
Оглавление:

Кинематическая точность передачи
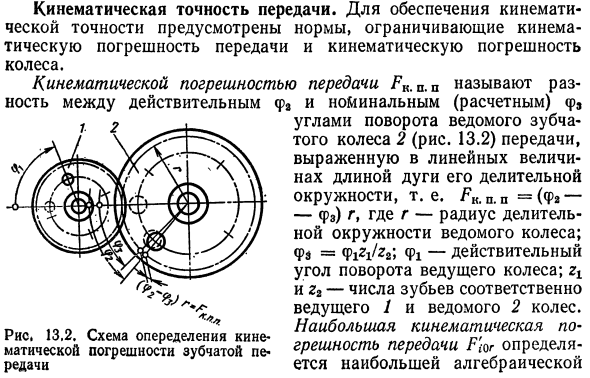
- Для обеспечения кинематической точности предусмотрены нормы для ограничения кинематических ошибок трансмиссии и кинематических ошибок колеса. Кинематическая ошибка pp для движения Rv — это разница между реальным pa и номинальным (рассчитанным) p. Рисунок 13.2. Схема определения кинематической погрешности редуктора Угол поворота ведомой шестерни 2 передачи.
Выражается в виде линейной величины, основанной на длине дуги окружности шага, то есть P , np = (f -fe) g, где r — ведомый шаг Круг радиуса колеса p9 = 1-действует Угол поворота ведущего колеса; А г, количество зубьев ведущего 1 колеса и ведущего 2 колеса соответственно. Максимальная ошибка движения P sh для передачи определяется максимальной алгеброй. , G . Рисунок 13.3. Кривая ошибки движения шестерни Рисунок 13.4.
Помимо количественной оценки характеристик организма и веществ, необходимо было количественно охарактеризовать процесс. Людмила Фирмаль
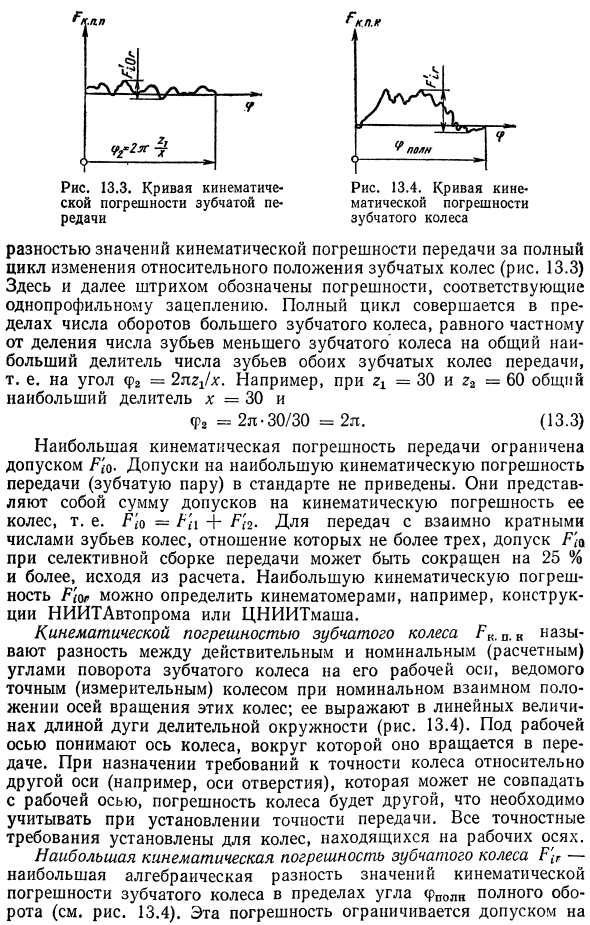
Кривая кинематической ошибки Ниже разницы в значениях кинематической погрешности передачи во всех циклах изменения относительного положения редуктора (рисунок 13.3) черточка указывает на погрешность, соответствующую однопрофильному зацеплению. Полный цикл выполняется на скорости большой передачи. Это отношение малых зубьев шестерни, деленное на общий максимальный делитель обоих зубьев шестерни, то есть угол p8 = b ^ ^ x. Например, если rx = 30 и rg = 60, общий максимальный делитель равен x = 30, р, = 21-30 30 = 2 л. (13.3) Максимальная кинематическая ошибка передачи ограничена допуском P sc.
