
Оглавление:

Система нормирования отклонений формы и расположения поверхностей деталей
- Форма отклонения и толерантности. В ГОСТ 24642 81 (СТ СЭВ 301 76) установлены термины и определения основных типов отклонений, а также допусков по форме и положению. Под отклонением формы поверхности (или профиля) понимают отклонение формы фактической поверхности (фактического профиля) от формы номинальной поверхности (номинального профиля). Шероховатость поверхности не считается отклонением формы, в отличие от волнистости.
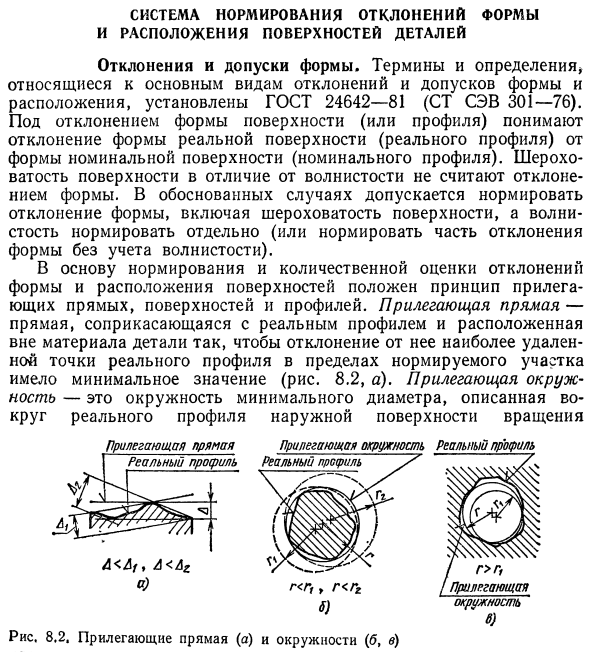
Если это допустимо, вы можете нормализовать отклонения формы, включая шероховатость поверхности, и индивидуально нормализовать волнистость (или нормализовать часть отклонения формы без учета волнистости). Стандартизация и количественная оценка формы поверхности и отклонений размещения основаны на принципе смежных прямых линий, поверхностей и профилей. Смежная прямая линия — это прямая линия, которая касается фактического профиля и находится за пределами материала детали, поэтому отклонение от самой дальней точки фактического профиля в нормализованном сечении является наименьшим (рисунок 8.2).
Чтобы не сужать производственный допуск и не увеличивать стоимости изделия, необходимо либо уменьшить метрологическую погрешность Дмет, либо сместить. Людмила Фирмаль
Соседний круг — это круг наименьшего диаметра, описанный вокруг фактического профиля внешней поверхности вращения. (Рис. 8.2, б), или максимальный диаметр, вписанный в фактический профиль вращающейся внутренней поверхности (рис. 8.2, в). Смежная плоскость — это плоскость, которая находится в контакте с фактической поверхностью и находится вне материала детали, с отклонением от самой дальней точки фактической поверхности в нормализованном сечении.
Минимальное значение Смежный цилиндр — это цилиндр наименьшего диаметра, нанесенный на фактическую наружную поверхность, или цилиндр наивысшего диаметра, нанесенный на фактическую внутреннюю поверхность. Соседние поверхности и профили соответствуют условиям сопрягаемой детали при посадке с нулевым зазором. Последнее при измерении смежных поверхностей, рабочих поверхностей платы управления, интерференционного стекла, линейки калибровки и калибровки, манометров, оправок управления и т. Д. Следующие спецификации символов принимаются: Отклонение D-формы или размещение поверхности.
