
Оглавление:


Контрольные полуавтоматические машины и автоматические системы
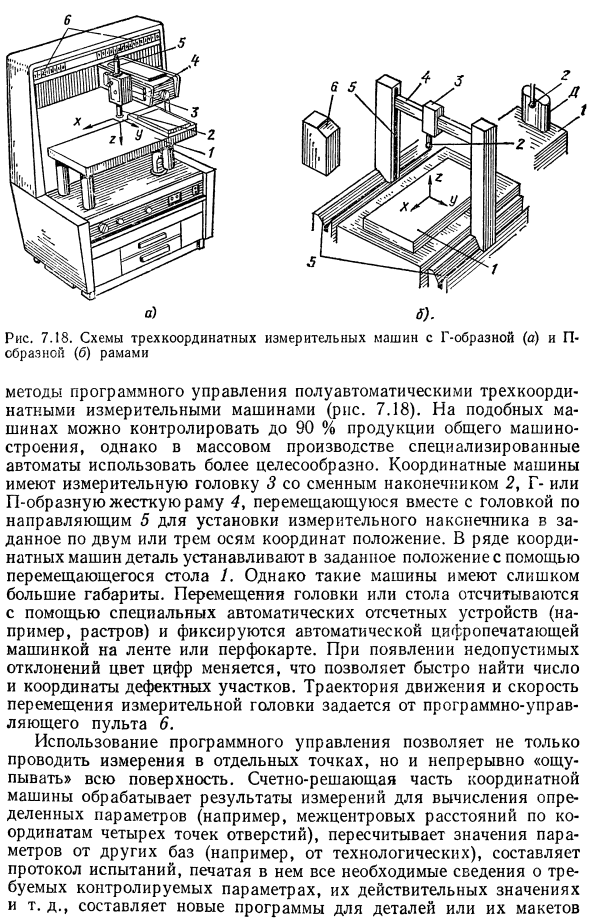
- Значительное увеличение производительности управления для продуктов со сложной конфигурацией (лопатки турбин, коноиды, кулачки, судовые винты, корпуса и т. Д.) а) Рисунок 7.18. 3-х координатная схема измерительной машины с L-образной (o) и 11-образной (b) рамками б) Программный метод управления полуавтоматической 3-координатной измерительной машиной (рис. 7.18). Использование таких машин позволяет контролировать до 90% всей продукции машиностроения, но специальные машины подходят для массового производства и используют специальные машины.
Координатный станок имеет L-образную форму или движется с головкой вдоль измерительной головки 3 со сменным наконечником 2 и направляющей 5 для размещения измерительного наконечника в положении, установленном вдоль двух или трех координатных осей Оснащен U-образной жесткой рамой 4. Во многих координатных станках детали устанавливаются на место с помощью подвижного стола 1. Однако такая машина слишком большая.
В качестве исходных мер длины комиссия изготовила медный аришн и деревянную сажень, за меру жидких тел приняла ведро московского Каменномостского питейного двора. Людмила Фирмаль
Движение головы или стола подсчитывается с помощью специального автоматического считывающего устройства (такого как растр) и записывается на ленту или перфокарту с помощью автоматической цифровой печати. Когда появляются недопустимые отклонения, цифры меняют цвет, и вы можете быстро найти количество и координаты дефектных областей. Траектория движения и скорость измерительной головки задаются с панели 6 управления программой. Используя программное управление, вы можете не только проводить измерения в отдельных точках, но и непрерывно чувствовать всю поверхность.
Подсчет и определение части координатной машины обрабатывает результаты измерений для расчета конкретных параметров (например, расстояние от центра до центра по координатам четырех точек отверстия) и значений параметров из других баз (например, технической базы) Пересчитывает, создает отчет об испытаниях, печатает всю необходимую информацию. Контролируемые параметры, их фактические значения и т. Д. Составляют новую программу для детали или ее компоновки. Оригинальная форма. Это может ускорить процесс измерения аналогичных деталей, которые следуют.
Значительное улучшение точности и производительности такой машины может быть достигнуто за счет использования принципа автоматической регулировки (например, изменения исходной программы для устранения систематических ошибок измерения) и предварительного тестирования измерительной головки. Это может быть достигнуто путем использования и адаптации к ранее неизвестным конфигурациям компонентов управления.
- Размеры контролируемых деталей обычно не превышают 0,5-10 м, а погрешность измерения (перемещение каретки) составляет 2-6 мкм (диапазон размеров 0,5-1 м) и 0,05-0,2 мм (размер пространства 5-10 м). В системе автоматизации управления (управляющая машина) все операции выполняются автоматически. Огромное разнообразие контрольных машин, используемых в промышленности, объясняется различиями в форме, составе, массе, размерах и других параметрах контрольного продукта.
Поскольку управляющая машина в основном используется в массовом и крупносерийном производстве, ее конструкция в принципе строго определена и включает в себя типы измерительных положений, погрузочно-разгрузочные устройства, устройства хранения и управления, точность, надежность, производительность, Другие важные характеристики, специфичные для требований условий управления этой частью, будут определяться требованиями вида брака.