Максимальный допуск погрешности кинематической передачи (зубчатой пары) в стандарте не указан. Они представляют собой общий допуск на кинематические ошибки колеса. То есть R yu = R ts + R ts. Для зубчатых колес с несколькими зубьями зубчатых колес с передаточным числом 3 или менее допуск P p селективного зубчатого колеса может быть уменьшен более чем на 25% на основе расчетов. Максимальная кинематическая ошибка P * может быть определена кинематиком, таким как НИИТАвтопром или ЦНИИТМаш.
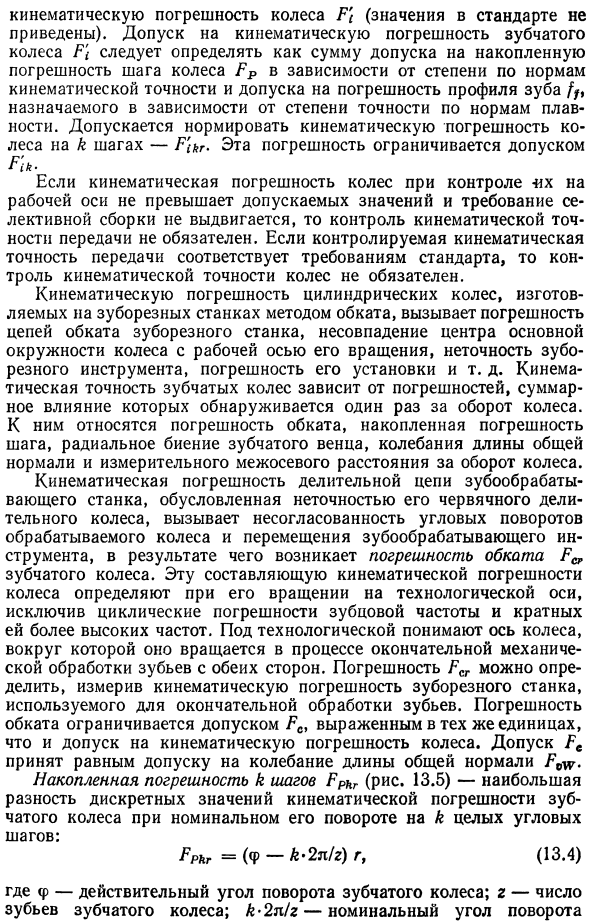
Кинематическая погрешность шестерни Фактический угол поворота и номинальное (расчетное) вращение шестерни на рабочем валу, приводимое в движение точным (измерительным) колесом при номинальном относительном положении оси вращения этих колес Назовите разницу углов. Она выражается в виде линейной величины в зависимости от длины дуги окружности основного тона (рисунок 13.4). Понять ось колеса, которое вращается вокруг шестерни под рабочей осью.
Если вы назначите требование точности колеса для другой оси, которая может не соответствовать рабочей оси (например, оси отверстия), ошибка колеса будет другой и должна учитываться при определении точности передачи. Все требования к точности установлены на колесе на рабочей оси. Максимальная погрешность движения зубчатой передачи P (, представляет собой максимальную алгебраическую разность значений погрешности движения зубчатой передачи в пределах угла общего поля вращения p (см. Рисунок 13.4). Кинематическая ошибка колеса P (по умолчанию не задано значение).
Допустимая погрешность кинематической погрешности зубчатой передачи P P Точность совокупной погрешности шага колеса Pp в зависимости от степени в соответствии с критерием кинематической точности и погрешностью погрешности профиля зуба, распределенной в соответствии с критерием точности гладкости Должен быть определен как сумма Кинематическая ошибка колеса в шагах может быть нормализована -R ts- Эта ошибка ограничена допуском R i.
Если кинематическая погрешность колеса при управлении колесом на рабочей оси не превышает допуски и требования к выборочной сборке не выдвигаются, контроль кинематической точности трансмиссии не требуется. Если контролируемая кинематическая точность трансмиссии соответствует требованиям стандарта, нет необходимости контролировать кинематическую точность колес.
Кинематическая погрешность цилиндрического колеса, изготовленного на зуборезном станке методом прокатки, — это погрешность контура вращения зуборезного станка, расхождение между центром окружности основного колеса и рабочей осью его вращения, зуборезным инструментом Вызвано неточностями, ошибками монтажа и т. Д. Кинематическая точность передачи зависит от погрешности, и ее общий эффект определяется один раз за один оборот колеса.
К ним относятся погрешность приработки, накопленная погрешность шага, радиальное биение зубчатого колеса, общее изменение нормальной длины и расстояние между центрами измерений на оборот колеса. Кинематическая погрешность разрезной цепи зубчатой передачи из-за неточности червячной передачи вызывает несоответствие между угловым вращением обрабатываемого колеса и движением зубообрабатывающего инструмента, что приводит к ошибке в качении зубчатой передачи P.
