
Оглавление:

Ковка
- Ковка Ковка является разновидностью обработки давлением, при которой исходная заготовка деформируется универсальным инструментом ударника: в этом случае поток металла в стороны, перпендикулярные рабочей силе, ограничен ковкой, предназначенной для придания заготовке формы, приближающейся к форме готовой детали. В то же время механические свойства литого металла исходной заготовки улучшаются в процессе ковки. Основными операциями ковки являются вытяжка, протяжка, пробивка, прокалывание, изгиб, скручивание, резка и ковка сваркой.
О К А Д К А-уменьшает высоту заготовки за счет увеличения площади ее поперечного сечения(рис. 20.1, а). Осадок производится ударником или пластиной напыления. Заготовку, имеющую отношение диаметра к высоте или меньшую сторону с поперечным сечением более 2,5, рекомендуется решать,
во избежание возможного изгиба заготовки, а осадок использовать для увеличения площади поперечного сечения поковок. Людмила Фирмаль
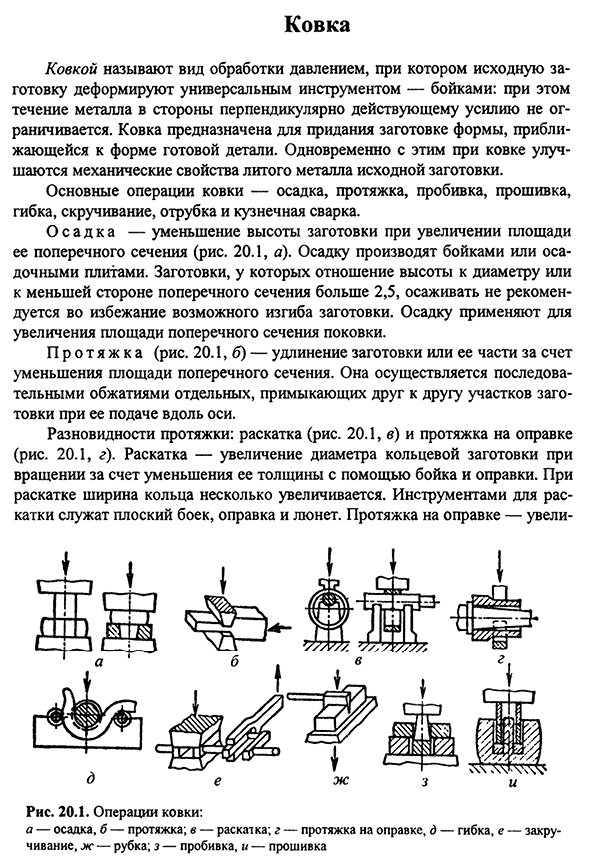
Способ применения 20.1, 6) — удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Она осуществляется путем непрерывного обжима отдельных прилегающих друг к другу заготовок при подаче вдоль оси. Разновидности брошей: прокатные (рис. 20.1, Б) и протяжку на оправке(рис. 20.1, г). Раскатка-увеличение диаметра кольцевой заготовки при вращении за счет уменьшения ее толщины с помощью молотка и тележки.
Ширина кольца кольца может быть увеличена. Инструмент для прокатки плоских штифтов, оправок и устойчивого упора на подаче. Оправка-светодиодная брошь врозь- Рис 20.1. Ковочные операции: а-вытяжка, Б-протяжка; в-прокатка; г-опорожнение бровей, Д-изгиб, ж-резка, ж-скручивание; ж-пробивка, и-прокалывание. 4. при обжиме его с обеих сторон оправки двумя бойками (нижним вырезным и верхним плоским или обоими вырезными бойками), в процессе протяжки, наружный диаметр и толщина стенки заготовки уменьшаются.
- Прокатку колец производят поковками, а прошивку на оправке поковок сосудов высокого давления, стволов орудий и др. Может быть. 20.1, д) — формирование или изменение угла между частями заготовки, либо придание ей криволинейной формы. Гибка осуществляется с помощью различных опор, оборудования и футеровочных штампов. Может быть. 20.1, е) — вращение заготовки вокруг вертикальной оси. Например, это выполняется при повороте коленчатого вала коленчатого вала.
Может быть. 20.1, г) — полное отделение заготовки в разомкнутом контуре путем введения в заготовку трансформирующего инструмента. Черенки делаются с помощью осей для удаления полезных частей слитка и дна, лишней части горна или для разделения длинной горна на более короткие части. Может быть. 20.1, з) — образование отверстий в заготовке путем удаления материала путем сдвига. Отверстия диаметром до 500 мм сверлят сплошными перфорациями с прокладочными кольцами,
отверстия большего диаметра используют в случае высоких заготовок удлинителя, а полые металлические детали удаляют с противнем. Людмила Фирмаль
Может быть. 20.1, а) — для получения полости в заготовке путем перемещения материала. Он служит самостоятельной операцией для образования отверстий или предварительной операцией для последующей прокатки или протяжки заготовки оправки. Ковочная сварка-формирование неразъемного соединения под действием давления в нагретом состоянии. С развитием новых видов сварки, эта операция используется редко.
При ковке изделий массой от сотен килограммов до 300 тонн (валы гидротурбин, диски турбин, валки прокатных станов) в качестве заготовки используется слиток массой до 350 тонн меньшего размера, чем колесо, прокат в виде полуфабриката или длинномерного профиля с круглым или квадратным сечением. Микро-и дислокационная структура металла после ковки (а также после штамповки) определяется не окончательной, а последующей термической обработкой кованого изделия.
Термическая обработка крупных поковок, особенно, ускоряется, если поковки после поковок имеют мелкое зерно. При нагревании до температуры ковки зерно будет увеличиваться, поэтому все области нагретой заготовки должны быть построены для измельчения зерна, или температура ковки упадет до почти нулевого предела.
Смотрите также:
| Горячая объемная штамповка (ГОШ) | Волочение |
| Разновидности горячей объемной штамповки | Прессование |
