
Оглавление:


Устройства для активного контроля в процессе обработки (автотолераторы)
- Активный контроль размера использует без рычажные устройства с одной, двумя или тремя контрольными точками, а также одноточечные и двухточечные рычажные устройства. Одноточечные устройства обычно выполняются только с одним рычагом или стержнем. Двухточечное устройство выполнено в версии с двумя или двумя стержнями (устройство с двумя рычагами с подвижным шарниром) и тремя рычагами, причем третий рычаг является одним.
Было разработано трехточечное без рычажное и рычажное устройство, последнее обеспечивает почти такую же точность, что и двухточечное устройство, но с меньшей сложностью, хлопотами, сложностью в настройке и использовании (загрузка рабочей зоны) Из-за неудобства происходит замена двухточечного устройства в виде трехточечного кронштейна с одним рычагом для контроля прерывистых поверхностей. Одноточечное без рычажное устройство.
Отклонение продольного профиля характеризует отклонение цилиндра генератора от прямолинейности и параллельности. Людмила Фирмаль
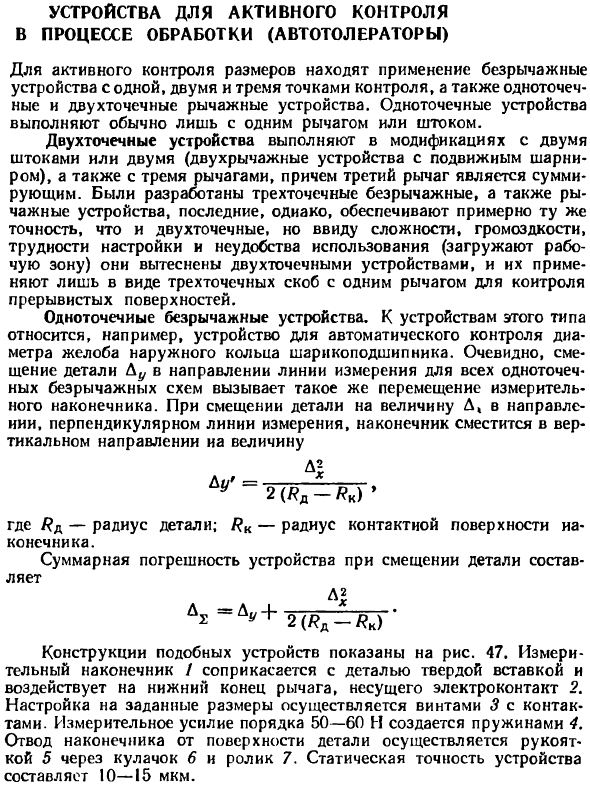
Устройства этого типа включают, например, устройства, которые автоматически контролируют диаметр паза во внешнем кольце шарикоподшипника. Очевидно, что смещение детали в направлении измерительной линии всех одноточечных без рычажных контуров вызывает одинаковое движение измерительного наконечника. Когда деталь смещается на величину A в направлении, перпендикулярном линии измерения, наконечник перемещается вертикально, и значение становится L = 2 (Kd1ya,) Где d — радиус детали. Радиус контактной поверхности на острие. Общая ошибка устройства при смещении детали A * = Au + 2 ( D- K) Конструкция такого устройства показана на рисунке. 47.
Измерительный наконечник контактирует с компонентом с помощью твердой вставки и воздействует на нижний конец рычага, поддерживающего электрический контакт 2. Регулировка до указанных размеров осуществляется с помощью винта 3 с контактами. Пружина 4 производит измерительную силу 50-60 Н. Наконечник удаляется с поверхности детали с помощью ручки 6 через кулачок 6 и ролик 7. Статическая точность устройства составляет 10-15 мкм. Одноточечное без рычажное устройство также используется для контроля высоты деталей на шлифовальных станках с вращающимися столами (Таблица 10).
