
Оглавление:

Расчет и выбор средств измерения и контроля линейных размеров
Выбор универсальных средств измерения линейных размеров
Выбирают универсальное средство измерения (СИ) одного из линейных размеров указанной в задании детали, точность которого определена при назначении посадок.
При выполнении задания необходимо:
- установить допускаемую погрешность измерения заданного размера;
- выбрать СИ, соответствующее измеряемому размеру;
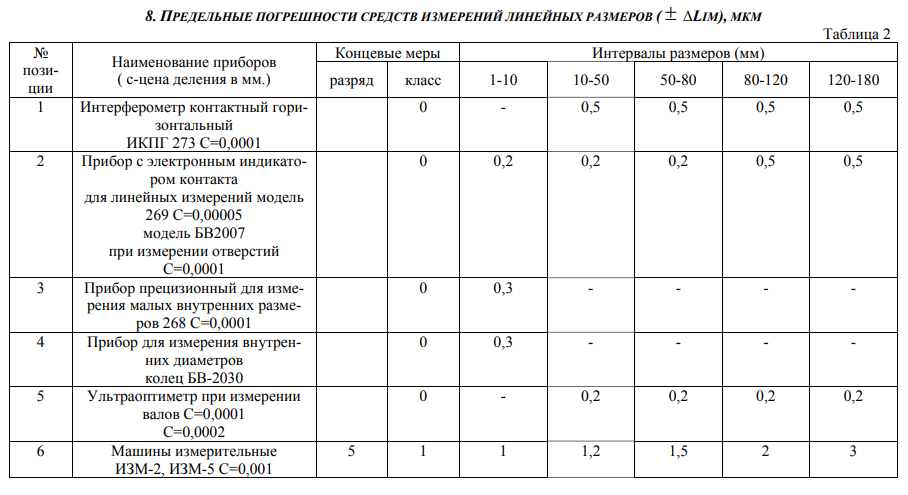
- определить метрологическую характеристику выбранного СИ;
- проверить соответствие метрологической характеристики СИ измеряемому размеру, его допуску и точности измерения; при необходимости скорректировать выбор СИ или условий его использования;
- установить приемочные границы для заданного размера, совпадающими с предельными размерами; определить вероятное количество неправильно принятых и неправильно забракованных деталей, а также возможный выход за границы поля допуска размеров неправильно принятых деталей;
- установить производственный допуск, смещая приемочные границы внутрь поля допуска.
Расчет и выбор размеров предельных калибров для контроля деталей гладких соединений
Выбирают конструкции, рассчитывают предельные и исполнительные размеры калибра-пробки (калибров-пробок) и калибра-скобы для контроля деталей заданного соединения.
При выполнении задания необходимо:
- построить схему полей допусков посадки в заданном соединении;
- построить схему полей допусков калибров для контроля деталей соединения;
- рассчитать предельные размеры рабочих и контрольных калибров;
- назначить исполнительные размеры рабочих калибров;
- выбрать конструкции рабочих калибров;
- выбрать с помощью ЭВМ конструктивные размеры рабочих калибров;
- установить требования к точности формы, шероховатости и твердости исполнительных поверхностей рабочих калибров;
- выполнить чертежи рабочих калибров (калибра-пробки и калибра-скобы), указав на них исполнительные размеры, требования к точности формы, шероховатости и твердости рабочих поверхностей.
Инструмент — это измерительный прибор с одной механической коробкой передач. Инструменты включают штангенциркули с нониусом и другие штангенциркули с нониусом, гладкие микрометры и микрометрические инструменты (штихмасы, микрометрические головки, глубиномеры, все типы микрометрических 3-точечных штангенциркулей).
Прибор-измерительный прибор с двумя или более механическими зубчатыми колесами, комбинацией оптических и механических зубчатых колес или комбинацией одного или нескольких оптических зубчатых колес.
Все устройства и инструменты делятся на специальные и универсальные.
Используйте инструменты общего назначения для измерения различных геометрических параметров напрямую или в сочетании с целевыми столами, плитами, стойками, штативами, зажимами и другими дополнительными устройствами. Специальные инструменты позволяют измерять или контролировать параметры конкретных типов деталей.
Линейный размер может быть измерен различными измерительными средствами, обеспечивающими различную точность измерения. В любом случае точность измерения зависит от принципа действия, конструкции устройства, а также условий настройки и применения.
Принцип выбора прибора заключается в сравнении существующей предельной погрешности конкретного прибора с предполагаемой допустимой погрешностью измерения, регулируемой стандартом.
В этом случае предельная погрешность не должна превышать допуск, обычно составляющий 20 ÷ 35% от допусков по размеру.
В некоторых случаях уменьшение допуска на размер, например, при разделении изделия на группы размеров во время выборочной сборки, может увеличить допустимую погрешность измерения. В этом случае размер группы (получаемый условно из-за допусков управляемого продукта) часто близок или даже равен погрешности измерения, чтобы ограничить различные размеры деталей в группе.
- При выборочной сборке нецелесообразно стандартизировать более строгие требования к ошибкам измерения. Допуск случайной ошибки измерения (δmeas.), Регулируемый стандартом ST SEV 303-76 и ГОСТ 8.051-81, принимается с доверительной вероятностью 0,95 (закон распределения ошибок нормальный, δmeas. ± 2σ Р, З
начение предельной случайности ошибки (ΔLim) эквивалентно зоне распределения ± 3σ (на основе нормального закона распределения). Другими словами, вероятность достоверности составляет 0,9993. Для измерений при серийном и крупносерийном производстве значение погрешности измерения составляет ± 2σ.
Прежде чем приступить к рассмотрению существующих методов выбора инструментов, обсуждаются некоторые общие понятия.
Смотрите также:
Решение задач по метрологии с примерами
| Расчет и выбор посадок с натягом | Нормирование точности геометрических параметров деталей |
| Расчет и выбор посадок подшипников качении | Нормирование точности сложных соединений |