- Этот элемент кинематической погрешности колеса определяется во время вращения по технологической оси, исключая частоту зубчатой передачи и многочисленные периодические ошибки более высокой частоты. Под технологией понимают ось колеса, которое вращается во время окончательной обработки зубьев с обеих сторон. Погрешность P может быть определена путем измерения кинематической погрешности зуборезного станка, используемого при окончательной обработке зубьев.
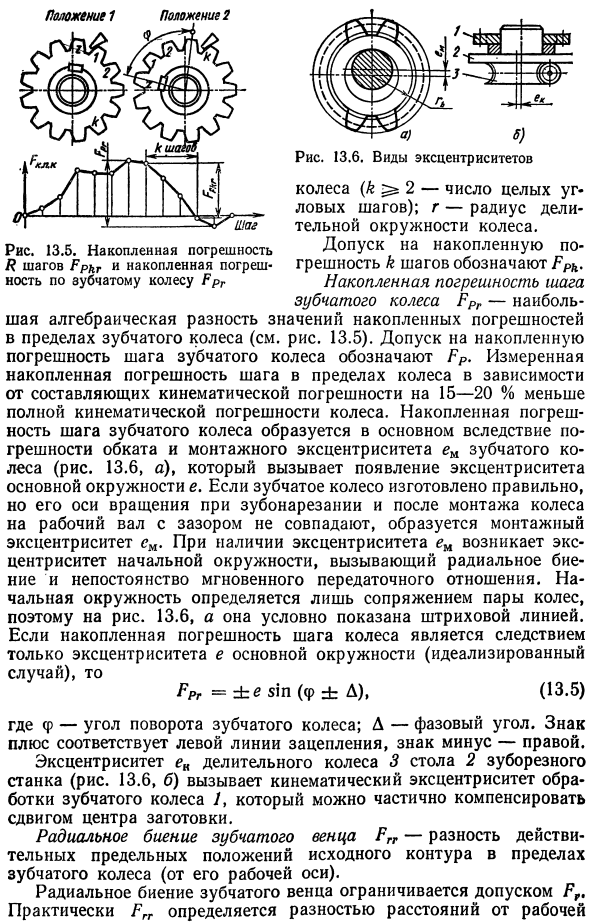
Погрешность приработки ограничена допуском Re, выраженным в тех же единицах, что и допуск кинематической погрешности колеса. Допуск Pc считается равным допустимому отклонению от общей нормальной длины. Совокупная погрешность шага Pp (рис. 13.5) представляет собой максимальную разницу дискретных значений кинематической погрешности зубчатой передачи при номинальном повороте на шаг угла k. Rrkg = ( -A-2l г) г, (13,4) Где f — фактический угол поворота шестерни. g — число зубьев шестерни. к-2я г-номинальный угол поворота 13,5.
Поле допуска также может быть представлено в виде цилиндра, диаметр которого равен параллельному допуску T и ось которого параллельна базовой оси. Людмила Фирмаль
Пропускная кумулятивная ошибка и накопительная погрешность передачи Колесо (k ^ 2 — целое число угловых шагов); g — радиус окружности шага колеса. Погрешность, накопленная на шаге, обозначается как Rrk. Суммарная ошибка шага Шестерня Ррг — наибольшая алгебраическая разница в величине кумулятивной ошибки в шестерне (см. Рис. 13.5). Допуск накопленной погрешности шага зубчатой передачи указан в PP. измеренная В зависимости от компонента кинематической ошибки накопленная ошибка шага в колесе будет на 15-20% меньше общей кинематической ошибки колеса.
Накопленная погрешность шага зубчатой передачи в основном связана с ошибками обкатки зубчатой передачи ea и установки (Рис. 13.6, a), и появляется эксцентриситет главной окружности e. Если зубчатое колесо создано правильно, то вращающийся вал рабочего вала, когда зубчатое колесо обрезается и после монтажа не совпадает с зазором, образуется эксцентричный монтаж e. При наличии эксцентриситета e происходит эксцентриситет исходного круга, вызывая радиальное отклонение и мгновенное несовпадение передаточного числа. Начальная окружность определяется только сопряжением пары колес.
Обозначен пунктирной линией с условиями. Если накопленная ошибка шага колеса является результатом только эксцентриситета e основного круга (при идеализации), (13.5) Где h — угол поворота шестерни. D — фазовый угол. Знак плюс соответствует левой линии зацепления, а знак минус соответствует правому зацеплению. Эксцентриситет разъемного колеса 3 зуборезного станка стола 2 (рис. 13.6, б) обуславливает кинематический эксцентриситет зубчатого колеса 1 обработки. Это может быть частично компенсировано смещением центра заготовки.