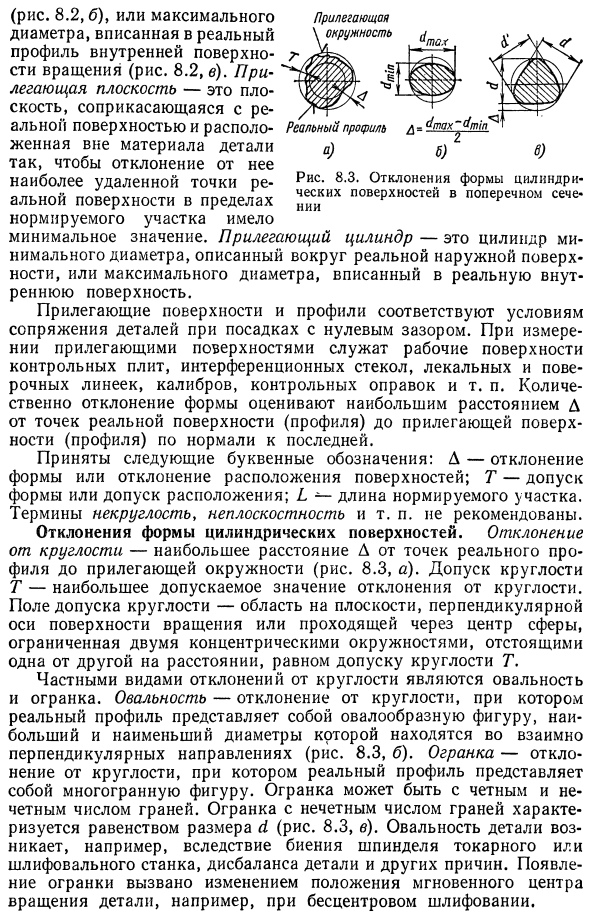
Допуск Т-формы или допуск размещения; B — нормализованная длина сечения. Такие термины, как некруглость и неплоскостность, не рекомендуются. Отклонение формы цилиндрической поверхности. Отклонение от округлости — максимальное расстояние D от фактической точки профиля до соседнего круга (рис. 8.3, а). Допуск T на округлость является максимально допустимым отклонением от округлости.
Поле допуска окружности представляет собой область на плоскости, которая перпендикулярна оси вращения или проходит через центр сферы и окружена двумя концентрическими окружностями, разнесенными на расстояние, равное T. Определенными типами отклонения от округлости являются эллиптичность и срез. Овал — это отклонение от округлости, фактический профиль — овал, а его максимальный и минимальный диаметры перпендикулярны друг другу (рисунки 8.3 и 6). Отрезание-отклонение от округлости. Фактический профиль представляет собой многогранную диаграмму.
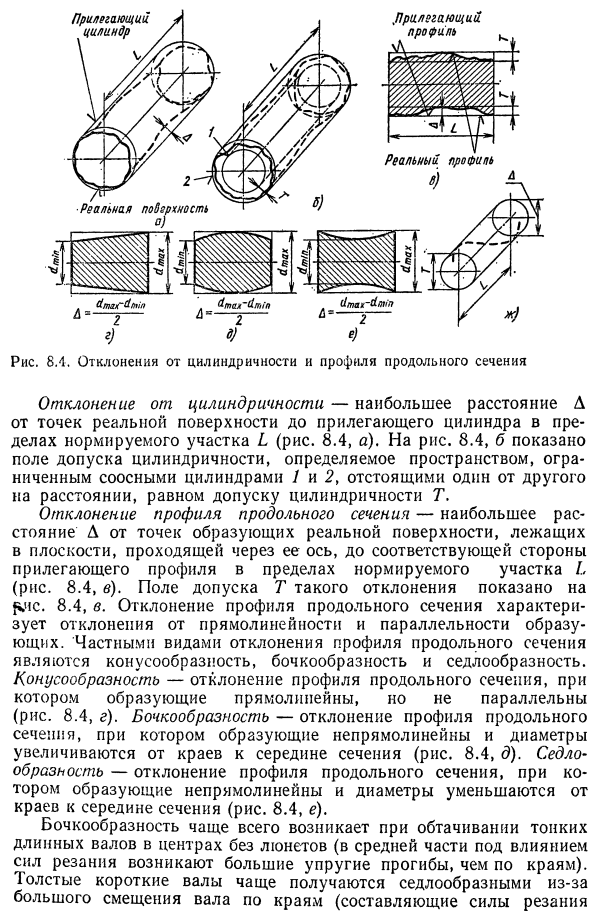
Фасеты могут состоять из четного числа и нечетного количества граней. Поверхности с нечетным числом поверхностей характеризуются одинаковым размером d (рис. 8.3, в). Эллипсы деталей вызваны, например, биением токарного станка или шлифовального станка, дисбалансом деталей и другими причинами. Появление разреза вызвано кратковременным изменением положения центра вращения детали, например, бесцентровым шлифованием. Отклонение от максимального расстояния цилиндричности D от фактической точки поверхности в нормированной области B до соседнего цилиндра (рис. 8.4, а).
На рисунках 8.4 и b показано цилиндрическое поле допусков, определяемое пространством, окруженным коаксиальными цилиндрами 1 и 2, разнесенными друг от друга на расстояние, равное цилиндрическому допуску T. Отклонение профиля профиля — это максимальное расстояние D от точки, образующей фактическую поверхность в плоскости, через ее ось, до соответствующей стороны смежного профиля в нормализованной области B (рис. 8.4, c) , Поле допуска отклонения T отображается на радаре. 8.4, с. Отклонения в профиле профиля характеризуют отклонения от прямолинейности генератора и параллельности.
Определенные типы отклонений в профилях профиля являются коническими, бочкообразными и сложными. Соответствие — это отклонение профиля продольного сечения, где генератор является линейным, но не параллельным (рис. 8.4, а). Отклонение профиля ствола. Генератор является непрямым, и диаметр увеличивается от конца поперечного сечения к центру (рис. 8.4, д). Тип седла представляет собой отклонение профиля продольного сечения, генератор является косвенным, а диаметр уменьшается от конца сечения к центру (рис. 8.4, а).
Бочки чаще всего возникают при вращении тонкого длинного вала в центре без смещения (в центре, под воздействием силы резания, возникает упругий прогиб, превышающий край). Толстые короткие валы часто имеют форму силы из-за большого смещения вала по краю (составляющая силы резания Более равномерно распределены между обоими центрами). Форма цилиндра также может быть вызвана ошибками станины индукционной машины или другими причинами. Чтобы получить желаемую форму детали, ее рекомендуется закончить после окончательной термообработки.
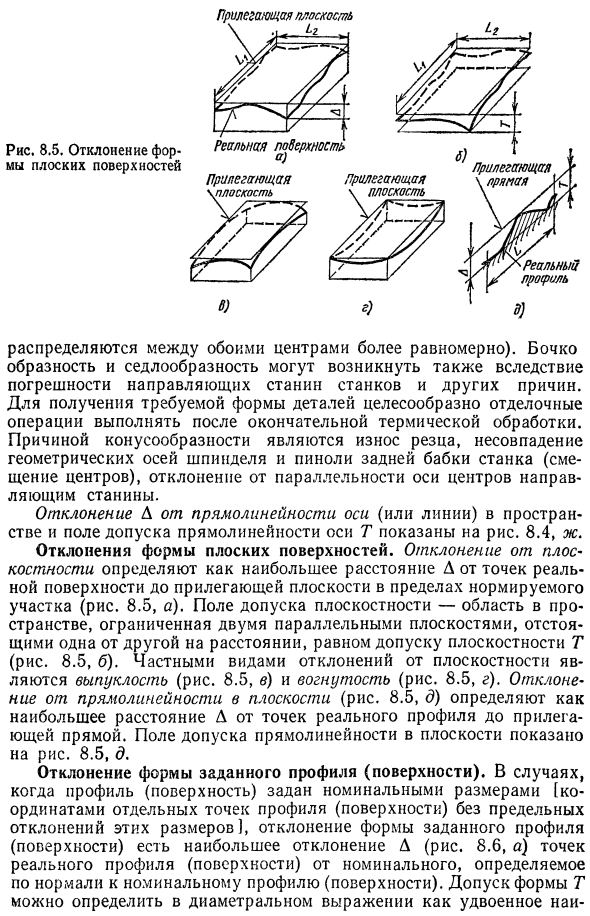
Причинами возникновения конусов являются износ резца, смещение геометрии шпинделя, игла задней бабки (смещение центра) и отклонение от параллельности центральной оси направляющей станины. На рисунке показано поле допуска для отклонения D от прямолинейности оси (или линии) в пространстве и прямолинейности оси Т. 8,4 г. Отклонение формы плоской поверхности. Отклонение от плоскостности определяется как максимальное расстояние D от фактической точки поверхности в нормализованной области до соседней плоскости (рис. 8.5, а).
Допуск плоскостности — это область в пространстве, окруженная двумя параллельными плоскостями, которые разнесены друг от друга на расстояние, равное Допуску плоскостности T (Рис. 8.5, b). Определенные типы отклонения от плоскостности являются выпуклыми (рис. 8.5, в) и вогнутыми (рис. 8.5, г). Отклонение от прямолинейности в плоскости (рис. 8.5, d ) определяется как максимальное расстояние D от точки фактического профиля до соседней линии.
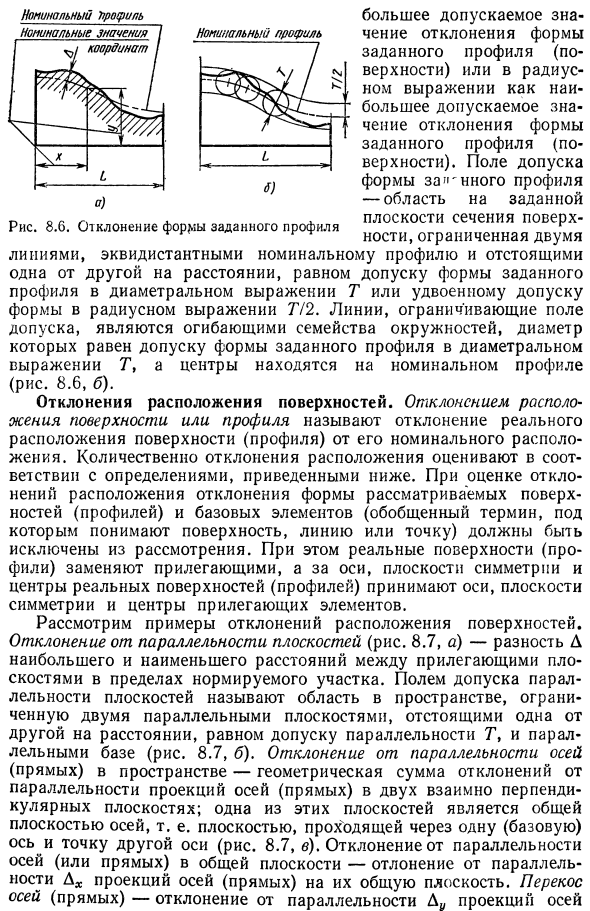
Поле допуска прямолинейности плоскости показано на рисунке. 8,5, д. Отклонение формы от конкретного профиля (поверхности). Если профиль (поверхность) задан координатами отдельных точек номинального размера профиль (поверхность) без указанных максимальных отклонений размера 1, то отклонение формы конкретного профиля (поверхности) является фактическим профилем ( Максимальное отклонение D точки (поверхности) (рис. 8.6, а) определяется от номинального до нормального к номинальному профилю (поверхность). Допуск формы Т может быть определен дважды с точки зрения диаметра. Рисунок 8.6.
Отклонение указанного формата профиля Радиальное представление в качестве большего допуска на отклонение формы конкретного профиля (поверхности) или в качестве максимального допуска на отклонение формы конкретного профиля (поверхности).
Поле допуска формы, которое превышает * в другом профиле, представляет собой область в конкретной плоскости сечения поверхности, разделенную двумя границами Линии, которые находятся на одинаковом расстоянии от номинального профиля и отстоят друг от друга на расстояние, равное допуску формы профиля, указанному в представлении диаметра T, или линейному допуску, который удваивает допуск формы в представлении радиуса T 2.
Линия, ограничивающая поле, представляет собой огибающую круглого семейства, диаметр которого равен допуску формы конкретного профиля представления диаметра T с центром в номинальном профиле (рис. 8.6, б). Отклонение положения поверхности. Отклонение поверхности или положения профиля называется отклонением фактического положения поверхности (профиля) от ее номинального положения. Количественное отклонение позиции оценивается в соответствии с приведенным ниже определением.
- При оценке отклонений в расположении отклонений в форме рассматриваемой поверхности (профиля) основные элементы (общие термины, понимающие поверхности, линии или точки) должны быть исключены из рассмотрения. В этом случае фактическая поверхность (профиль) заменяется смежной, а оси и плоскости рассматриваются как оси, плоскости симметрии и центр фактической поверхности (профиля). Симметрия и центр соседних элементов. Рассмотрим пример отклонения поверхности. Отклонение от плоскостного параллелизма.
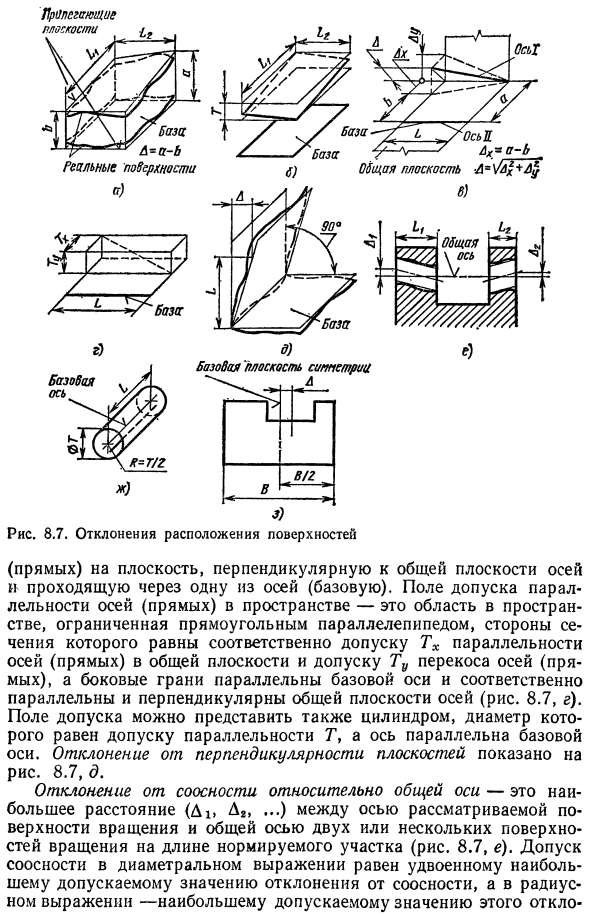
Разность D между максимальным и минимальным расстоянием между соседними плоскостями в нормированной области. Поле допуска плоскостного параллелизма — это область в пространстве, окруженная двумя параллельными плоскостями, которые равны допуску параллелизма T и разнесены друг от друга на расстояние, параллельное основанию (рис. 8.7, б). Отклонение от параллельности (прямой) оси в пространственно-геометрической сумме отклонений от параллельности осевой проекции (прямой) в двух плоскостях, перпендикулярных друг другу.
Базой называют поверхность, ось, точку или плоскость симметрии, по отношению к которой задаются допуски расположения. Людмила Фирмаль
Одной из этих плоскостей является общая плоскость осей, плоскость, которая проходит через точки одной (базовой) оси и другой оси (рис. 8.7, в). Отклонение от параллельности оси (или прямой линии) в общей плоскости — Отклонение от параллельности J проекции оси (прямой линии) в общей плоскости. Косая ось (прямая линия) — проекция отклонения оси D от параллельности К плоскости, которая перпендикулярна общей плоскости (прямой) оси и проходит через одну из осей (основание).
Поле допуска параллельности оси (прямой линии) в пространстве представляет собой область в пространстве, окруженную прямоугольным параллелепипедом, а сторона поперечного сечения представляет собой допуск параллелизма Tx и оси наклона оси (прямой линии) в общей плоскости. Он равен допуску Tu (прямая линия) и стороны параллельны базовой оси, параллельны и перпендикулярны плоскости общей оси соответственно (рис. 8.7, г). Поле допусков также может быть представлено цилиндром, диаметр которого равен допуску Т параллельности и ось которого параллельна базовой оси.
Отклонение от перпендикулярности плоскости показано на рисунке. 8,7, д. Отклонение от совмещения относительно общей оси — это максимальное расстояние (ДпД ,, …) между рассматриваемой осью вращения и общей осью двух или более вращений по нормализованной длине сечения. (Рисунок 8.7, е). Допуск на выравнивание для формулы диаметра равен удвоенному максимальному отклонению для отклонения от выравнивания, а для радиальных формул это максимальное отклонение для этого отклонения.
Рисунок 8.8. Отклонение от пересечения оси Nenia. Поле допуска выравнивания — равное отклонению выравнивания диаметра типа T или радиуса Площадь в пространстве, окруженная цилиндром с допуском выравнивания x2 и осью, совпадает с базовой осью (рис. 8.7, г). Рекомендация ИСО допускает две количественные оценки выравнивания (диаметр и радиальное направление) для симметрии оси и пересечения, а также. Ранее эти отклонения определялись только измерениями радиуса.
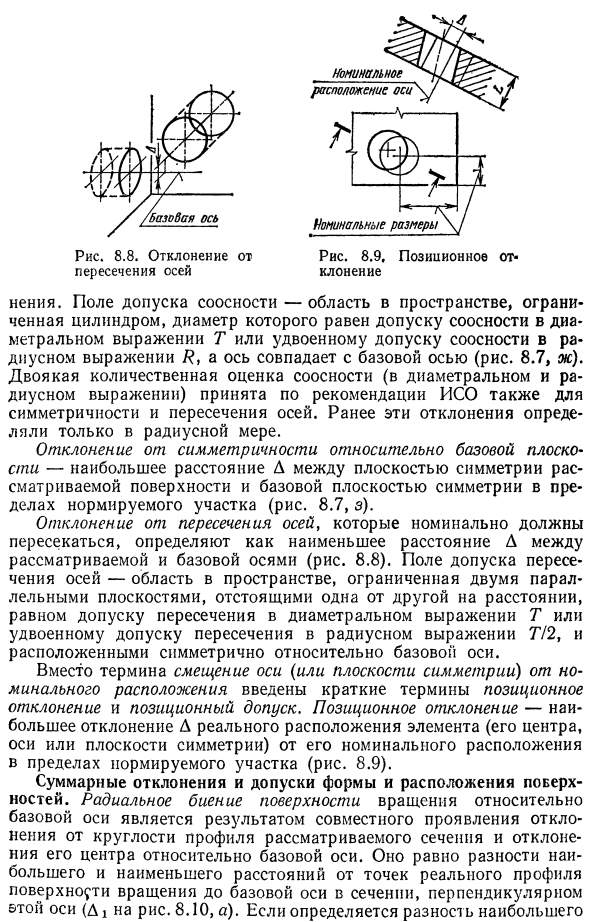
Отклонением от симметрии относительно базовой плоскости является максимальное расстояние D между плоскостью симметрии рассматриваемой поверхности и базовой плоскостью симметрии в нормализованной области (рис. 8.7, h). Отклонение от пересечения осей, которые должны номинально пересекаться, определяется как минимальное расстояние D между рассматриваемой осью и основанием (рис. 8.8).
Поле допуска пересечения оси разделено двумя параллельными плоскостями, расположенными симметрично относительно базовой оси, отделенными друг от друга расстоянием, равным допуску пересечения диаметра Т, или удвоенным радиусом 772 допуска пересечения. Область в пространстве создана. Вместо термина смещение оси (или плоскости симметрии) от номинального положения вводятся краткие условия отклонения положения и допуска.
Отклонение положения — максимальное отклонение D фактического положения (центра, оси или плоскости симметрии) элемента в нормированной области от номинального положения (рисунок 8.9). Общее отклонение и допуск формы и положения поверхности. Радиальное биение вращающейся поверхности относительно базовой оси является результатом совместного выражения отклонения от круглости профиля рассматриваемого поперечного сечения и отклонения его центра относительно базовой оси.
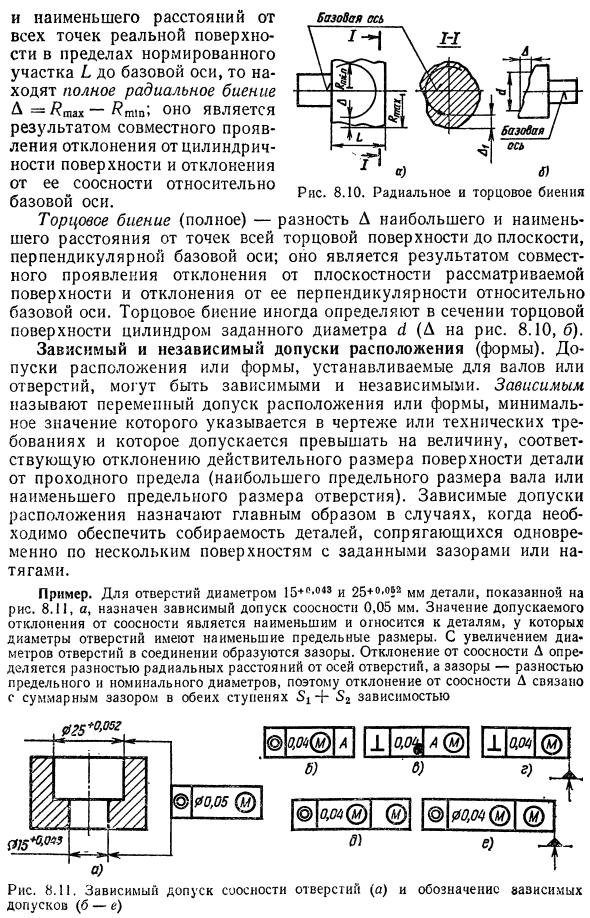
Это равно разнице между максимальным и минимальным расстоянием от точки фактического профиля оси вращения до базовой оси поперечного сечения, перпендикулярного этой оси (рис. 8.10, d 1 в а). Когда есть наибольшая разница Удар И минимальное расстояние от всех точек фактической поверхности в нормализованной области I до базовой оси находит полное радиальное отклонение D = Lpsh-Ltsh, которое является отклонением цилиндрической поверхности и Результат совместного выражения отклонений от выравнивания по базовой оси.
Биение (полное) — Разница D между максимальным и минимальным расстоянием от точки на всем торце до плоскости, перпендикулярной базовой оси. Это является результатом совместного выражения отклонения от плоскостности рассматриваемой поверхности и отклонения от нормали к базовой оси. Концевое биение может быть определено в сечении торцевой поверхности цилиндром определенного диаметра (D на рисунке 8.10.6). Зависимое и независимое расположение (форма) допуск. Допуск положения или формы вала или отверстия является зависимым и независимым.
Зависимость называется переменным допуском размещения или формы, и ее минимальное значение показано на чертеже или в технических требованиях, а также фактический размер поверхности детали и предел прохода (максимальный предельный размер вала или минимальная максимальная опора отверстия). Величина, соответствующая отклонению (Izu), может быть превышена. Зависимые допуски на положение в основном указываются, когда необходимо обеспечить возможность сбора деталей, которые встречаются одновременно на нескольких поверхностях с заданным зазором или герметичностью. Пример.
Для диаметра и мм отверстий деталей, показанных выше На рисунке 8.11 a, m назначен линейный зависимый допуск. Отклонение от выравнивания относится к детали с окончательным размером с наименьшим диаметром отверстия. При увеличении диаметра соединительного отверстия образуется зазор. Отклонение от выравнивания D определяется разностью радиального расстояния от оси отверстия, а зазор — разницей между критическим диаметром и номинальным диаметром. Следовательно, отклонение от выравнивания D связано с обоими полными зазорами на этапах 51 + 52.
Указание допуска на выравнивание отверстий (а) и зависимостей Рисунок 8.11. Допуск зависимости (б-е) D = (5, +5 ^ 2. (8,9) Максимальный диаметр ограничивающего отверстия (15,043 и 25,052 мм) допускает дополнительные отклонения от выравнивания 0,5 (0,043 + 0,052) 47 0,047 мм. Допуск на выравнивание в этом случае составляет Tty = 0,05 + 0,047 = 0,097 мм. Зависимые допуски обычно контролируются сложным калибром, который является прототипом сопряженной детали. Эти калибры всегда непрерывны, гарантируя несоответствующую сборку продукта.
Независимым является допуск размещения (формы), который является постоянным для набора деталей, изготовленных в соответствии с этим чертежом, и не зависит от фактических размеров рассматриваемой поверхности. Например, если вам необходимо поддерживать выравнивание седла подшипника под подшипником качения, вам необходимо контролировать фактическое положение поверхностного вала, чтобы ограничить изменения расстояния между валами, такими как коробки передач. Числовое значение допуска по форме и положению поверхности.
В соответствии с ГОСТ 24643 81 (СТ СЭВ 636 77) была установлена точность 16 градусов для каждого типа формы поверхности и допуска на размещение. Числовое значение допуска варьируется от 1 градуса с коэффициентом увеличения 1,6. В зависимости от отношения между допуском размера и допуском формы или размещения устанавливается следующий уровень относительной геометрической точности. A-Нормальная относительная геометрическая точность (допуск на форму или местоположение составляет около 60% от допуска на размер).
Смотрите также:
