
Оглавление:

Разделительные операции листовой штамповки
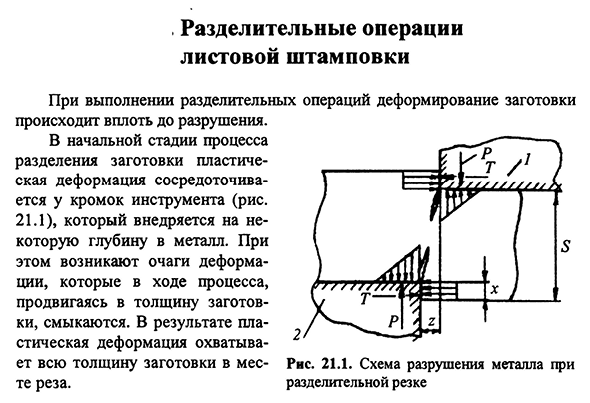
- Изоляция деятельности отжимать листа При выполнении операций разделения происходит деформация заготовки вплоть до разрушения. На начальном этапе процесса разделения работ пластическая деформация концентрируется в конце инструмента(рис. 21.1), встраивается на некоторую глубину в металл.
В этом случае возникает очаг деформации, который в процессе обработки перемещается на толщину заготовки. В результате пластическая деформация охватывает всю толщину заготовки в месте резания. Рис 21.1. Механизм разрушения металла при разделительной резке Дальнейшее введение режущей кромки 435
вызывает смещение одной части заготовки относительно другой. Людмила Фирмаль
В этом случае, в результате действия момента, образованного силой P, заготовка стремится повернуться, и на его стороне есть горизонтальная сила G, и эти силы перемещения режущего инструмента к обрабатываемой поверхности, смазывает поверхность, которая формирует блестящий пояс X поверхности разреза.
Когда предельное значение деформации достигает слоя заготовки, который расположен вблизи режущей кромки, несколько разворачивающихся и сливающихся (встречающихся) сил р и Т заклинивают в теле заготовки. Условием удовлетворения трещины на теле заготовки является зазор Z варианта между пуансоном 1 и матрицей 2.
- Для конструкционной стали зазор обычно составляет 10% от толщины режущего металла(5). Разделительная резка производит компоненты, не имеющие высоких требований к качеству разделительной поверхности (например, заготовки для последующей обработки). В плоской части, полученной из листа, это достигается за счет увеличения высоты блестящего пояса, хорошей чистоты и боковых размеров разделительной поверхности, что возможно, например, за счет уменьшения напряжений при затуплении режущей кромки или за счет снятия напряжений в центре деформации.
В результате чистовой резки вы получаете высокоточные детали, не требующие дальнейшей обработки, такие как часовые механизмы и рычаги камеры. Применение чистовой резки увеличивает энергозатраты процесса в 2-2 раза. 5 раз Основной вид операции разделения: о Т Р Е З К а-разделение заготовки в разомкнутом контуре; с Р У Б К а-разделение заготовки в замкнутом контуре, где отделяемая часть является частью; п р О в-разделение заготовки в замкнутом контуре; П Р Е З К-разделение заготовки в разомкнутом контуре При проектировании необходимо
соблюдать следующие правила: резка и штамповка путем получения деталей. Людмила Фирмаль
1. Следует избегать сложных конфигураций с узкими и длинными контурными разрезами или с очень узкими прорезями. 2. Малые и средние заготовки (до 300 мм) должны быть спроектированы с радиусом закругления угла (g>0,55), так как они изготавливаются с использованием сплошной матрицы. Крупногабаритные заготовки могут быть спроектированы без скругления углов (более 300 мм), поскольку они изготавливаются в композитной матрице. 3. Выравнивание краев внешнего контура следует производить с помощью криволинейной линии только в том случае, если необходимо разрезать деталь по контуру.
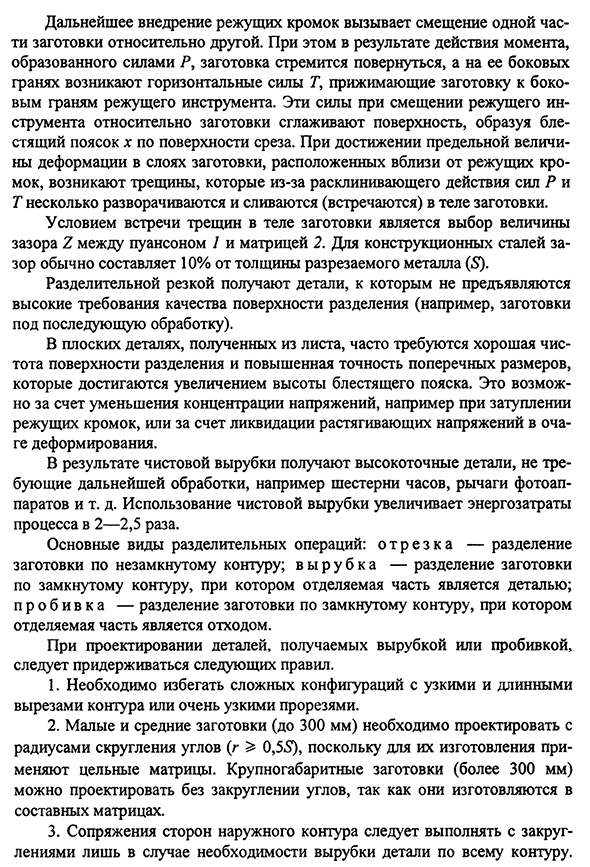
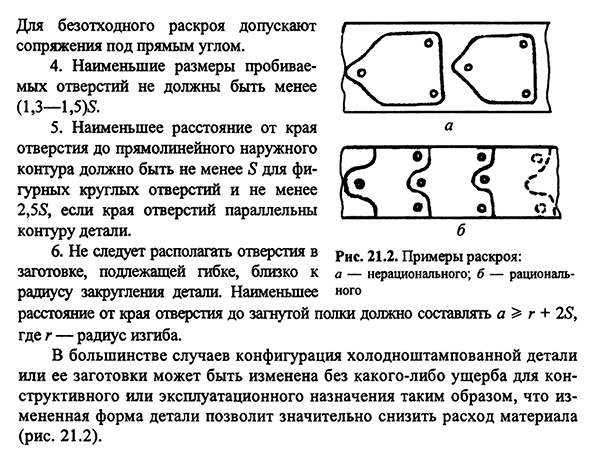
436for безотходная резка позволяет хорошо использовать под прямым углом. 4. Минимальный размер пробивного отверстия должен быть не менее (1,3-1,5) 5. 5. Минимальное расстояние от края отверстия до прямого внешнего контура составляет не менее S для круглых отверстий данной формы и не менее 2,55 дюйма в 6. если кромка отверстия параллельна контуру детали. Не размещайте отверстие в детали, подлежащей изгибу, вблизи радиуса кривизны детали. Наихудший. б Рис 21.2. Примеры резки: а-абсурдно; б-разумно Расстояние от края отверстия до изогнутых выступов должно быть>g+2S. В большинстве случаев состав холодноштампованной детали или ее заготовок таков, что расход материала значительно снижается при изменении формы детали (21.2).
Смотрите также:
