированную часть валка. После деформации в то же время 408полирующая часть рулона выравнивается по диаметру и толщине стенки трубы. Такие чертежи прокатки могут достигать размеров в 10-14 раз. Мощность завода составляет до 250 тыс. тонн в год. При прокатке на непрерывном трубопрокатном стане выпускаются трубы диаметром 29-108 мм и толщиной стенки 8-12 мм, производительность которых достигает 900 тыс. тонн в год.
Сварные трубы из низкоуглеродистой и низколегированной стали изготавливают из рулонных полос, называемых полосами или листами, ширина которых зависит от диаметра трубы (или половины диаметра). Процесс производства труб включает в себя формирование плоской заготовки на трубе, сварку (печь, электричество, газ, высокая частота и др.).), Редактирование, калибровка. При печной сварке получают трубы диаметром до 10-114 мм и низкоуглеродистую сталь толщиной 2-5 мм.
Этот процесс включает нагрев полосы в газовой печи до 1300-1350 ° с, Формирование нагретой части в сварочную воронку и обжим со значительной пластической деформацией. Процесс осуществляется в непрерывной мельнице со скоростью до 200 м/мин. Способ с использованием электросварки под флюсом широко применялся при производстве труб большого диаметра для магистрального трубопровода. Производство сварных стальных труб зависит от условий спирали.
По первой технологии из листа формируют трубную заготовку, после чего ее сваривают наружными и внутренними швами. При изготовлении трубы со спиральным швом в качестве первой заготовки прочность трубы, которая сворачивается в спиральную трубу нужного диаметра, а затем со спиральным швом по краям наружного и внутреннего швов, а главное, надежность, выше, чем у Прямой.
Смотрите также:
| Производство специальных видов проката | Нагревательные устройства |
| Волочение | Производство распространенных видов проката |