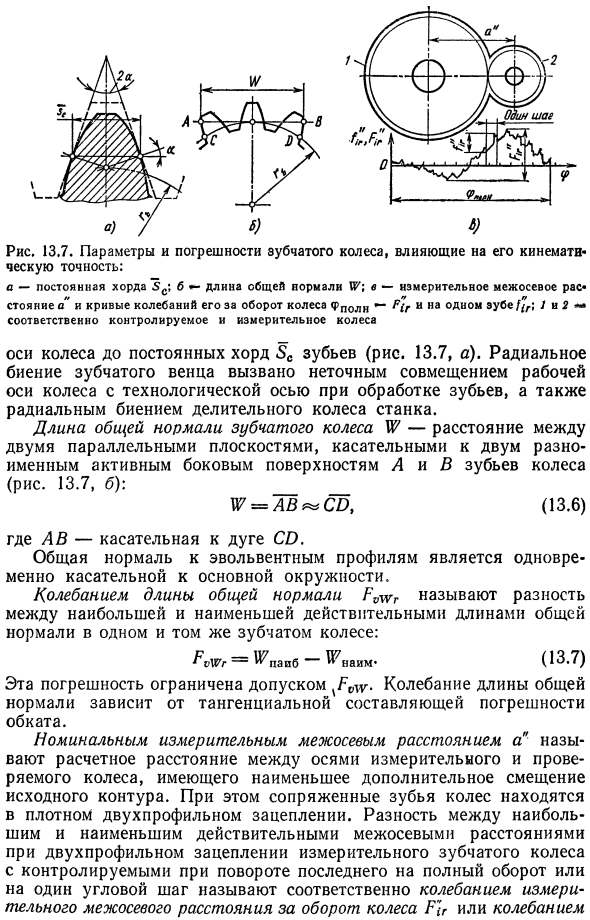
Радиальное биение P зубчатого колеса представляет собой разницу в фактическом предельном положении исходного контура в зубчатом колесе (от рабочей оси). Радиальное биение зубчатого колеса ограничено допуском P. На практике P определяется разницей в расстоянии от работы. Ось колеса для постоянной нити 5C (рис. 13.7, а). Радиальное биение зубчатого колеса обусловлено неточным совмещением рабочей и технической осей колеса при обработке зуба и радиальным биением станка с разрезным колесом.
Длина общей нормали шестерни V — это расстояние между двумя параллельными плоскостями двух касательных, которые отличаются от активных сторон A и B зуба шестерни (рис. 13.7, б): Нет. = АВ ^ СО, (13,6) Где AB — касательная к дуге CO. Общая норма для эвольвентного профиля одновременно касается основного круга. Вибрация общей нормальной нормали длины Ропгга — это разница между максимальной и минимальной фактической длиной общей нормали одной и той же передачи.
Эта ошибка ограничена допусками, а вибрация нормальной нормальной длины зависит от тангенциальной составляющей ошибки приработки. Номинальное расстояние центра измерения a — это расчетное расстояние между осью измерительного колеса и испытательным колесом с наименьшим дополнительным смещением исходного контура. В этом случае зацепляющие зубья колеса имеют плотную 2-х профильную передачу. 2-х профильное зацепление управляемого измерительного зубчатого колеса и разность между максимальным и минимальным эффективным межосевым расстоянием.
Если последний вращается при полном вращении или одном угловом шаге, вибрация будет называться соответственно оборотом или расстоянием между осями на колесо колебаний. R 1g для измерения Измерьте расстояние одного зубца G г (рис. 13.7, в). Ниже два хода указывают на ошибку, соответствующую зацеплению двух профилей. Каждое из этих отклонений ограничено допуском, указанным P1, а значение P g определяется теми же факторами, что и кинематическая точность передачи (исключая ошибку обкатки).
Измерение межосевого расстояния на оборот передачи Допуск P Pr в 1,4 раза превышает допустимый диапазон радиального биения зубчатого венца. Расстояние между центрами измерения одного зуба может изменяться из-за различий в положении режущего инструмента относительно оси колеса, неравенства на этапе зацепления (основной этап) зацепленного колеса, ошибок в направлении зубьев колеса и так далее. Работа на станке с улучшенной кинематической точностью за счет точного центрирования заготовки при резании и шлифовании зуба.
Смотрите также:
| Основные эксплуатационные и точностные требования к зубчатым передачам | Плавность работы передачи |
| Система допусков для цилиндрических зубчатых передач | Контакт зубьев в передаче |