Для значительного повышения качества машин внедряется Единая система государственного управления качеством продукции, важной частью которой является аттестация качества продукции При аттестации все изделия относятся к одной из трех категорий: высшей, первой или второй. Людмила Фирмаль
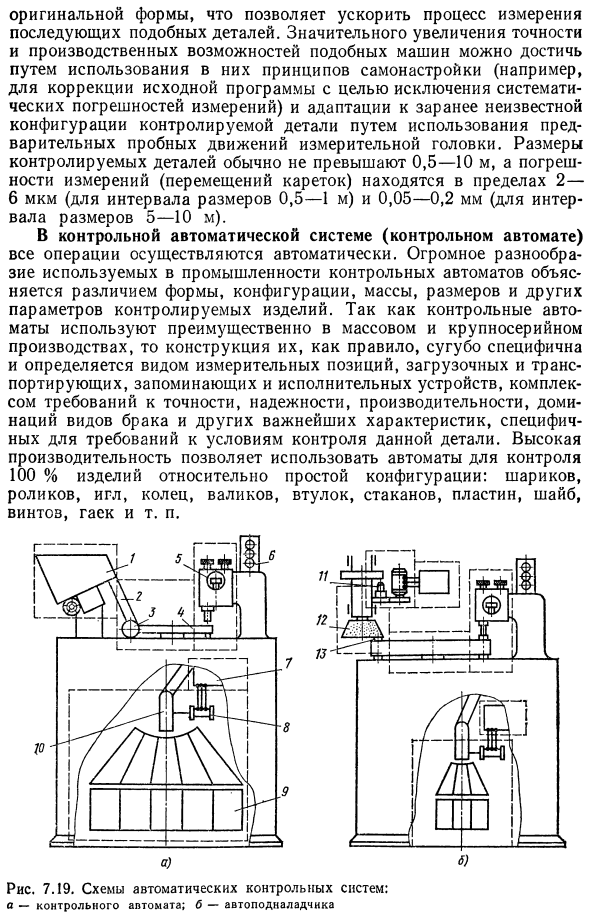
Высокая производительность позволяет контролировать продукт на 100% с помощью машины с относительно простыми конфигурациями, такими как шарики, ролики, иглы, кольца, ролики, втулки, стаканы, тарелки, шайбы, винты и гайки. 0 Рисунок 7.19. схема Автоматическое управление Блок-схема типичной автоматизированной системы управления показана на рисунке. 7.19, а. Контролируемые части заполнены загрузочным устройством 1, которое направлено в требуемое положение. Детали попадают в транспортное устройство (диск 4 и т.
Через лоток 2 и нож 3, а также в транспортное устройство (диск 4). Здесь части контролируются, а результаты управления записываются сфером 6 и сохраняются в блоке 7. После последней позиции измерения транспортное устройство перемещает детали к приводу (например, вращающейся втулке 10 или заслонке) и, наконец, из привода 8, связанного с блоком хранения 7, что позволяет им истечь или выйти из отсека Привести к 9.
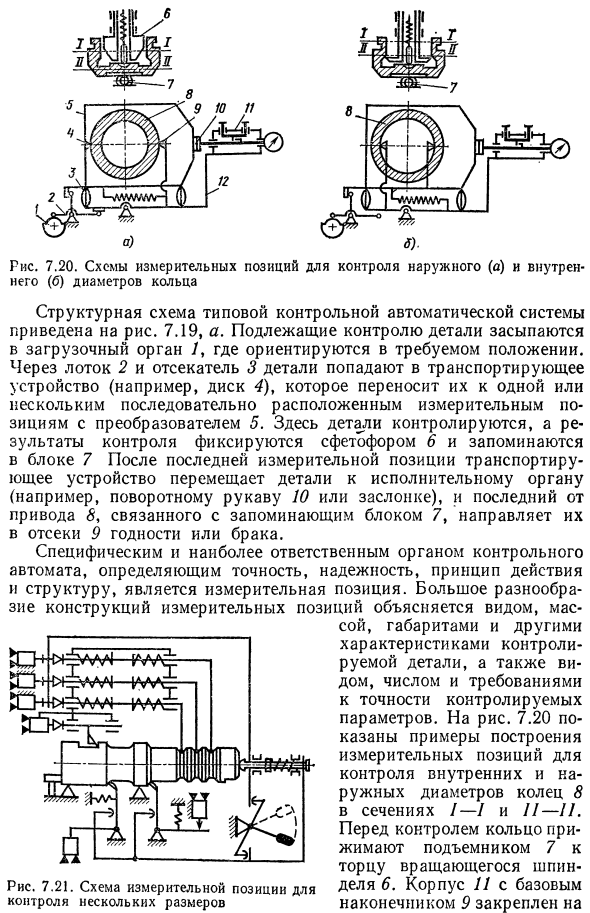
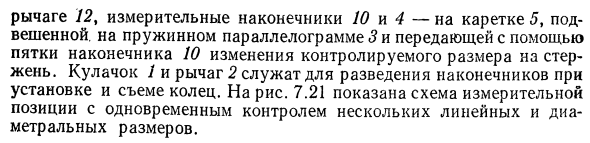
Позиция измерения — это конкретный ответственный двигатель управляющей машины, который определяет точность, надежность, принцип работы и структуру. Различные конструкции измерений …… * -—……… * Положение описывается типом контролируемой детали, весом, размерами, другими характеристиками, а также типом, количеством и требованиями к точности контролируемого параметра. На фиг.7.20 показан пример построения позиции измерения для контроля внутреннего и внешнего диаметров колец 5 секций I 1 и II II. Перед управлением кольцо прижимается к торцу вращающегося шпинделя 6 подъемником 7.
Измерительные наконечники 10 и 4 на рычаге 12 и каретке 5 подвешены. Используя параллелограмм 3 пружины, используйте пятку наконечника 10, чтобы отправить контролируемое изменение размера на стержень. Кулачок 1 и рычаг 2 используются для прокачки наконечника при установке и снятии кольца.
Смотрите также:
