
Оглавление:


Установление технологических допусков
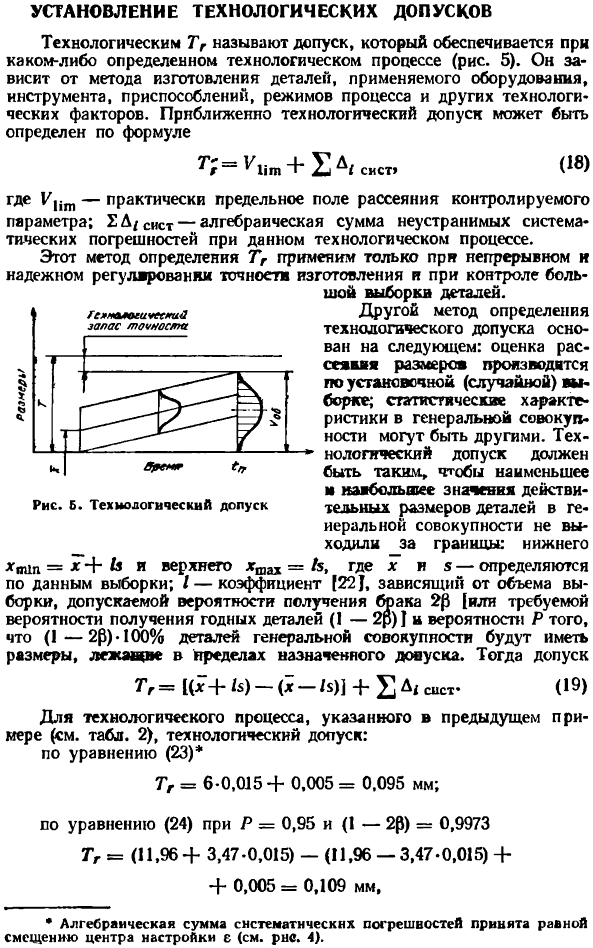
- Техническая Tg называется гарантированным допуском для конкретного технического процесса (рисунок 5). Это зависит от того, как изготовлены детали, оборудование, инструменты, устройства, условия процесса и другие технические факторы. Практически технические допуски можно определить по формуле + (1v) Где Y 1P) — фактическое ограниченное поле рассеяния контролируемого параметра. E D sist-алгебраическая сумма безвозвратных систематических ошибок в данном процессе.
Заземление деталей в процессе измерения сводится к тому, что измерительная линия согласуется с направлением измеряемого размера. Людмила Фирмаль
Этот метод определения Tg применим только для непрерывного и надежного контроля точного производства и контроля больших образцов деталей. Другой способ определения технических допусков основан на: Оценка распределения по размерам производится по установленной (случайной) выборке. Smtgsgic характеристики населения в целом могут варьироваться. Технический допуск — это минимум фактических размеров частей населения.
- Пересекли границы: нижняя * w1n = x + th и верхняя hsha = k, где * и -определяются по данным выборки. I-фактор 122 , в зависимости от размера выборки, 20 дефектов. Допуск для получения или вероятность, необходимая для получения соответствующей части (1-2p), находится в пределах установленного допуска. (X4- с) — (5- с) 4-2D (19) Для технического процесса, указанного в предыдущем примере (см. Таблицу 2), технические допуски.
Таким образом, независимо от способа расчета, первый штифт имеет допустимый размер и эффективное отклонение, превышающее предел 0,006 мм, а второй-менее 0,007 мм, так что оба штифта могут быть измерены. Людмила Фирмаль
Уравнение (23) * Tg = 6-0,0154-0,005 = 0,095 мм; Согласно уравнению (24) с P 0,95 и (I-20) = 0,9973 G = (11,96 4-3,47-0,015) — (11,96-3,47-0,015) 4- 4- 0,005 = 0,109 мм, Алгебраическая сумма систематических ошибок равна смещению центра настройки e (см. Вставку 4). Где коэффициенты определены при I = 3,47-P = 0,95; (1-20) a = 0,9973 и N = 200. Следовательно, в этом случае необходимо увеличить допуск с класса 10 до класса 11 (L11) или применить более точный технический процесс для изготовления деталей.
Смотрите также:
Решение задач по метрологии с примерами
| Проверка гипотезы о законе распределения | Взаимозаменяемость |
| Методы суммирования погрешностей | Квалитеты |