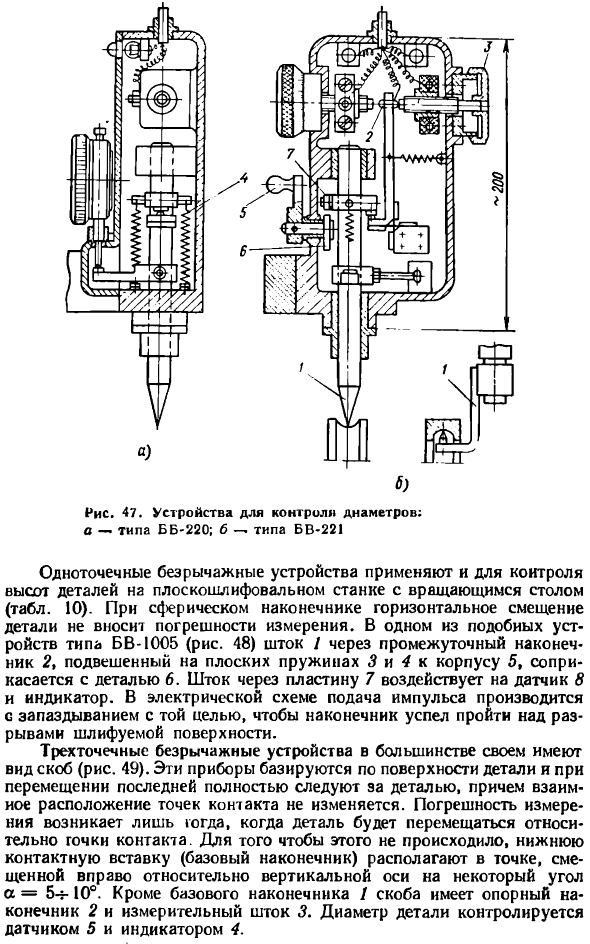
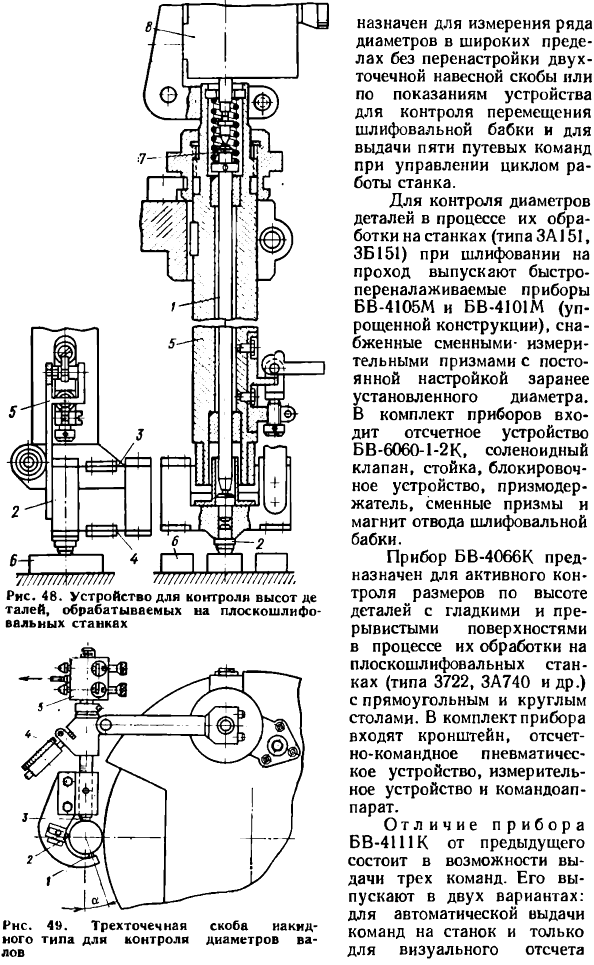
Приводит ли сферический наконечник к горизонтальному смещению детали Ошибка измерения. В одном таком устройстве, типа BV-1005 (фиг. 48), стержень I через промежуточный наконечник 2, подвешенный к корпусу 5 к листовым пружинам 3 и 4, находится в контакте с частью 6. Стержень, проходящий через пластину 7, воздействует на датчик 8 и индикатор. В электрической цепи импульс создается с задержкой, поэтому у наконечника есть время для прохождения пробоя на поверхности земли. В большинстве случаев трехточечное навесное устройство имеет форму скобки (Рисунок 49).
Эти устройства основаны на поверхности детали, и когда деталь перемещается, она полностью следует за деталью, и относительные положения контактов не меняются. Ошибки измерения возникают только тогда, когда деталь перемещается относительно точки контакта. Чтобы предотвратить это, нижняя контактная вставка (базовый наконечник) размещается в точке, смещенной вправо на определенный угол a = 5-t-10 ° относительно вертикальной оси. Помимо базового наконечника 1, кронштейн имеет опорный наконечник 2 и измерительный стержень 3.
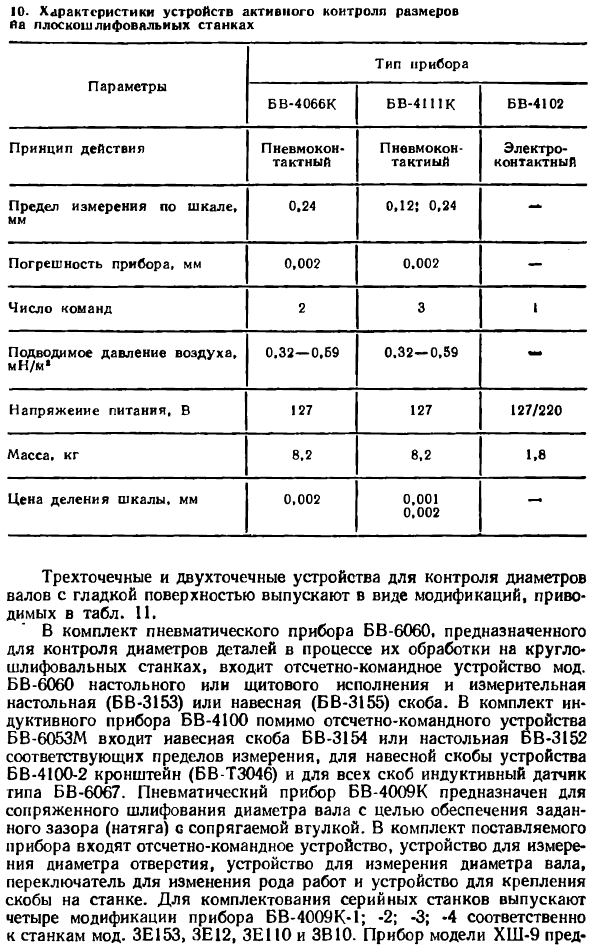
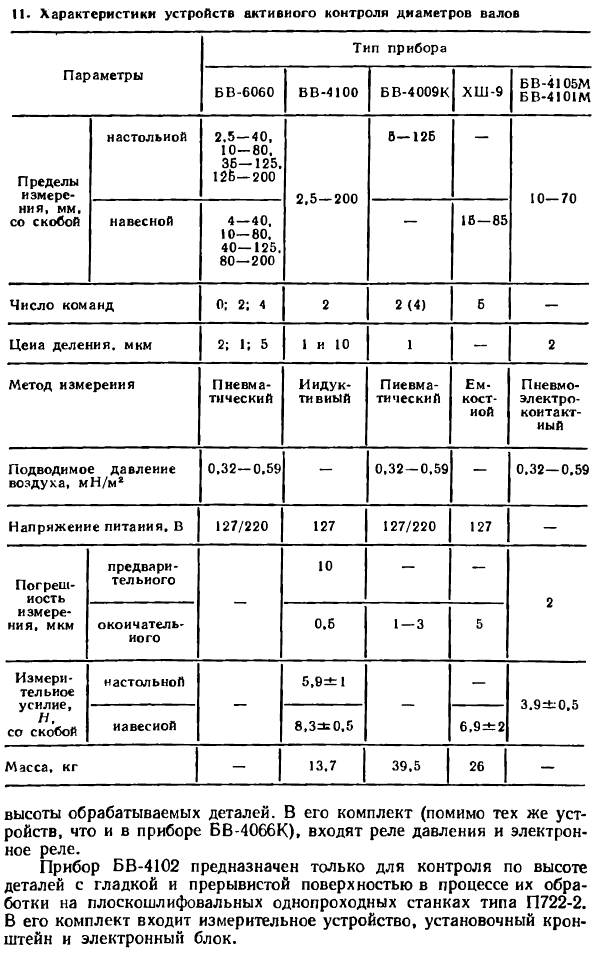
Диаметр детали контролируется датчиком 5 и индикатором 4. 10.Характеристики активного устройства контроля размеров плоскошлифовального станка Тип устройства Параметр БВ-4066К БВ-4111К БВ-4102 Рабочие пневматические оконные штекерные пневматические оконные электрические контакты Предел измерения по шкале. 0,24 0,12; 0,24 Погрешность устройства, мм 0,002 0,002- Количество команд 2 3 Давление приточного воздуха, мН м 0,32-0,69 0,32-0,59- Напряжение питания, В 127 127 127 220 Вес, кг 8,2 8,2 1,8 С 0,002 0,001 0,002- Трех- и двухточечные устройства для контроля диаметра валов с гладкими поверхностями изготавливаются в модификациях, приведенных в таблице. 11.
Комплект пневматического устройства BV-6060. Предназначен для контроля диаметра детали в процессе обработки детали на круглошлифовальной машине, он включает в себя команду считывания устройства мод. BV-6060 и настольный (BV-3153) или навесной (BV-3155) кронштейн с настольным или панельным дизайном. Направляющее устройство BV-4100 включает в себя устройство управления считыванием BV-6053M, а также соответствующий предел измерения шарнирный кронштейн BV-3154 или скамейку BV-3152 и кронштейн для шарнирного кронштейна BV-4100-2 (BV-T3046). Включает в себя индукционные скобки и все скобки. Тип датчика BV-6067.
Пневматическое устройство BV-4009K предназначено для сопряженного шлифования диаметров валов для обеспечения заданного зазора (интерференции) с сопряженной втулкой. Включенный комплект включает в себя устройство для считывания команд, устройство для измерения диаметра отверстия, устройство для измерения диаметра вала, переключатель для изменения типа заготовки и устройство для крепления кронштейна к станку. В комплект устройства BV-4009K-1 внесены четыре изменения для завершения серийной машины. -2; -3; -4 соответственно для станка мод. ZE153, ZE12, ZE110 и ZV10.
Более раннее устройство модели ХШ-9 Измерение большого количества диаметров в широком диапазоне без перенастройки двухточечного монтажного кронштейна или следования инструкциям устройства для управления движением шлифовальной бабки и подачи пяти команд направления при управлении циклом станка Назначено Для контроля диаметра детали во время обработки на станке (тип ZA1 o1, ZB151) быстродействующее устройство BV-4105M со сменной измерительной призмой, которая постоянно регулирует заданный диаметр во время шлифования в проходе, и Изготовлен БВ-4101М (простая конструкция).
Множество приборов, читатель BV-6060-1-2K, электромагнитные клапаны, стенд блокирующего устройство, держатель призмы, заменяемые призмы, и включает в себя магнит для привлечения пылевидных гранул BV-4066K устройства, разглаживаем Он предназначен для активного контроля размеров деталей с прерывистыми поверхностями в процессе обработки на шлифовальных станках (тип 3722, ZA74O и т. Д.) С прямоугольными и круглыми столами. Кронштейн, пневматическое устройство считывания команд, измерительное устройство, командное устройство P * 5g .
Предыдущий BV-4111K доступен для выпуска трех команд. Lgo выпускается в двух версиях. Для автоматической публикации, только для визуальной ссылки. Рабочая высота. Комплект (в дополнение к тому же устройству, что и устройство BV-4066K) включает в себя реле давления и электронное реле. Устройство BV-4102 предназначено только для контроля высоты деталей с гладкими и прерывистыми поверхностями при обработке с помощью однопроходного шлифовального станка типа P722-2. Это включает в себя измерительное оборудование, монтажные кронштейны и электронные блоки.
Для активного и циклического контроля диаметра отверстия внутреннего шлифовального станка L3204 установка ChIZ имеет давление воздуха K-50 с пределом измерения 10-35 мм, шкалой датчика 0,002 мм, пределом регулировки 0,05 мм и весом 26 кг. Мы производим устройства контактного типа. Устройство может выдавать четыре команды, и в комплект входят счетчик с механизмом настройки, пневматический электрический контактный датчик и электронное реле. Устройство BV-3102 предназначено для управления двухточечной настольной скобой активного устройства управления круглошлифовального станка.
- Ход поршня должен составлять 60, 100 или 160 мм, а давление масла, подаваемого в гидравлический цилиндр, должно составлять 0,39-0,98 мН м2. Габаритные размеры гидравлического цилиндра составляют 124 X 46 X X 190 мм. В случае навесного кронштейна предусмотрено устройство подачи BV-3046M весом 4 кг, позволяющее установить измерительное устройство весом 4,2 кг. Максимальный крутящий момент пружины кронштейна составляет 1000 Н-см. В случае навесного кронштейна освобождается кронштейн SHU-966 с гидравлическим тормозом, что обеспечивает плавную подачу и снятие измерительного устройства.
Угол поворота рычага кронштейна составляет 60 °, а масса кронштейна составляет 6 кг. Одноточечные рычажные устройства используются для активного управления такими деталями, как валы, отверстия и плоские поверхности. Смещение детали в направлении измерительной линии во всех случаях приводит к значительным ошибкам измерения, в то время как тангенциальное движение детали уменьшает погрешность, увеличивает радиус контакта при контроле диаметра вала и увеличивает диаметр отверстия. Уменьшите радиус контакта при управлении диаметром.
Кроме того, разность потенциалов, разность потенциалов и электродвижущая сила также выражаются в вольтах. Людмила Фирмаль
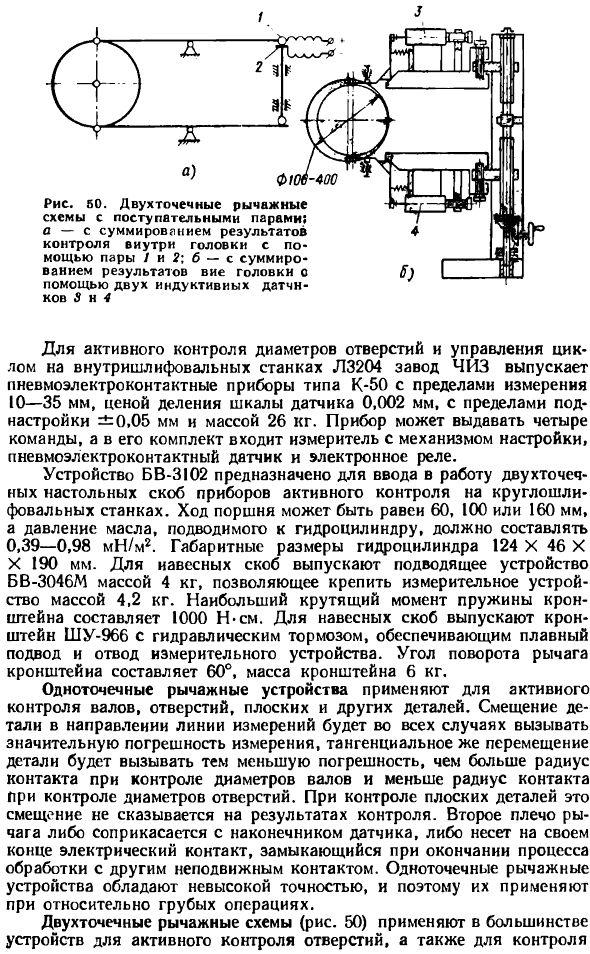
При проверке плоских деталей это смещение не влияет на результаты проверки. Второй рычаг рычага касается или имеет электрический контакт на конце датчика и замыкается с другим неподвижным контактом в конце процесса обработки. Одноточечные рычажные устройства используются для относительно грубой работы из-за их низкой точности. Двухточечная схема рычага (Рисунок 50) используется в большинстве устройств для активного мониторинга и мониторинга зала. Рисунок 61.
Схема вала двухрычажного устройства. Эти устройства успешно конкурировали с трехточечной скобкой. Это почти неточно, чем трехточечная скобка, а также характеризуется простотой автоматического управления устройством, включая возможность входа в устройство непосредственно перед завершением процесса. Возможность автоматической верхней загрузки деталей, меньшая рабочая нагрузка рабочей зоны машины. Возможность использования с достаточной смазкой без стержневых подшипников. Возможность контролировать диаметр вала меньше К недостаткам этих устройств относится длительность сброса при изменении контролируемого диаметра.
Заторы на передней части машины, влияние движения компонентов во время обработки на точность измерений. Общая схема с использованием двух рычагов и фиксированных петель. Благодаря простоте конструкции, малому весу и небольшим габаритным размерам устройства, построенные по двухрычажным схемам, могут обеспечивать высокоточное управление, но для этого требуется определенный выбор параметров. В идеальной двухточечной схеме изменение положения компонента не контролирует ошибку размера.
Выбор параметров схемы в определенных пределах вызывает изменение положения детали, сопровождаемое одинаковым вращением обоих контактных рычагов устройства, но в теории неравенство угла поворота рычага составляет Может быть компенсировано соответствующим изменением параметров, например, длины рычага. Если принцип равного угла не соблюдается, допустимое смещение детали A можно определить путем графического построения зависимости угла поворота рычага от = (A).
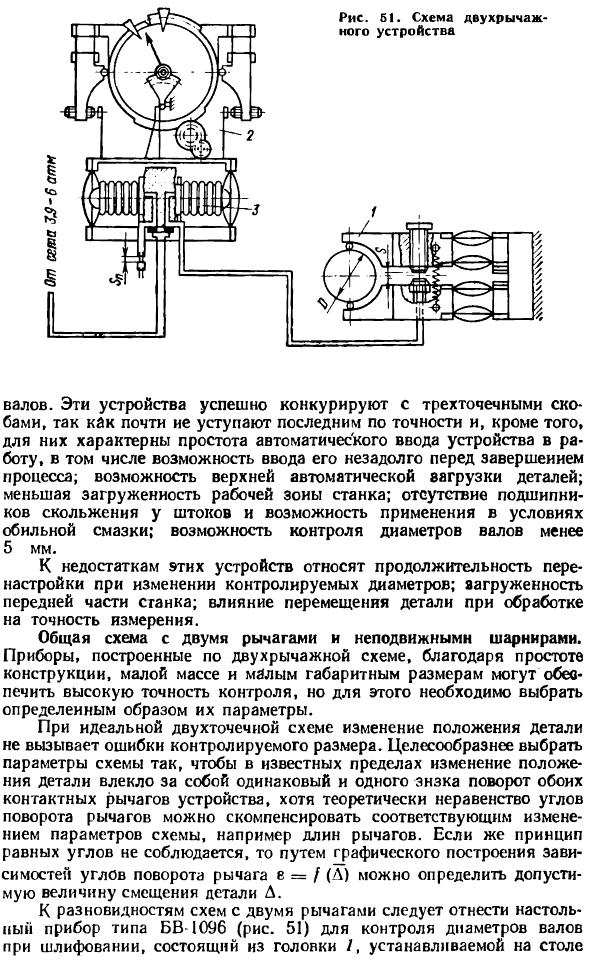
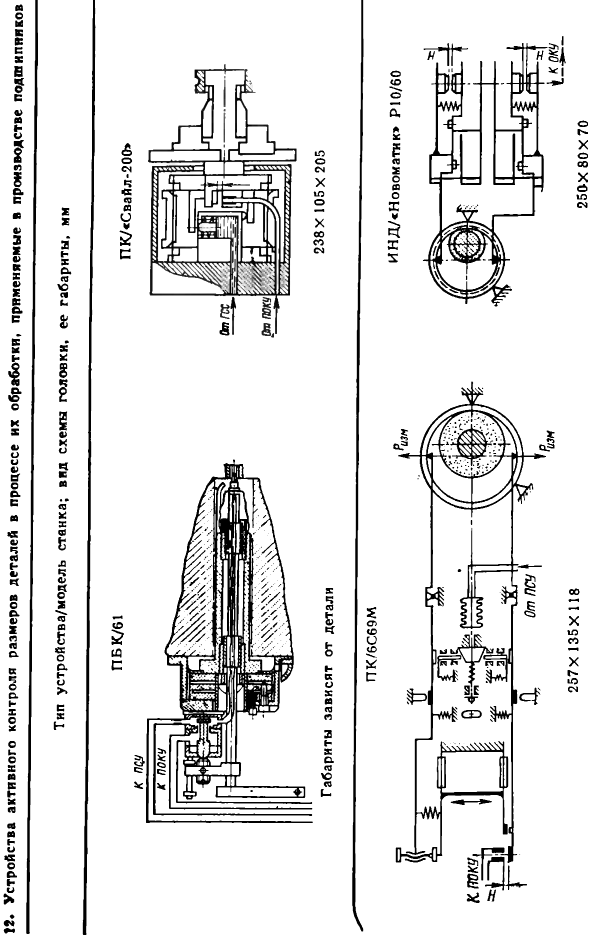
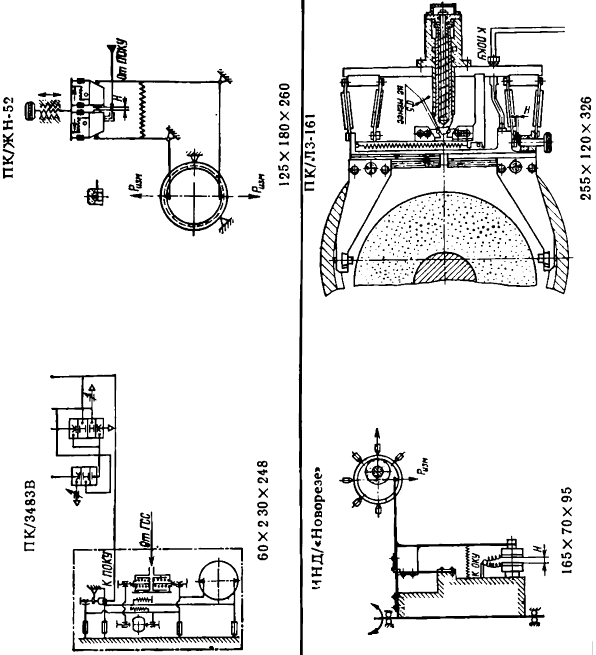
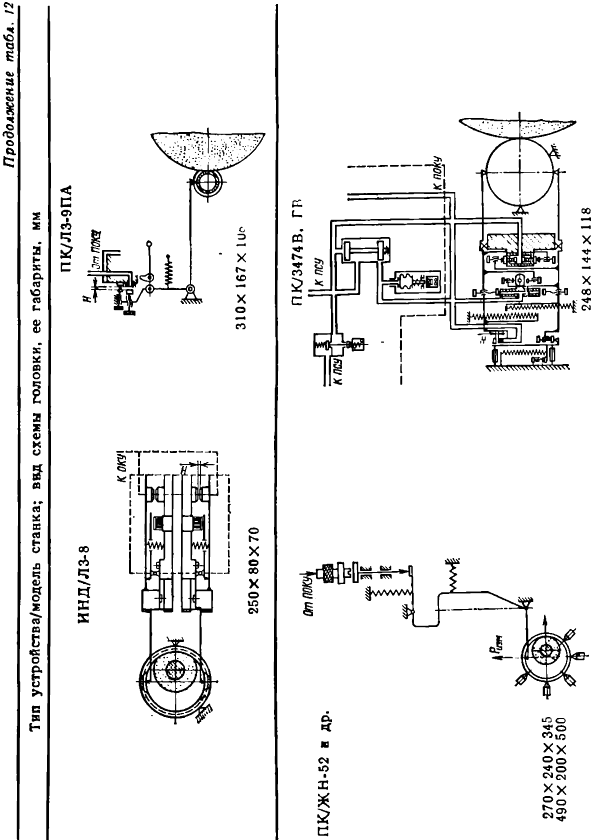
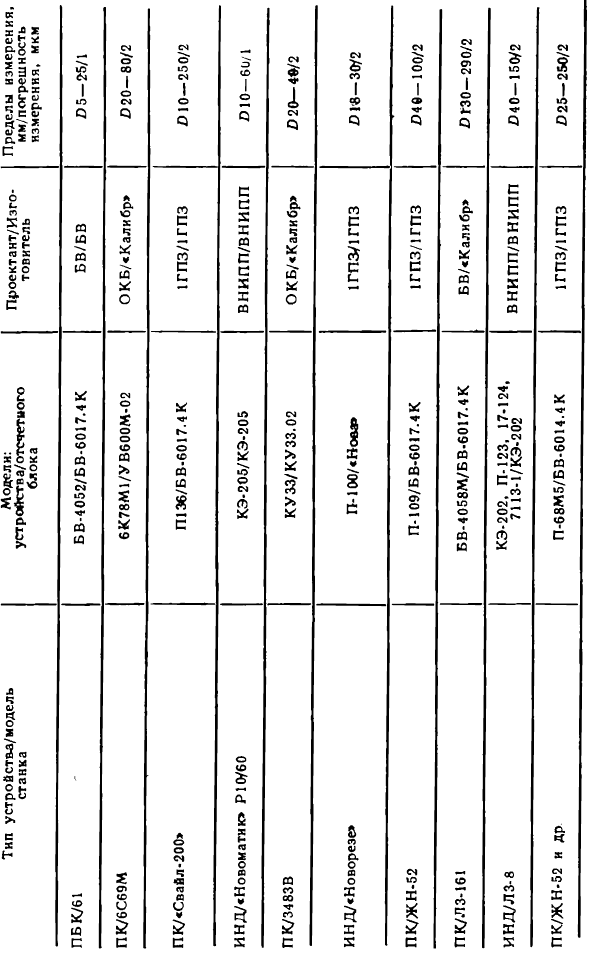
Тип цепи с двумя рычагами включает настольное устройство типа BV-1096 (рис. 51) для контроля диаметра вала во время шлифования, состоящее из головки 1, установленной на столе. , 12. Устройство Активный контроль размеров обрабатываемой детали, используемой при изготовлении подшипников . Тип устройства модели машины. Вид главной цепи, ее размеры, мм PBC 61 Размеры различаются по частям. ПК Свайл-200 238X105X205 ПК 6S69M 257 х 135 х 118 Индия Новоматик P10 60 ПК 3483 В ПК ЖН-52 125 х 180х260 ННД Новоры 165X70X95 ПК LZ-161 255 х 120х326 Продолжение таблицы. 1 Тип устройства модели машины.
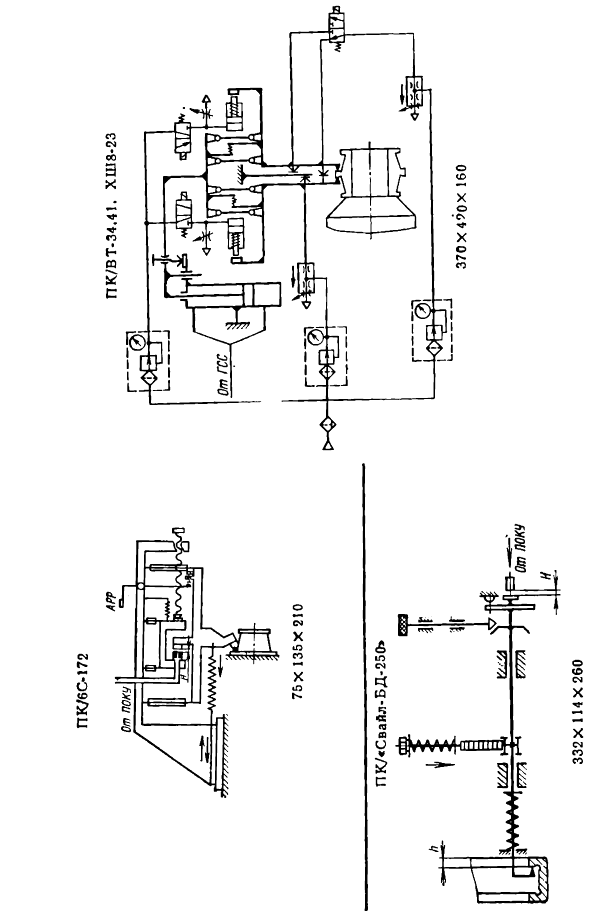
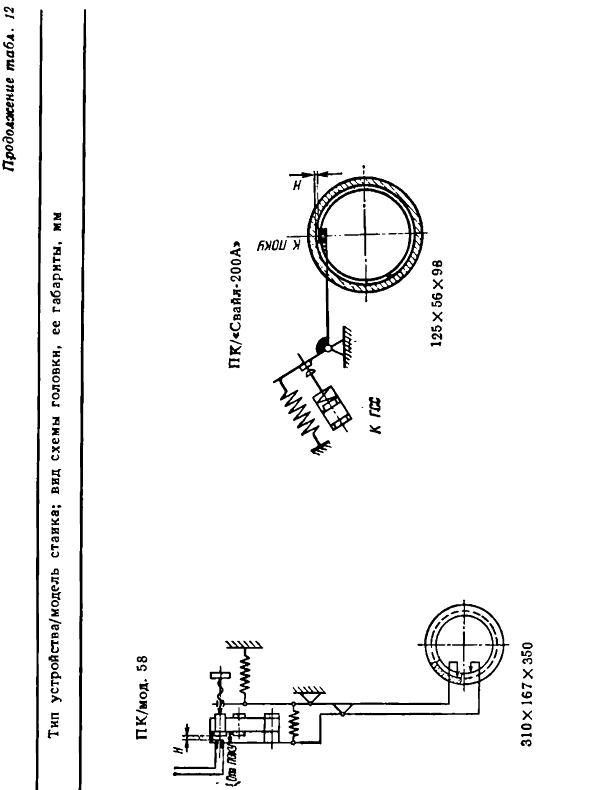
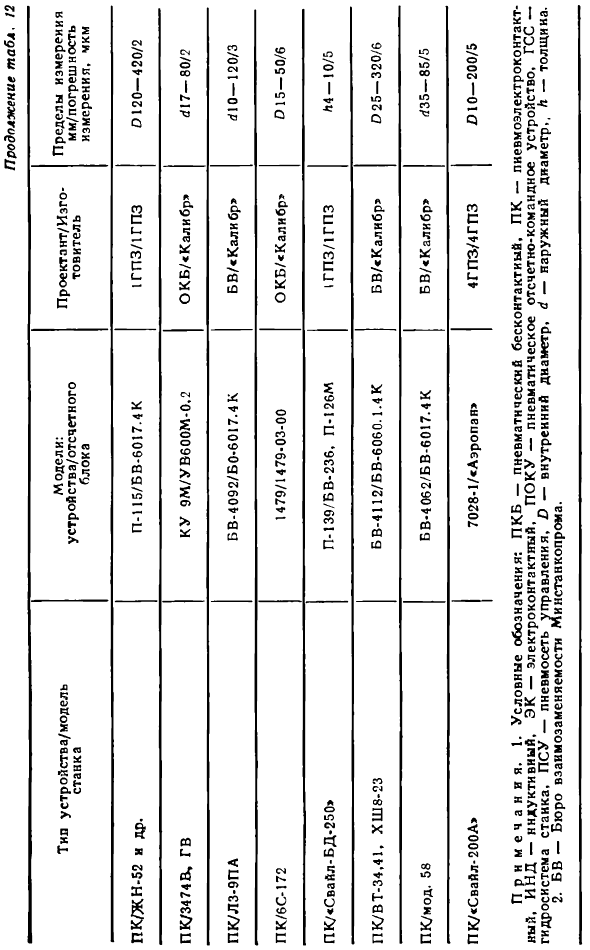
Ведомая схема головы, ее размеры, мм ПК LZ-9PA PC 6S-172 75X 136X 210 ПК Свайл-БД-250 332X114X260 Продолжение таблицы. 12 Тип устройства модели ПК мод 58 ПК Свайл-200А 125X56X98 Тип устройства модель PBC 61 ПК 6S69M ПК Свайл-200 IND Novomatic P10 60 ПК 3483 В IND Новолез ПК ЖН-52 ПК LZ-161 IND LZ-8 ПК ЖН-52 и др. ust roystea Индикатор считывания Диапазон измерений вне системы, мм точность BV-4052 BV-6017.4K BV BV 05-25 1 6К78М1 УВ600М-02 ОКБ Калибур 020-80 2 P1E6 BV-6017,4 K 1GPZ 1GPZ 010-250 2 КЭ-205 КЭ-205 ВНИПП ВНИПП 010-60 1 KUZZ KUZZ.O2.
Конструкторское бюро калибровка 020—46 2 П-100 Нова 1ГПЗ 1ГПЗ 016-30 2 P-109 BV-6017.4K 1GPZ 1GPZ 046-100 2 BV-4058M BV-6017.4K BV диаметр отверстия 0730-290 2 КА-202. Р-123. 17-124. 7113-1 КЭ-202 ВНИПП ВНИПП 040-150 2 П-68М5 БВ-6014,4 К 1ГПЗ 1ГПЗ 025 250 2 Тип устройства модель Модель: Конструктор устройства считывающего устройства Предел измерения, мм Ошибка измерения, чкм ПК ЖН-52 и др. П-115 БВ-6017.4К 1ГПЗ 1ГПЗ 0120-420 2 ПК 3474В ГВ КУ 9М УВ600М-0.2 ОКБ Калибр 417-80 2 PK LZ-9PA BV-4092 B0-6017.4K BV Калибр 410-120 3 ПК 6С-172 1479 1479-03-00 ОКБ Калибр 015-50 6 ПК * Свайл-БД-250 П-139 БВ-236, П-126М 1ГПЗ 1ГПЗ М-10 5 ПК VT-34.41. XSh8-23 BV-4112 BV-6060.1.4K BV Калибр 025-320 6 ПК мод 58 BV-4062 BV-6017.4K BV Калибр 435-85 5 ПК Свайл-200А 7028-1 Аэропорт I 4ГПЗ 4ГПЗ 010—200 5.
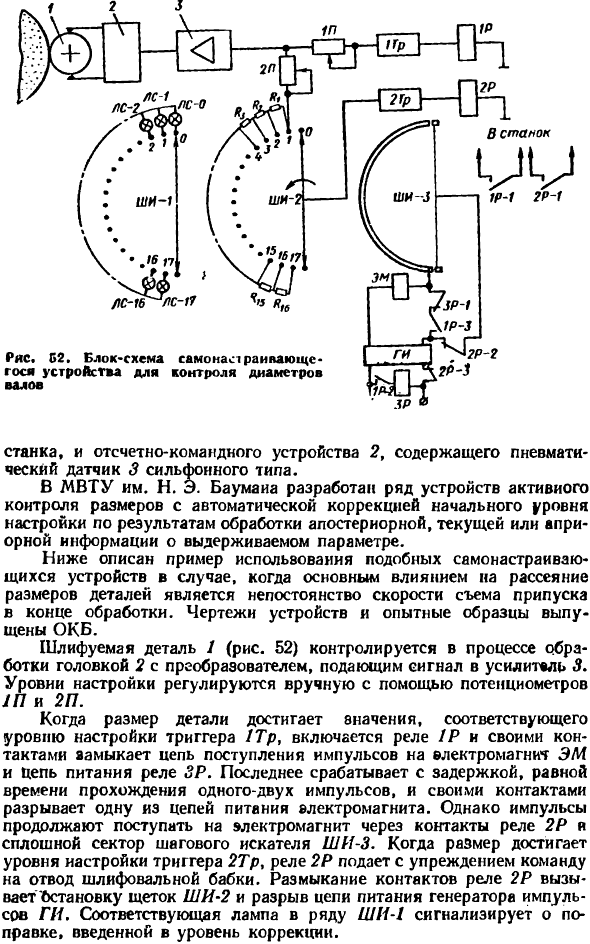
Примечание. 1. Символ: ПКБ-Пневматический бесконтактный. PC-pymemoelectrocontact. IND является индуктивным. EC-электрический контакт. ПОКУ- пневматическое считывающее и командное устройство. GSS-механическая гидравлическая система. CCP-контроль пневматической сети, O-внутренний диаметр. 4-Наружный диаметр, L-толщина. 2. BV-Казахстан Министерство индустрии биржи. Устройство считывания команд 2, включая механический и сильфонный датчик давления воздуха 3. Те, кто в МВТУ. Н.Э.Бауманн разработал ряд активных устройств контроля размера, которые автоматически изменяют начальный уровень регулировки в зависимости от результата обработки последующей, текущей или априорной информации о поддерживаемых параметрах.
Далее описывается пример использования такого устройства автоматической регулировки, когда основное влияние на изменение размеров деталей представляет собой несоответствие скоростей удаления запаса в конце обработки. ОКБ-выдан прибор и прототип чертежей. Блок измельчения 1 (фиг. 52) управляется головкой 2 с преобразователем, который подает сигнал на усилитель 2 во время обработки. Установленный уровень регулируется вручную с помощью потенциометров 1P и 2P.
Когда размер детали достигает значения, соответствующего заданному уровню триггера 1Тр, реле 1Р включается и замыкается в точке контакта импульсной цепи питания с электромагнитным электромагнитом и цепью питания реле ЗР. Последний срабатывает с задержкой, равной времени прохождения одного или двух импульсов, и на его контактах разрушает одну из силовых цепей электромагнита. Однако импульсы продолжают поступать на электромагнит через контакты реле 2P и непрерывного сектора шагового преобразователя SHI-3.
Когда размер достигает установленного уровня триггера 2Tp, реле 2P активно сигнализирует об удалении шлифовальной бабки. Когда релейный контакт 2P размыкается, щетка SHI-2 останавливается и генератор импульсов GI выключается. Соответствующее линейное изменение в строке SHI-1 сигнализирует о введенной коррекции на уровне коррекции. В таблице. На фиг.12 показаны характеристики устройства, используемого для изготовления подшипника для активного контроля размера детали в процессе обработки детали.
Смотрите также:
Решение задач по метрологии с примерами
